风电设备制造专用CO2气体保护药芯焊丝的研制
2015-12-26樊进珍黎春生
林 钢 樊进珍 黎春生
(酒钢集团兰州长虹焊接材料有限责任公司)
风电设备制造专用CO2气体保护药芯焊丝的研制
林 钢**樊进珍 黎春生
(酒钢集团兰州长虹焊接材料有限责任公司)
介绍了一种风电设备制造专用、采用100% CO2气体保护焊的药芯焊丝的研制方法。该焊丝熔敷金属具有低的扩散氢含量,良好的低温韧性和优良焊接工艺性能,满足风电设备制造对焊接材料的要求。
风电设备 药芯焊丝 熔敷金属 CO2保护焊
近年来,风电作为低碳环保清洁新能源在我国得到了空前发展。风电设备制造使用的相应焊接材料的研发十分重要,焊接材料除了要求与母材的成分、组织和性能相匹配外,还要求具有高的焊接效率。某些在我国北方零下40℃左右大风寒冷地区运行的风电设备更要求所使用的焊料熔敷金属具有良好的低温韧性。目前在力学性能方面满足要求的电焊条不能实现半自动、自动化焊接。笔者研制了一种风电设备制造专用的可实现半自动高效焊接和熔敷金属性能可调整的药芯焊丝。
1 熔敷金属力学性能要求
根据风电设备制造对焊接材料性能的要求,
所研制焊丝熔敷金属力学性能见表1。

表1 熔敷金属力学性能
2 配方设计和焊丝试制
2.1钢带的化学成分
为保证熔敷金属有良好的低温韧性,对所研制的药芯焊丝在原材料(包括钢带和粉料)的使用上,严格控制杂质元素含量,消除原材料中有害元素对低温韧性的影响。专用药芯焊丝制造所用钢带的化学成分应符合表2的规定。

表2 钢带的化学成分
2.2焊丝药芯配方设计
在设计药芯配方时,要充分考虑兼顾熔敷金属的力学性能,特别是熔敷金属的低温韧性和电弧的稳定性、焊接飞溅及焊缝脱渣等焊接工艺性能。
首先从控制熔敷金属中的氢含量考虑,在药芯中加入氟化物,在高温下的焊接冶金过程中,氟化物中的氟与氢能发生反应生成稳定的、不溶于液态钢中的HF,从焊缝金属中逸出,达到去氢的目的。如在低碱度熔渣中加入约8%的CaF2,可使氢从熔敷金属中的逸出速度急速增大。试验过程中对氟化物的应用,以多种氧化物的形式加入较单一的氟化物为好,不但可以去氢而且有稳定焊接电弧的作用。常用的有萤石、氟钛酸钾和氟硅酸钠,其中后两种具有稳弧的作用。
在药芯加入少量的MgO时,可改善高温时熔渣的覆盖和脱渣性,增加焊缝表面的光泽度,增加熔渣透气性,可提高焊丝的抗气孔性能,改善其韧性。
加入金红石主要是在焊接时集中、稳定电弧,减少焊接飞溅,改善渣的覆盖性能和焊缝脱渣性。
加入一定量的硅铝酸盐具有细化熔滴、减少飞溅及造渣等功效。硅铝酸盐中的二氧化硅使渣具有良好的覆盖性能,能提高熔渣粘度,具有明显的细化熔滴,降低飞溅的作用。而硅铝酸盐中的三氧化二铝是两性物质,适量加入可调节熔渣的粘度、酸碱度和熔点,可改善熔渣的覆盖性和脱渣性。
在配方中加入锆英石(其主要成分为二氧化锆,熔点2 750℃),可使熔渣熔点提高,改善熔渣的粘度,使高速焊接时熔渣均匀覆盖焊缝表面,并有改善焊缝成形、减少麻点使焊缝表面更光洁的作用。
研制焊丝时,为了达到提高韧性,净化杂质,改变硫化物形态,净化焊缝,减小夹杂物的尺寸,细化晶粒,改善焊缝低温韧性的目的,特向药芯中加入少量的稀土材料。
另外,在药芯中加入钛铁、低碳锰铁、镍粉及铁粉等金属材料除了脱氧和向焊缝中渗合金外,还可改善焊接工艺、稳定电弧、降低飞溅、提高熔敷效率。药芯配方见表3。

表3 药芯配方 %
2.3各合金元素的作用
碳含量的高低直接影响着焊缝金属低温韧性,低的碳含量可以降低焊缝金属的脆性转变温度,提高抗裂性。在研制过程中,为保障韧性指标,在碳的控制上,主要是从原材料方面进行控制,原材料选择使用含碳低的材料,如低碳锰铁等。
锰具有脱氧、脱硫、掺合金的作用,与FeO、S在高温下发生反应,形成MnO、MnS进入熔渣被除去。加入锰后,在提高焊缝金属强度的同时改善低温韧性。
硅是脱氧元素,它与氧的亲和力较锰大,在焊接过程中硅先于锰被氧化形成SiO2进入熔渣中,保护锰等元素过渡到焊缝金属中,从而达到保证焊缝金属的综合力学性能的目的。但硅含量不宜过高,否则将使焊缝金属强度增加,而降低塑性和韧性。
镍是提高焊缝金属低温韧性的主要元素,具有细化晶粒和减小偏析的作用。
2.4专用药芯焊丝的试制
采用满足化学成分的碳钢钢带,将其纵剪后清洗,轧制成U形,药芯成分按所设计的配方配制,配料前对部分材料按工艺要求进行烘干处理,通过加粉装置在U形槽内按13.5%~14.5%的填充率进行填充,然后继续轧制使U形槽闭合封口,再经过拉丝机拉拔减径,制备成直径为1.6mm的焊丝。
3 试验结果及分析
3.1焊接工艺
成品焊丝采用NB-500电焊机进行焊接试验,工艺参数为:焊接电流270~280A,焊接电压28~30V,焊接速度30~35cm/min,干伸长度20~25mm,100% CO2气体保护,气体流量25L/min,层间温度控制在140~150℃之间,其他均按GB/T 10045规定进行。焊接焊缝成形美观、脱渣性能优良、烟雾轻微且未出现焊缝表面无麻点压坑现象。
3.2熔敷金属化学成分和力学性能
熔敷金属化学成分和力学性能分别见表4、5。

表4 熔敷金属化学成分
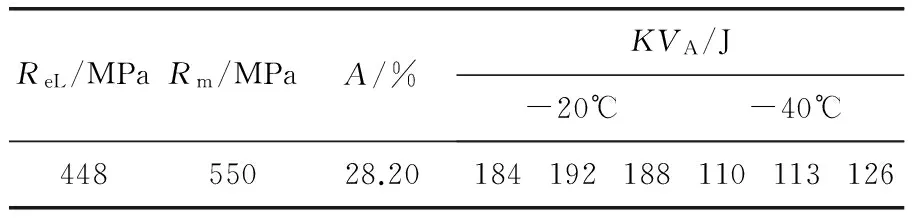
表5 熔敷金属力学性能
3.3熔敷金属扩散氢含量试验
按照GB/T 3965-1995 《熔敷金属中扩散氢测定方法》对此专用焊丝进行熔敷金属扩散氢含量试验,试验结果平均值为3.69mL/100g。
3.4熔敷金属显微组织
图1是专用药芯焊丝焊接接头金相组织,晶界白色组织是先共析铁素体,沿晶界垂直向晶内生长的白色针状组织也是铁素体,晶粒有效尺寸明显减小。
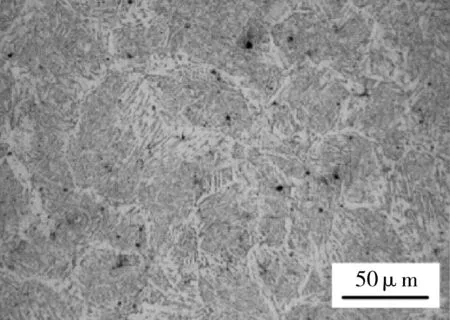
图1 焊接接头金相组织
4 结束语
开发研制的风电设备制造专用100% CO2气体保护药芯焊丝,经批量生产通过相关企业的使用测试,具有优良的焊接工艺性能,良好的低温冲击韧性和低的熔敷金属的扩散氢含量,适用于风电设备的焊接。
DevelopmentofCO2GasShieldedFlux-coredWireforWindPowerEquipment
LIN Gang, FAN Jin-zhen, LI Chun-sheng
(JISCOLanzhouChanghongWeldingMaterialCo.,Ltd.,Lanzhou730050,China)
The development of special CO2gas shielded flux-cored wire for wind power equipment was studied to show that the flux-cored wire contains low diffusible hydrogen and boasts excellent low-temperature toughness and welding performance as the wind power equipment required.
wind power equipment, flux-cored wire, weld mental, CO2shielded welding
**林 钢,男,1967年12月生,高级工程师。甘肃省兰州市,730000。
TQ050.4
A
0254-6094(2015)02-0218-03
2014-08-14)