钢制焊接管件制作放样下料新方法浅析
2015-12-24孙艳秋
钢制焊接管件制作放样下料新方法浅析
孙艳秋
(辽宁省水利厅,沈阳110003)
摘要:本文介绍了一种综合利用AutoCAD、Excel软件及数控切割技术对管件进行放样下料的新方法,可有效改进钢制管件传统的放样下料工艺之不足,提高管件下料及组对成品的精度,从而提高管件制造的质量和效率,具有较高的实用价值。
关键词:焊接管件;放样;下料;AutoCAD;数控切割
中图分类号:U173.2
On Lofting and Cutting New Method During Steel Welded Pipe Production
SUN Yan-qiu
(LiaoningProvincialDepartmentofWaterResoruces,Shenyang110003,China)
Abstract:In the paper, a new method for comprehensively utilizing AutoCAD, Excel software and CNC cutting technology of lofting and cutting materials is introduced. Defects in traditional lofting and cutting process of steel pipes can be effectively improved, and pipe cutting and paired finished product accuracy can be improved, thereby improving the quality and efficiency of pipe manufacturing with higher practical value.
Keywords:welding pipe; lofting; cutting; AutoCAD; CNC cutting
管件是将管子连接成管路的零件。根据连接方法可分为承插式管件、螺纹管件、法兰管件和焊接管件四类;按管件结构形式及用途分为弯管、变径锥管、三通管、四通管、岔管等;并且不同管件按等径、变径、正交、斜交、偏心等又细分为多种形式。在水电站及大型引水工程中常用的压力钢管及PCCP管的管配件多为钢结构焊接管件,具有板厚、直径大、形状复杂等特点,市场上采购的标准成品管配件满足不了工程设计的要求,因此,必须根据实际需要进行现场制作。管件制作主要有放样、切割下料、卷制、气割、组对、焊接成整体等几个工序,而其中的放样、切割工序尤为重要,直接决定了管件制造的几何尺寸及质量。
1传统焊接管件制作放样下料方法简述
1.1管件制作放样下料定义
a. 放样。根据施工设计图的要求,按正投影原理,将构件的实际形状和尺寸按1∶1画到施工板料或样板材料上的过程。
b. 下料。从钢板上割下所需要的板件形状。
1.2传统制作放样下料常用方法
a. 直接在钢板上放样下料法。对于数量单一而外形尺寸较小的管件,通过手工直接在钢板上用几何作图法按1∶1比例画出展开图,图1所示为异径斜三通管的展开图。

图1 异径斜三通管的展开图
对于外形尺寸较大的管件,则需先利用数学函数进行手工展开计算,求出部件外形边线各点的坐标,然后将各点坐标按1∶1比例进行放样,最后将各个坐标点连接起来形成展开图的边线(取点越密,图形越准确);如果是批量生产的管件,则可用薄铁皮按展开图做成1∶1的样板,然后按照样板在钢板上画样,最后用手工或半自动切割机气割下料后进行卷制,校正组对。
b. 先卷钢板再放样下料法。先进行展开计算,根据计算尺寸确定钢板进料宽度,将整个钢板卷圆校正后,再在圆柱或圆锥管体上放样画线,批量大的同样要做样板,最后以手工切割后进行组对,三通补强板等部件一般多采用该种方法。
上述两种方法区别在于:一个是在平板上放样,一个是在曲面上放样。
2传统焊接管件制作放样下料方法的不足
2.1工序复杂,易出差错
传统焊接管件加工制作的放样和下料需先求得展开图。对于主管及支管内径较小的管件,可以直接在钢板或管体上按1∶1的比例展开。但对于直径较大的管件由于取点多、周长大等特点,则只能按计算尺寸照一定比例展开后,再按1∶1的比例,采用钢尺、角规等工具在钢板上或者在卷制好的直管上画线下料,工序复杂,容易出现差错。
2.2难以满足当前工程需求
目前高水头、大直径的管件设计应用越来越多,传统放样下料方式已明显满足不了需求,主要表现在以下几个方面:
a. 工作强度大,生产效率低,特别是手工计算及画线,对人员的素质要求高。
ⓐ 对于利用数学函数的手工展开计算,要求有较好的数学几何基础,在合理取点、计算准确把握等方面又要求具备较丰富的经验;ⓑ 做样板及在钢板上直接放出众多的坐标点,再将各点连接成近似的圆滑曲线,对操作人员的操作能力要求高;对于小型及结构相对简单的管件,利用几何作图法直接在钢板上画出展开图,更要求钣金人员具有丰富的经验及理论知识。
b. 放样、下料精度低,产品质量难以保证。
ⓐ 铆工的技术水平差异及量具等因素造成累积误差大,导致放样精度低;ⓑ 气割人员的技术水平差异会影响下料尺寸的精度,因此在管件整体组对过程中,须经过一定的修割才能组对成功,而修割质量不易保证,往往会给后续的焊接工序造成困难,并且管件主、支管端部的平面度难以保证,一般较难生产出高质量的成品管件。
c. 对工装、工具要求高。采取钢板上放样切割后卷圆的方式,一般采用半自动切割机,其轨道的制作精度要求较高。达不到要求,下料后的直、曲线度会超差,后续组对难度大,会影响管件的组对质量。
d. 卷圆过程易造成扭曲。钢板上放样切割后卷圆时,由于钢板已形成双曲线或其他异性结构,卷制过程中,卷板机上下辊对钢板的压力会不均匀,卷圆时钢板会变形产生扭曲,焊接时需强力对正,会形成较大的残余应力。
e.采用先卷圆后画线气割的方式,安全风险大。由于采用该种方式的多为大直径钢管,在画线和气割过程中,操作工需登高作业或全位置作业,安全风险大。
鉴于以上不足,必须对传统焊接管件的下料制作方法进行改进,提高生产效率和质量,以适应于水利管道施工发展的需求。
3焊接管件制作放样下料新方法:Auto CAD软件结合Excel电子表格方法介绍
随着各种先进办公软件的应用以及加工制造业机械化程度的提高,管件下料技术得到了提高,其中Auto CAD软件结合Excel电子表格方法在工程中得到了广泛应用。
a. 利用Excel电子表格函数方程法计算出各点坐标。根据自行推导出轨迹曲线方程或查阅如钣金展开速查手册等资料,将各种函数方程输入Excel电子表格中,利用电子表格函数方程法计算出各点坐标,利用选择性粘贴功能粘贴为数值坐标,下表为利用Excel电子表格法计算出的异径斜三通的数值坐标表。
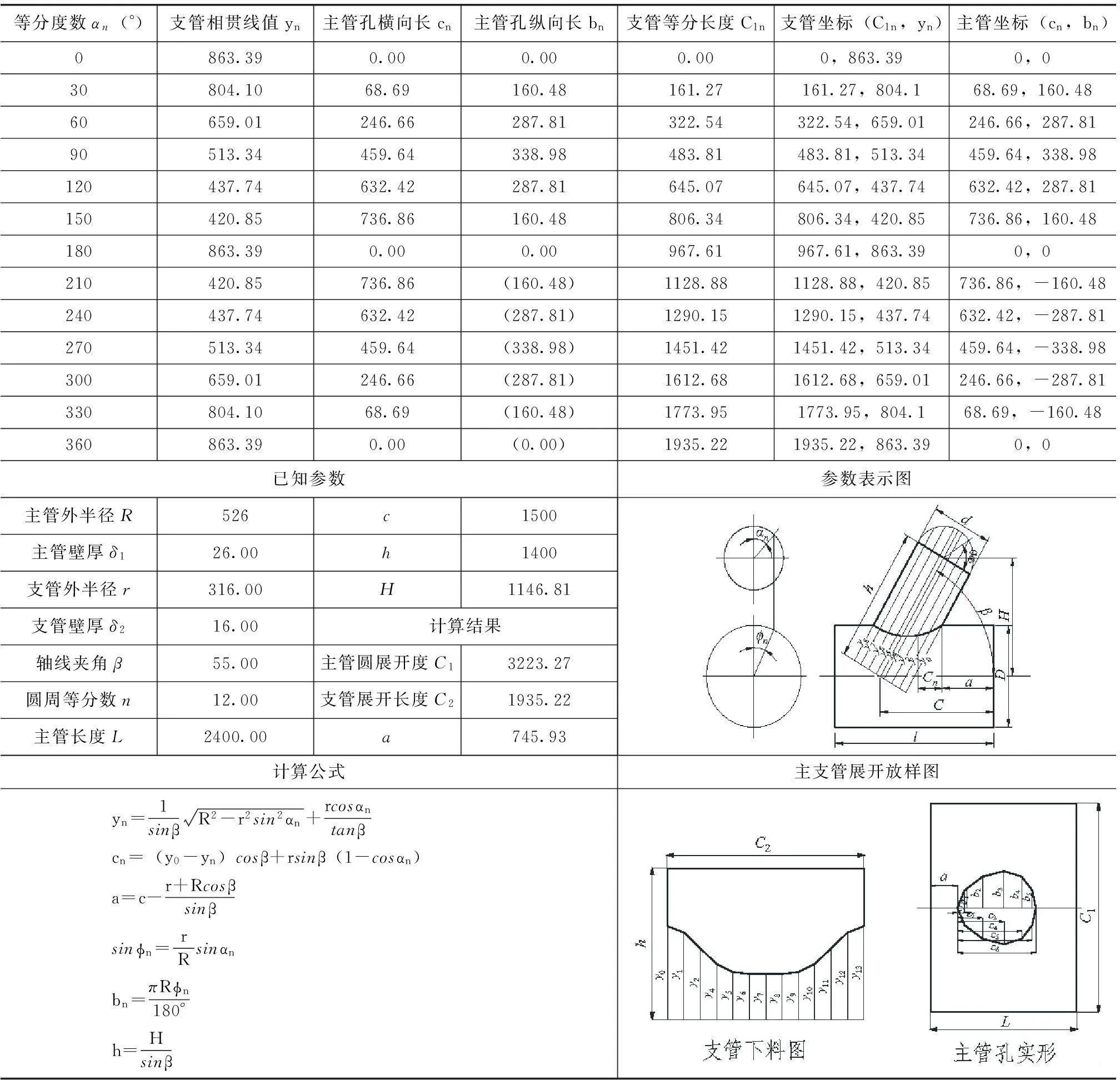
斜交三通管展开计算表
注式中:R为主管半径;r为支管半径;β为轴线交角;yn为相贯线各点至轴线交点距离(沿支管轴线方向);αn为圆周等分角;cn为孔长;bn为孔宽
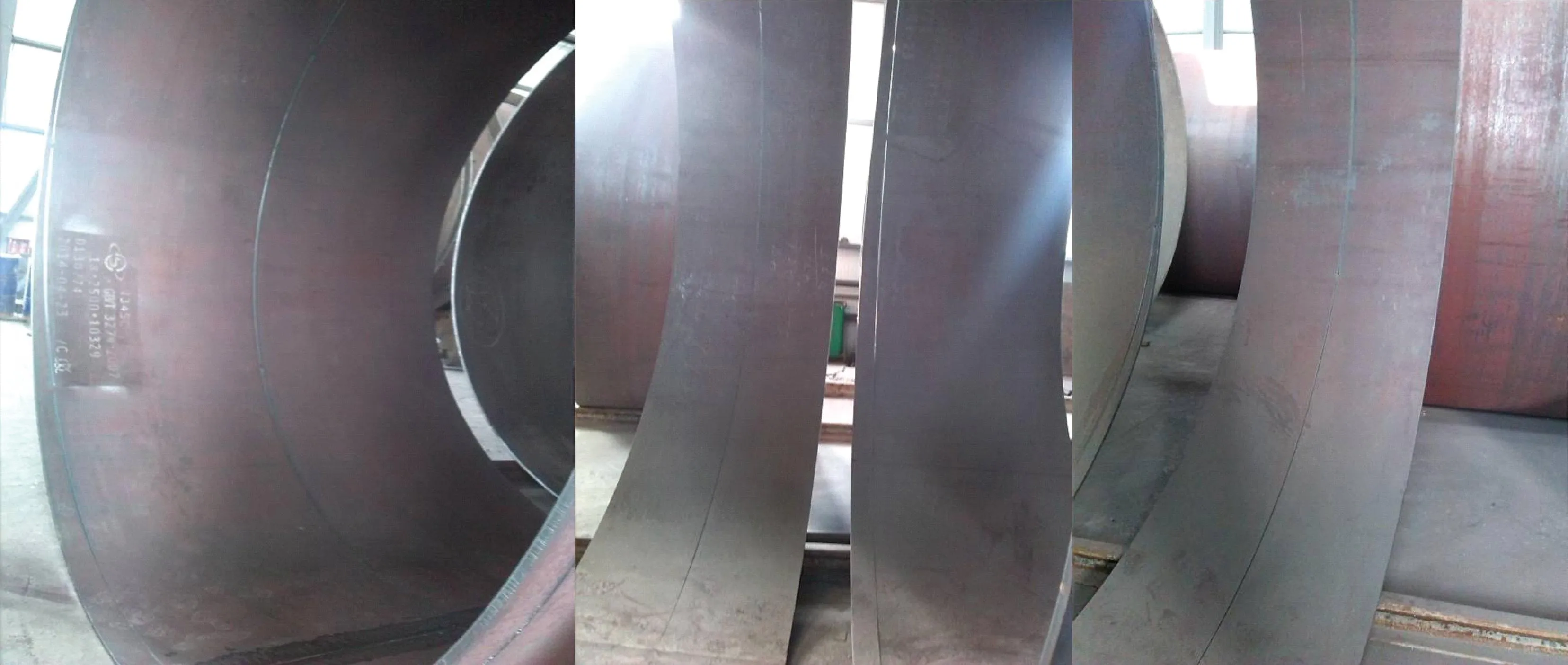
图4 待气割断续点的弯管零件
b. 用Auto CAD软件绘制展开图。利用Auto CAD软件中多段线功能,将坐标值(xn, yn)直接粘贴在命令栏中,直接在Auto CAD绘图中显示放样展开曲线图,结合已知的相关参数完整绘出管件展开图。
Excel和AutoCAD两者结合的优势如下:
a. Excel电子表格设置函数方程之后,输入不同管件的参数,包括外径、厚度、弯曲角度、分节数、三通主支管径等,可快速便捷地计算出各个管件的放样展开图坐标值。
b. AutoCAD的绘图范围是无限延展的,因此其适用范围广,不受管径大小的限制。
c. 两者结合,下料放样展开图法绘图快而准确,解决了繁重的手工劳动和误差大的问题,理想状态可实现零误差,可有效提高效率和质量。
4实际应用案例
以弯管及三通补强板为例加以阐述。
Excel、 AutoCAD软件、FastCAM软件相互结合的套料下料操作过程为: Excel数据计算→AutoCAD绘制展开图输出DXF/DWG文件→FastCAM(绘图模块)进行DXF/DWG文件清除和压缩绘图→FastPATH(自动编程)设置切割路径和切割工艺→FastNEST(套料模块)手动套料,共边切割→FastPLOT(校检模块)模拟校检和代码转换→输出NC文件→U盘拷至贝数控机床切割(切割过程操作员视情况在数控切割机操作按键盘手动控制行走轨迹插入连续断点)→瓦片卷制→沿曲线轨迹手工切割开断开瓦片的连续断点→管件组焊。
图2~图4为弯管下料情况,整体组对前,将断续点气割,舍去多余零料。
5结语
实践证明:有机结合Excel电子表格和AutoCAD绘图软件两者的优点,为现场制作管件画线下料进行计算展开绘图新方法,技术上可行,科学地保证了下料精度,避免了卷圆过程中带来的扭曲变形和残余应力,对保证产品质量十分有益,同时又提高了劳动效率,对确保大型水利工程管道施工质量及效率具有十分明显的作用。该方法已成功应用于辽宁省某供水工程、千丈岩水电站、杜伯华水电站等多项工程中。

图2 弯管下料预留断续点

图3 制作中的三通补强板
“一度电的旅程”首站走进向家坝水电站
2015年1月13日,由国家互联网信息办公室、国务院国资委联合举办的“网络名人走进新国企”系列活动之“一度电的旅程”首站走进向家坝水电站。
在活动的启动仪式上,国务院国资委新闻中心副主任苏桂锋表示,通过组织网络名人走进新国企活动,让网友能够了解国企,了解国企人,讲好国企故事,是一次活力国企、创新国企、责任国企的发现之旅。同时通过新媒体的采访形式,让报道更接地气。
参观过程中,记者了解到,向家坝水电站地处金沙江下游河段开发的最末阶梯,以发电为主,同时改善航运条件,兼顾防洪、灌溉,并具有拦沙和对溪洛渡水电站进行反调节等功能,坝址位于四川省宜宾县和云南省水富县交界处。
据悉,向家坝大坝混凝土浇筑量约为1000万立方米,在国内仅次于三峡工程。其缆机跨度1366米,是目前亚洲最大的30吨缆机,总长为31千米的皮带运输缆机亦为目前国内仅有。
向家坝水电站共安装8台世界最大单机容量80万千瓦的水轮发电机组,于左、右岸各安装4台。其机组不仅单机容量大,尺寸也非常惊人,其中左岸电站机组的转子外径尾19.3米,总重量达1970吨,定子铁心外径长达20.4米,总重量达822吨,整个水轮发电机组总重量达到7000吨,上下高度近50米。虽然水轮发电机组体积大,但人站在电机盖板上只感觉到微微振动,稳定性好。
向家坝电站最特别的是其右岸电站,由于主变压器室与开关站之间高度差比较大,因此设计采用500千伏交联聚乙烯绝缘电力电缆作为主变压器高压侧和开关站的连接,电缆额定持续电流达1100A,单相电缆最大长度尾475米。此类型电缆制造应用之前,国内大型电站500千伏电压等级高压电缆多数采用进口电缆或终端。而向家坝电站则是迄今为止国内首次大规模使用500千伏国产交联聚乙烯高压电缆和终端的巨型水电站。
从2012年11月首批机组投产发电,截至2014年12月31日,向家坝电站已连续安全运行1038天,累计发电487.65亿千瓦时,相当于为社会节约原煤2420万吨,减少二氧化碳排放4840万吨,为我国调整能源结构、转变经济发展提供了有力支持。
来源:中国经济网 中国水力发电工程学会网2015年1月14日
http://www.hydropower.org.cn/showNewsDetail.asp?nsId=15392
《水资源开发与管理》(季刊)即将出版发行
《水资源开发与管理》是由水利部主管、中国水利工程协会主办公开发行的科技期刊(季刊),国内统一刊号CN10—1326/TV。 本刊办刊宗旨为:关注水污染、水质评价和水环境治理领域,传播水资源开发利用、管理、保护和水生态治理的新成果、新技术、新经验,服务水利建设与管理政策研究和信息交流。为提高本刊的科技水平和影响力,现面向水行政管理部门、企事业单位领导和从事水利勘测设计、施工、监理、科研、检测、管理等方面的专业技术人员及中国水利工程协会会员征集优质稿件。
出版单位: 《水利建设与管理》杂志社有限公司
联系地址: 北京市石景山区八角东街65号融科创意中心A座1304室
邮政编码: 100043
联系人: 吴香菊王宁昕
电话: 010—88934865转8877或8872
传真: 010—88737101
Email: waterszy@163.com
