螺旋缝焊管生产中递送机打滑原因分析及解决措施
2015-12-28周善征杨青建李国松
周善征,杨青建,李国松
(山东胜利钢管有限公司,山东 淄博 255082)
螺旋缝焊管生产过程中,要求带钢平稳输送。作为整个螺旋缝焊管机组的主动力设备,递送机对于螺旋缝焊管机组生产的稳定性起着重要的作用。递送机打滑会使带钢在输送过程中出现短暂停滞。打滑瞬间,内、外焊电流突然增加,既会造成内外焊烧穿、漏弧,还会因为焊瘤粘到焊垫辊而造成螺旋缝焊管表面压坑等质量缺陷问题。在此结合山东胜利钢管有限公司螺旋缝焊管生产过程中出现递送机打滑现象,分析递送机打滑的原因,并提出了解决措施。
1 递送机的工作原理
递送机结构如图1所示,带钢从下辊和上辊中间穿过,压下油缸作用在上辊两端,在油缸的作用力下,使上下辊与带钢产生足够大的摩擦力,进而带动带钢向前走[1-2]。
2 递送机打滑的原因分析及解决措施
在螺旋缝焊管生产过程中,递送机打滑的主要原因和控制措施如下。
(1)对头处焊缝余高过高或焊缝存在较大焊瘤。焊缝余高过高如图2所示。
目前,国内机组钢板对头时一般不铣坡口,直接采用单丝埋弧焊焊接而成,当焊接电流、电弧电压、焊接速度控制不当时,易出现焊缝余高过高。另外,当对头焊接过程中存在烧穿时,会在焊缝下侧出现较大焊瘤。因此,当钢带的对接头存在这两种缺陷时,递送辊会在该处出现爬坡打滑现象。
当对头处焊缝余高过高引起递送机打滑时,操作工人常在对头缝处撒焊剂来减缓坡度,但焊剂经挤压后会粘在矫平辊或散落在钢板表面,形成麻坑,严重影响钢管质量。因此,解决焊缝余高过高最好的办法是选择合理的焊接工艺参数(焊接电流、电弧电压、焊接速度)和对壁厚较大的带钢端部采用铣坡口的方式[3-6];焊接余高过高时,则应及时修磨;焊瘤较大时,则应及时清理。
(2)钢板壁厚不均。在实际轧制过程中钢板壁厚会有偏差,当短距离壁厚偏差较大时,递送机压紧力将产生变化,导致递送机出现打滑的现象。这种情况下,只需适当调整递送机的压紧力即可。
(3)管路泄漏、蓄能器氮气不足造成递送机压紧力不足。当管路泄漏或蓄能器氮气不足时,递送机压紧力降低而出现打滑现象,此时只需排查掉泄漏点或及时补充蓄能器氮气就能解决这一问题。
(4)液压系统设计不合理造成递送机工作中瞬间压力不足[7]。
在2号机组原有的液压系统中,油缸与蓄能器连接管路通径为12 mm,且两者之间的连接管路较长,当递送机工作遇到压力变化时,蓄能器补压缓慢,油缸内压力瞬间变得很小,造成带钢打滑。
经过计算递送机液压系统技术参数和金属管管道参数,对原有液压系统做出改进:将油缸与蓄能器的连接管路通径由12 mm改为20 mm;将油缸油口由M22×1.5改为M33×2;缩短蓄能器与油缸之间的管路距离。改进后的液压原理如图3所示。
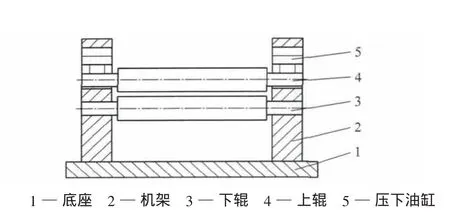
图1 递送机结构示意
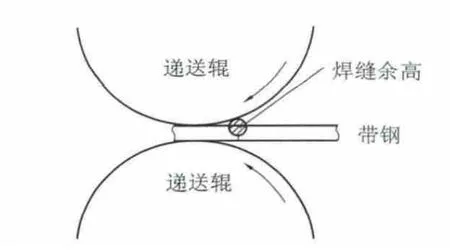
图2 焊缝余高过高
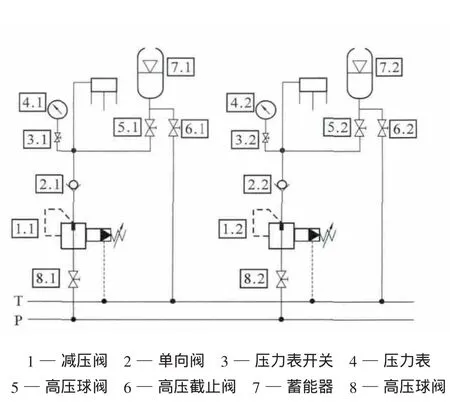
图3 改进后的液压原理示意
调节递送机上辊压紧力时,关闭高压截止阀6,打开高压球阀5和8,调节减压阀1到合适压力,压力稳定后,关闭高压球阀8,通过蓄能器提供压力。该液压系统管路简单,工作性能稳定;单向阀2密封效果较好,近似零泄漏,使液压系统保压时间较长;调整两个减压阀可以得到两边不同的压力,防止带钢跑偏。
[1]杨青建.螺旋焊管机组递送机液压系统的改进[J].液压气动与密封,2010(6):41-42.
[2]朱纪刚,解通护,刘邯涛,等.焊管机组递送辊压力的优化分析[J].钢管,2010,39(1):56-59.
[3]周善征,曹刚.螺旋焊管表面质量的影响因素及其改善措施[J].钢管,2007,36(6):41-44.
[4]吴培龙,杨永.螺旋缝焊管常见质量问题及改进措施[J].钢管,2012,41(4):42-43.
[5]吴培龙,杨青建,李光辉,等.螺旋缝焊管带钢递送跑偏的原因及应对措施[J].钢管,2013,42(5):49-51.
[6]周善征,曹刚.螺旋焊管生产线的技术装备改造[J].钢管,2007,36(4):47-50.
[7]侯永高,任贵芝.螺旋焊管机组中矫平机造成带钢跑偏问题的分析[J].焊管,2001,24(4):53-54.
