PLC及伺服电机的精确定位输送机械手设计
2016-01-08张顺星,梁小宜
PLC及伺服电机的精确定位输送机械手设计
张顺星1,梁小宜2
(1.陕西工业职业技术学院,陕西 咸阳 712000;2.麦克传感器有限公司,陕西 宝鸡 721006)
Research and Realization of Communication Control Between PLC andInverter Based on PLC and Servo Motor
ZHANG Shunxing1,LIANG Xiaoyi2
(1.Shaanxi Polytechnic Institute,Xianyang 712000,China;2.Micro Sensor Limited Company,Baoji 721006,China)
摘要:为了建成一套精确定位的输送机械手控制系统,以西门子S7-200系列PLC和松下MINAS A5系列交流伺服驱动器为例,提出了使用PLC主机单元的高速脉冲输出端口控制伺服驱动器实现定位控制的方案。
关键词:PLC;气动机械手;伺服电机;定位控制;运动包络
中图分类号:TH138
文献标识码:A
文章编号:1001-2257(2015)04-0033-03
收稿日期:2015-01-07
基金项目:陕西工业职业技术学院科研项目(ZK12-19)
作者简介:张顺星(1980-),男,河南焦作人,讲师,硕士,研究方向为电气自动化控制;梁小宜 (1981-),男,陕西宝鸡人,工程师,硕士,研究方向为自动化仪器仪表。
Abstract:For the purpose of composing a precise positioning control conveying manipulator,the positioning control design of using PLC’s high-speed pulse train output to control servo drive is proposed,with the example of S7-200 series PLC and Panasonic servo drive.
Key words:programmable logic controller;pneumatic manipulator;servo motor; positioning control;motion profile
0引言
机械手可以提高生产作业的自动化水平及产品质量,减轻操作者的劳动强度,提高生产的效率。输送机械手可以将工件从一个工作台上搬运到另一个工作台上进行加工,实现工件在工作台之间的传输,在自动化生产线中得到了广泛的应用。精确的定位能力,是衡量输送机械手性能的重要指标。伺服电机是将收到的电信号转换成电机轴上的角位移输出,使用自带的编码器将运行信号反馈给伺服驱动器,实现闭环控制,可实现精确的定位控制。
1输送机械手总体结构设计
1.1输送机械手系统结构
输送机械手控制系统主要由气动机械手、伺服驱动直线运动定位系统组成。气动机械手是一个能实现升降、伸缩、气动手指夹紧/松开和沿垂直轴旋转的四维运动的工作单元,实现抓取和放下工件的功能。伺服驱动直线运动定位系统主要由伺服电机、驱动器和直线运动传动组件组成。直线运动传动组件包括直线导轨底板、同步轮、同步带、直线导轨、滑动溜板和拖链等部分。为了机械手精确定位需要,在机械手底座装有电感式传感器作为机械手的基准传感器,确定机械手原点基准和机械手前进的起始位置,并在机械手左/右旋转的极限位置装有限位开关,进行越程保护。气动机械手安装在直线运动传动组件上,实现精确定位功能,输送机械手结构如图1所示。

图1 输送机械手结构
1.2输送机械手控制工艺要求
YL-335B型自动化生产线由供料单元、加工单元、装配单元、输送机械手单元和分拣单元组成,其中,每个工作单元都是一个独立的控制系统[3]。输送机械手单元的功能是:初始状态时,输送机械手在系统原点,正对供料单元,按下启动按钮后,当供料单元的料台上有工件时,机械手抓取工件,抓取完成后,机械手缩回,接着PLC控制机械手前进430 mm将工件输送到加工单元进行加工;加工完成后,机械手取回工件并前进350 mm,将工件输送到装配单元进行装配;装配完成后,机械手取回工件并前进260 mm,将工件输送到分拣单元,由分拣单元对已加工完成的工件进行分类存储;此时机械手高速返回,运行900 mm再低速返回原点,完成输送工件全过程。当下一个工件送到供料单元物料台时,输送机械手重复上述动作。机械手输送物料过程涉及到4个位置精确定位,其定位运行过程如图2所示。

图2 输送机械手定位运行过程
2系统硬件设计
2.1机械手的气动控制回路
气动机械手主要由提升台气缸、手臂伸出气缸、摆动气缸、手指气缸、磁性开关和电磁阀等组成。提升台气缸控制机械手垂直手臂上升、下降,由单电控二位五通电磁阀1Y1控制;手臂伸出气缸控制机械手水平手臂伸出、缩回,由单电控二位五通电磁阀1Y2控制;摆动气缸控制机械手左摆、右摆,在将工件输送到分拣单元时,机械手需要左摆,高速返回完成后要右摆,由双电控二位五通电磁阀3Y1,3Y2控制;手指气缸完成工件的夹取动作,由双电控二位五通电磁阀4Y1,4Y2控制。磁性开关1B1,1B2等用于检测气缸的位置,当检测到气缸到位后将给PLC发出一个到位信号。系统气动控制回路如图3所示。

图3 系统气动控制回路
2.2PLC控制系统硬件设计
系统选用S7-200系列CPU226型PLC作为控制器,该控制器有2点数字输入及16点数字输出,它的2个数字输出(Q0.0和Q0.1)具有高速脉冲串输出(PTO)功能,可用于伺服电机的位置控制[5]。输送机械手I/O分配如表1所示。
表1输送机械手PLC的I/O分配表

输入信号输出信号输入设备PLC输入点输出设备PLC输出点原点传感器检测I0.0脉冲Q0.0右限位保护I0.1方向Q0.1左限位保护I0.2抬升台上升电磁阀Q0.2机械手抬升下限检测I0.3回转气缸左旋电磁阀Q0.3机械手抬升上限检测I0.4回转气缸右旋电磁阀Q0.4机械手旋转左限检测I0.5手爪伸出电磁阀Q0.5机械手旋转右限检测I0.6手爪夹紧电磁阀Q0.6机械手伸出检测I0.7手爪放松电磁阀Q0.7机械手缩回检测I1.0报警指示Q1.0机械手夹紧检测I1.1运行指示Q1.1伺服报警I1.2停止指示Q1.2启动按钮I1.3复位按钮I1.4急停按钮I1.5方式选择I1.6
2.3伺服驱动精确定位设计
MINAS A5系列交流伺服驱动器,是日本松下电器公司生产的全数字化交流伺服装置,具有响应快、精度高、控制方式多样化和保护措施齐全等特点。
伺服驱动系统采用松下MHMD022G1U永磁同步交流伺服电机、MADHT1507E全数字交流永磁同步伺服驱动器,作为运输机械手的运动控制装置。伺服驱动器主要参数设置如表2所示。
在位置控制模式下,电机转速与脉冲串频率相关,电机转动的角度与脉冲个数相关。同步轮齿距为5 mm,共12个齿,即伺服电机旋转1周输送机械手位移60 mm,因为电机每转1圈需6 000个脉冲,所以机械手每前进1 mm需100个脉冲,即定位精度可达0.01 mm。
按照控制工艺要求,供料单元距离加工单元430 mm,要使输送机械手从供料单元运行到加工单元,PLC需产生43 000个脉冲。
表2伺服驱动器主要参数设置

序号参数编号参数名称设置数值功能和含义1Pr0.01 控制模式0 位置控制模式2Pr0.06 指令脉冲旋转方向设置1 方向信号=0时前进,方向信号=1时后退3Pr0.07 指令脉冲输入方式3 使用脉冲+方向方式控制驱动器运行4Pr0.08 电机每旋转1圈的脉冲数6000 输入6000个脉冲电机转1圈5Pr5.04 驱动禁止输入设定2 正向、负向驱动禁止输入有效
3输送机械手软件系统设计
3.1PLC位置控制向导
为了简化用户应用程序中位置控制功能,用STEP7-Micro/WIN提供的位置控制向导,可快速完成PTO或位置控制模块的组态。打开STEP7-Micro/WIN软件,在“工具”菜单中单击“位置控制向导”,出现“位置控制向导”对话框,选择“配置S7-200 PLC内置PTO/PWM操作”[6]。根据工艺要求,设置电机的最高速度、启动停止速度和加减速时间等参数,绘制包络。输送机械手共需要设置5个运动包络,以输送单元前进到加工单元为例,包络1操作模式为“相对运动”,步0的目标速度为30 000 脉冲/s,步0的结束位置为43 000个脉冲,最终形成的包络如图4所示。
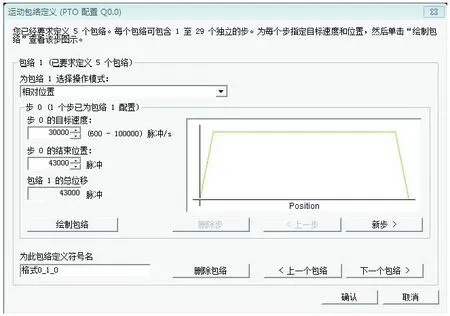
图4 伺服电机的运动包络组态
运动包络组态完成后,向导会为所选的配置生成3个子程序,分别是PTOx_RUN(运行包络)、PTOx_CTRL(控制)和PTOx_MAN(手动)。在输送机械手进行定位的过程中,正是使用PTOx_RUN子程序,使伺服电机按照预先定义好的运动轨迹包络,移动到指定的生产线单元。可以利用PTOx_RUN指令的输出完成信号位Done,作为下一个包络开始的启动条件。
3.2流程图设计
根据输送机械手控制工艺要求,设计主程序,其流程如图5所示。

图5 主程序流程
4结束语
应用了PLC技术、气动技术和伺服驱动技术,实现了可进行精确定位的输送机械手控制系统。经实践运行测试,该系统具有定位精确、运行可靠和实用性强的特点,在机械、电子和物流等行业中具有广阔的应用前景。
参考文献:
[1]关明,周希伦,马立静,等.基于PLC的机械手控制系统设计.制造业自动化,2012,34(7):120-121.
[2]王红梅,方贵盛.基于PLC与步进电机的气动搬运机械手控制.液压与气动,2009(11):25-27.
[3]魏海波,孙清,张君薇,等.基于PLC和交流伺服系统控制的自动生产线输送系统.电气传动自动化,2011,33(6):37-40.
[4]李庭贵.气动机械手搬运物料精确定位控制系统设计[J].液压与气动,2012(1):54-56.
[5]刘建河.基于S7-200PLC的伺服电机开环控制技术研究.制造业自动化,2013,35(9):109-111.
[6]吕景泉.自动化生产线安装与调试.2版.北京:中国铁道出版社,2012.
[7]强明辉,何晓.基于 PLC 定位模块 EM253 的伺服控制系统.电气自动化,2014,36(3):3-5.
