一种新型主预包联动包边机构
2015-12-25程楠潘启斯杨磊陈天才
程楠, 潘启斯, 杨磊, 陈天才
(上汽通用五菱汽车股份有限公司技术中心,广西柳州545007)
0 引言
目前在汽车门盖包边工艺方面主要有以下几种形式:压力机式包边模包边、桌式包边机包边、机器人包边。压力机式包边模包边、桌式包边机都是采用包边机构对车门进行包边,这也是汽车行业门盖包边领域最常用的包边形式。
1 技术背景
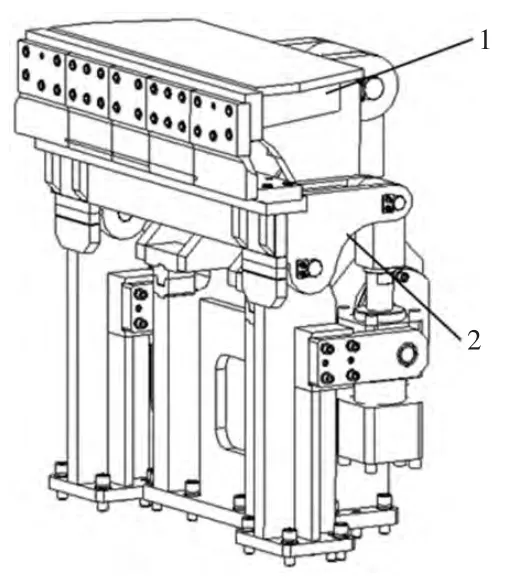
图11.主包机构2.预包机构
在桌式包边机中包边机构又有两种形式:杠杆机构和四杆机构。一般平直边采用杠杆机构(如图1),但对于轮廓高低起伏、前后错置的门盖零件来说,若仍采用杠杆机构就无法保证翻边上的各点均获得最佳的包边压入角;此时,采用四杆机构可较好地解决问题(如图2)。
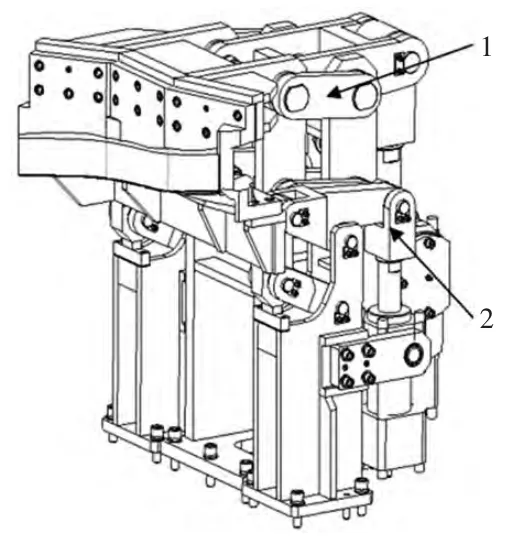
图21.主包机构2.预包机构
1.1 主预包独立机构
目前在桌式包边机上,主预包机构有以下3种形式:
主、预包机构彼此独立、互不关联,分别完成主、预包边工序(如图1、图2)。预包、主包机构分别独立布置,具有可根据零件形状灵活的利用杠杆或四杆机构的优点,但缺点也很明显:1)两个机构布置紧密,占用空间大、安装、维修不便;2)由于主、预包机构分别独立,采购元件需求量大,成本相对较高;3)预包机构动作完成后,主包机构才能开始动作,这样无疑使包边周期较长,生产节拍较慢。
1.2 主预包联动机构
主、预包机构联动是指主、预包机构共用同一个动力源,在一个运动周期内完成主、预包两个工序(如图3)。已有的主、预包联动机构有以下两种形式:一种是在进行主包的同时通过杠杆机构完成预包,从而实现了动力源的一次循环,完成主、预包的全部工作。显然,联动机构只用一个动力源,且一次循环便完成了全部工序,无论是空间布置,还是动力系统都得以简化,成本也大幅度降低。但不足之处是该预包采用的是杠杆机构,预包切入力方向就无法实现各点都满足最佳切入角的要求,无法保证包边质量。
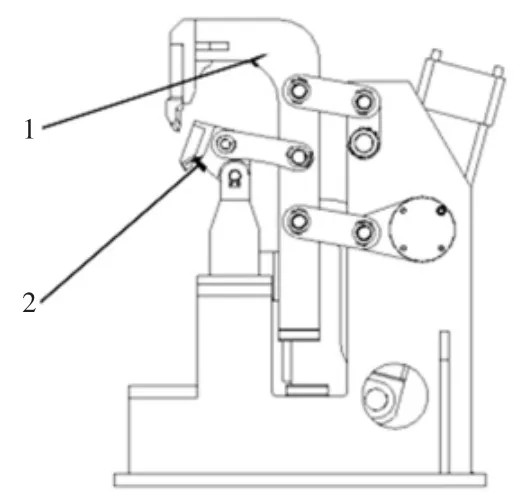
图31.主包机构2.预包机构
另一种是在进行主包的同时通过连杆铰链式联动机构完成预包,也实现了动力源的一次循环,完成主、预包的全部工作,其结构见图4。该机构的联动部分由于采用的是连杆,使得整个联动机构的尺寸关系非常复杂,使主、预包压刀在联动的过程中避让设计难度很大;为了找到合理的运动轨迹,需要不断地改变各组件的尺寸,使得设计周期变得很长。
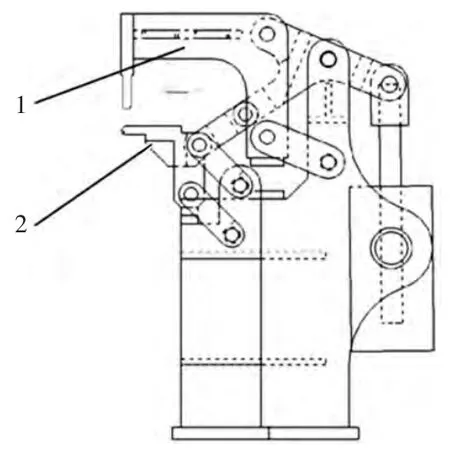
图41.主包机构2.预包机构
2 新型联动包边机构
为充分利用主、预包联动机构的优越性,采用凸轮和滚子联动装置来实现主、预包的联动机构,这样既能满足复杂车门轮廓上的各点均能获得较为理想的切入角,又可避免连杆与四杆联动机构中的复杂尺寸关系和设计周期过长等不足。
2.1 车门包边原理
在汽车制造过程中,需要将汽车五门一盖的内、外板零件进行包边。所谓包边是指先将内板和外板按一定位置关系叠放并固定,然后将外板沿四周折边把内板包住,使之成为一个整体,以达到提高门盖的强度和刚度的目的,其工序见图5。
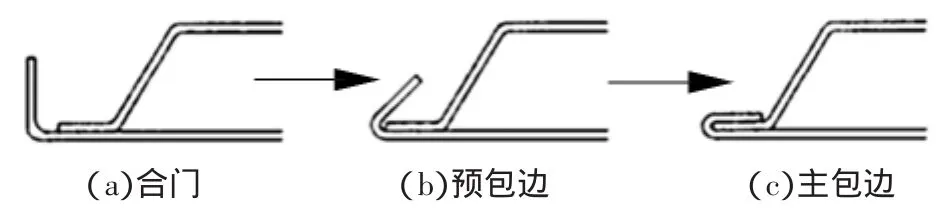
图5 包边工序
2.2 新机构的结构
主、预包联动机构采用凸轮和滚子,使得机构更加紧凑,其具体结构受空间限制也更加明显。凸轮和滚子的运动轨迹决定着主、预包机构的包边效果,为了获得理想的运动轨迹,设计时需要借助三维设计软件对整个联动机构进行运动分析,以确定机构中各个部分的具体尺寸,其结构见图6和图7。
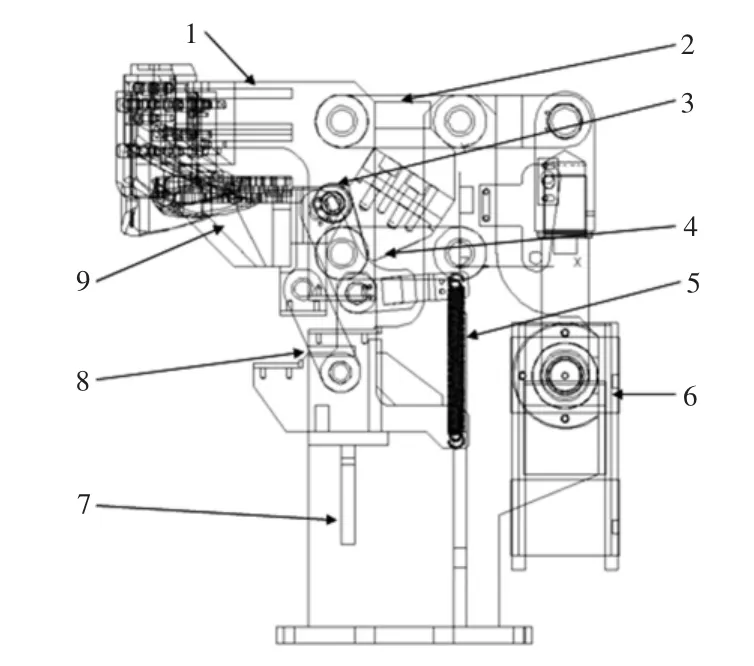
图6 结构图
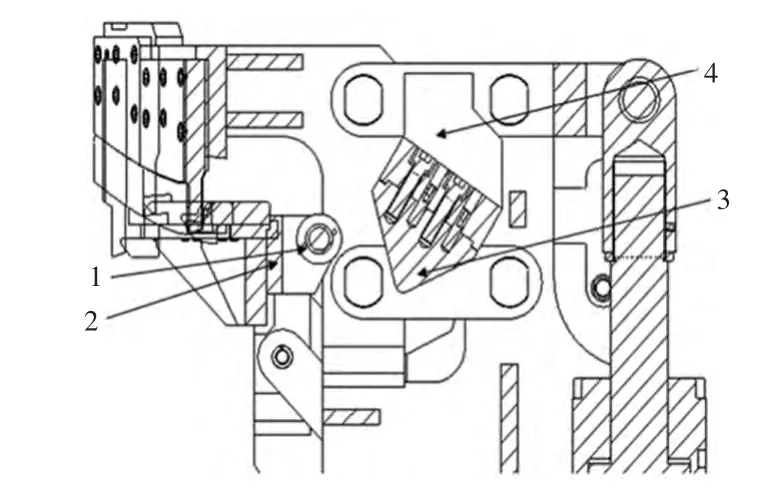
图7 凸轮和滚子1.滚子2.滚子座3.凸轮4.凸轮座
该主、预包联动包边机构,其包括主包机构和预包机构,主包机构包括依次连接的动力源6、主包四杆机构2、主包刀架和主包刀1;预包机构包括依次连接的回位弹簧5、预包四杆机构8、预包刀架和预包刀9;所述主包机构和预包机构之间由滚子3和凸轮4联动,共用动力源6和支座7。
该机构的凸轮座4设置在图6主包四杆机构2上,凸轮3设置在凸轮座4上;滚子座2设置在图6预包刀架9上,滚子1设置在滚子座2上。
2.3 机构的结构特点
1)主、预包机构均是四杆机构,对于高低起伏、前后错置的门盖总成轮廓来说,能满足复杂边的压入角度一致,确保了任何点的包边质量。
2)主、预包机构通过凸轮和滚子实现联动,共用一个动力源,结构紧凑、降低制造和采购成本。
3)预包机构在拉簧和凸轮的共同作用下实现回位,在主包机构的一个下压运动周期内预包机构下压两次。
4)凸轮、滚子联动机构,使机构更加简化,进一步缓解了空间狭小的限制,并且使机构组件之间相互关联的尺寸关系得以简化,有效缩短了设计开发周期。
2.4 运动顺序(图8)
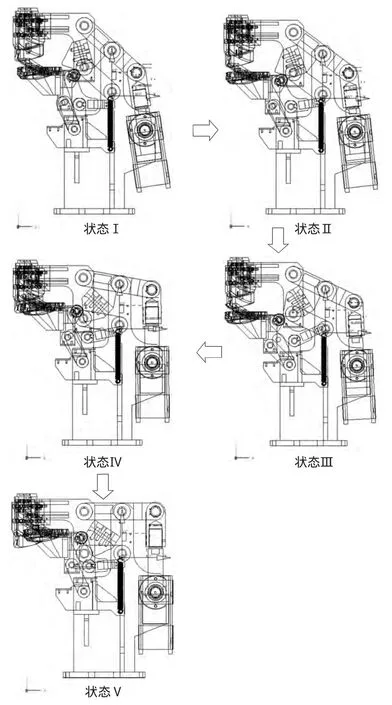
图8 运动顺序图
该机构工作的5个状态见图8,状态Ⅰ为主预包均打开的状态,此状态下把已包好的零件取走,把被包边的零件放进来;然后包边开始,动力源活塞上升推动主包压刀下压,此时主包刀架上的凸轮推动预包刀架上的滚子,使得主包压刀下压的同时预包压刀也向下运动,如状态Ⅱ。在主包压刀下压的过程中,预包压刀完成预包,如状态Ⅲ。预包工序完成后,主包刀继续下压,此时预包刀和刀架在拉伸弹簧、滚子和凸轮的共同作用下迅速回位,避让开下压的主包刀,如状态Ⅳ。主包刀继续下压,当动力源活塞上升到最大工作行程时,主包刀压紧零件并完成主包工序,如状态Ⅴ。接下来动力源活塞下降并带动主预包机构作逆向运动Ⅴ、Ⅳ、Ⅲ、Ⅱ、Ⅰ,当逆向至状态Ⅲ时,由于此时对零件的包边工序已全部完成,预包刀不会与零件接触。机构最终到回到状态Ⅰ,从而完成整个包边过程。其俯视图见图9。
3 结语
对于造型、轮廓线越来越复杂的汽车门盖零件而言,确保其翻边上的任何点都能够获得最佳的切入角非常困难,本机构利用四杆机构解决这一难题,并且主、预包机构通过凸轮和滚子实现联动,共用一个动力源,有效降低了设备制造和采购成本;该机构采用凸轮和滚子作为连接副,使机构间相互关联的尺寸关系得以简化,大幅缩短了设备的开发设计周期;其结构简化,使得相邻机构的空间得以增大,便于维修。
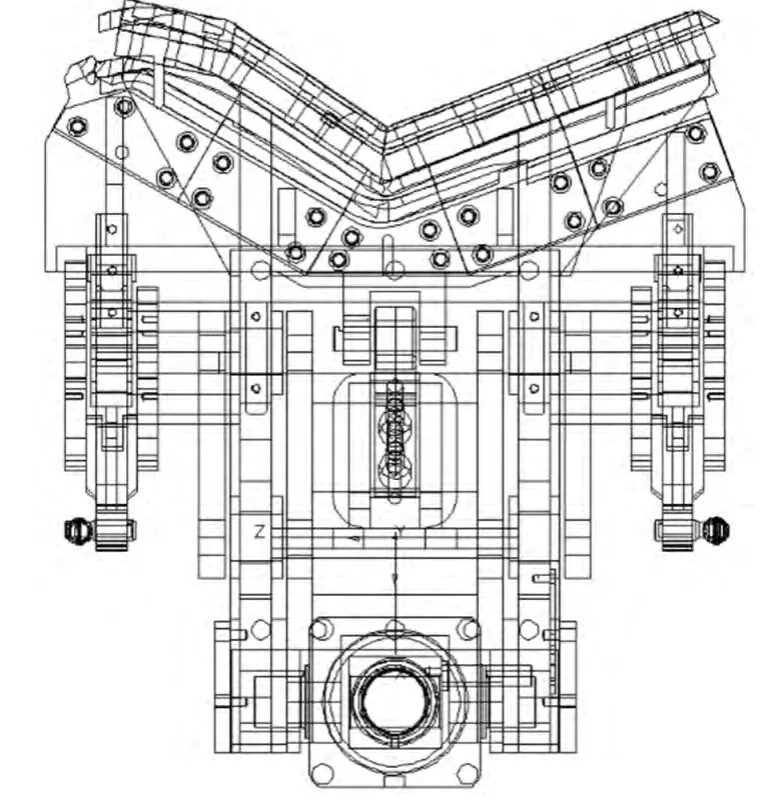
图9 俯视图
[1] 孙大涌.先进制造技术[M].北京:机械工业出版社,1999.
[2] 崔令江.汽车覆盖件冲压成形技术[M].北京:机械工业出版社,2003.
[3] 林琼,宫正军.汽车覆盖件包边机及油压机上压合模的研究[J].汽车工艺与材料,2010(12):55-60.
