产高酸黑曲霉菌株筛选及生产应用
2015-12-24高志林安徽丰原马鞍山生物化学有限公司安徽马鞍山243051
高志林 (安徽丰原马鞍山生物化学有限公司,安徽马鞍山243051)
柠檬酸具有令人愉悦的酸味,入口爽快,无后酸味,安全无毒,广泛用作食品和饮料的酸味剂。柠檬酸工业化发酵生产主要有表面(浅盘)发酵法、深层液体发酵法和固体发酵法[1]。随着我国选育的耐高糖、耐高柠檬酸并具有抗金属离子的黑曲霉高产柠檬酸菌株被成功应用于深层液体发酵,目前国内柠檬酸发酵主要方式是深层柠檬酸发酵。经过多年发展,国内柠檬酸发酵及提取技术趋于成熟,但受环保政策及销售市场因素的影响,柠檬酸制造企业遇到新的挑战。
2013年我国柠檬酸(盐)产能达170万t,创历史新高,占世界产能的80%,但全球柠檬酸需求量仅有150万~160万t,全球产能过剩70万t,国内柠檬酸产业经济效益呈下滑趋势[2],而玉米、煤炭、硫酸等主要辅料价格上升。因此,要赶超国内柠檬酸生产标杆水平,开拓新的国际市场,就必须进行技术创新,提高发酵水平和下游提取效率。
柠檬酸菌种的优劣对于柠檬酸产率和生产成本具有重要作用,实现高产柠檬酸发酵,降低成本,柠檬酸菌种的驯化和选育是关键[3]。自我国生产柠檬酸以来,天津工艺微生物研究所、上海工业微生物研究所不断推出适合不同原料的高产菌株,使浓料高发酵指数的深沉发酵工艺不断完善[4]。张洪勋[5]等统计表明,自2008年来,我国柠檬酸生产水平大幅提升,粮耗、成品收率及能源消耗等技术指标已优于美国、西欧等同类企业的技术水平,达到世界先进行列。冯和志等调研表明,2012年柠檬酸行业发酵单罐产酸平均约为14.69%,发酵指数约为1.67,具有较大上升空间。随着时间的推移,柠檬酸行业内部分企业通过对发酵生产过程的优化,目前宜兴协联公司发酵水平最优,其平均单罐产酸达15.89%,发酵粮耗约为1.562 t/t(该数据由国家发酵行业协会提供)。笔者为降低生产成本,采用选择性条件进一步对黑曲霉菌株CO827进行驯化、筛选,将得到的高效率黑曲霉菌株用于实际生产。
1 材料与方法
1.1 材料与仪器 材料:CO827菌株(安徽丰原马鞍山生物化学有限公司),柠檬酸成品(安徽丰原马鞍山生物化学有限公司),耐高温a-淀粉酶(诺维信公司),琼脂、麸皮、糖液(安徽丰原马鞍山生物化学有限公司一车间),麦芽、土豆、尿素、发酵底料(安徽丰原马鞍山生物化学有限公司一车间),斐林试剂。
仪器:智能霉菌培养箱(上海三发科学仪器有限公司),卧式压力蒸汽灭菌器(山东新华医疗器械股份有限公司),摇瓶培养箱,无菌操作室等。
1.2 试验方法
1.2.1 培养基配制。
1.2.1.1 梯度酸性培养基。4.5 Be麦芽汁200 ml,琼脂 4 ~6 g;称取柠檬酸 20、30 g,分别于 0.15 MPa灭菌 30 min。冷却至45~55℃,混匀后做成酸度分别为10%、15%的酸性平板[6]。
1.2.1.2 摇瓶培养基。取玉米粉250 g,加水定容至1 000 ml后,添加2 ml α-淀粉酶,加热至90℃后保温液化30 min,取其中90%混合物过滤所得清液与剩余的10%混合液混合(模拟生产发酵实际情况),以50 ml/瓶进行分装灭菌。
1.2.1.3 麸曲培养基。麦麸皮过筛去除细粉,用水洗至水清为止,用手拧至有水出而不滴水为止,以60 g/瓶进行分装,于0.10 MPa灭菌30 min。
1.2.2 糖度测定。吸取10 ml试样于250 ml锥形瓶中,加入50 ml蒸馏水,7.5 ml浓H2SO4,装上空气或水冷凝回流管,加热至沸,保持5 min,急速冷却。冷却后用30% ~40%NaOH溶液中和至pH 7.0~8.0,定容至500 ml,摇匀。取费林甲乙液各5 ml于50 ml锥形瓶中,加样溶液2 ml于锥形瓶中,加适量0.1%葡萄糖标准溶液,控制瓶中液体在2 min内沸腾,并保持微沸,然后以2~3 s/滴的速度滴至蓝色消失,记录葡萄糖标准液的体积。总糖计算公式[7]:总糖(%)=(V1-V0)×2.5,式中,V0为空白体积,V1为检测样体积。
1.2.3 柠檬酸酸度测定。取酸解液1 ml于150 ml锥形中,加适量蒸馏水,加浓度0.5%酚酞指示剂1~2滴,用0.142 9 mol/L NaOH溶液滴定至粉红色,所用氢氧化钠的体积(ml)即为样品酸度[8]。
1.2.4 产高酸黑曲霉筛选。将黑曲霉CO827菌株,接种于酸度10%的酸性平板中,在34~35℃的培养间中培养3 d,挑选生长优良的单菌落接种于斜面试管中进行传代培养,然后对选出的7个菌株进行摇瓶培养(培养温度为34℃,摇床转速为250 r/min),经培养72 h后测定酸度,选取转化率高的菌株作为复筛菌株。然后用同样方法将所得复筛菌株再进行酸度15%酸性平板和摇瓶培养,最终得到CO827-0515-7菌株为最佳产酸菌株。
1.2.5 黑曲霉CO827-0515-7菌株与原黑曲霉C0827菌株成本对比。将CO827-0515-7菌株进行传代培养,并接入麸曲中用于安徽丰原马鞍山生物化学有限公司生产,通过统计发酵运行数据,将其与原黑曲霉CO827菌株进行生产成本对比。
2 结果与分析
2.1 初筛结果 用酸度10%平板筛选所得7个菌株,进行摇瓶培养测定48、72 h产酸情况,结果见表1。

表1 摇瓶初筛试验结果
由表1可知,所得7个初筛菌株在48 h的镜检形态基本相同,但7号菌株48、72 h产酸优于其他组别及对照组,因此选用7号菌株进行下一步的复筛试验。
2.2 复筛结果 用酸度15%平板对7号菌株进行培养,选取平板中单菌落再进行摇瓶培养,测定48、72 h产酸情况,结果见表2。
由表2可知,试验组产酸效果均优于对照组,其中序号为0515-2和0515-7号菌株产酸效果最好。对比2菌株的48 h镜检结果可知,0512-2菌株的菌丝偏长,考虑其在大生产过程中,可能被具有剪切力的搅拌破碎较为严重,影响发酵罐溶氧效果,故选择48h镜检菌丝较短的0515-7号菌株作为下一步筛选的菌株。
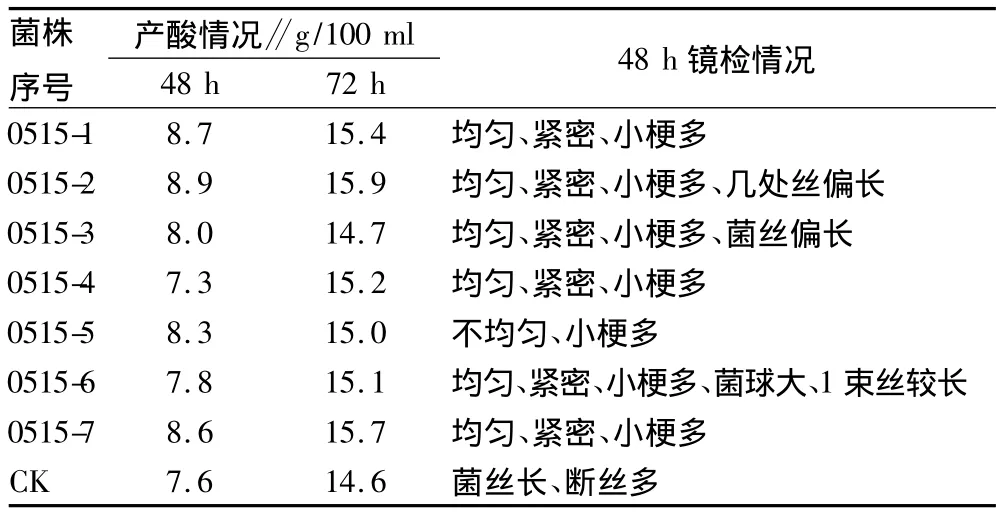
表2 摇瓶复筛试验结果
2.3 复筛菌株产酸效果验证 对选定的0515-7号菌株通过增设平行组,进行摇瓶培养,测定48、72 h产酸情况,结果见表3。

表3 产酸效果验证
由表3可知,0515-7号菌株产酸效果稳定,且转化率较高于对照组。
2.4 生产成本分析 将CO827-0515-7菌株进行传代培养,并通过接种麸曲运用于该公司生产中,结果表明,使用CO827-0515-7号菌株后,发酵粮耗为1.561 t/t,与国内发酵水平最优的宜兴协联公司基本持平(1.562 t/t),发酵生产成本降低了82.95元/t。因目前马鞍山公司自发酵压滤后,产品收率约为92.3%,故折合柠檬酸成品总成本下降了76.60元/t,若以马鞍山公司5.22万t/年产量计算,则可减少总成本约合400万元(表4)。

表4 生产成本分析
3 结论
该研究通过梯度酸式平板筛选出具有高产酸、高糖酸转化率等特点的CO827-0515-7号菌株,并成功运用于生产过程中,在未改变柠檬酸产品内在质量和固有风味的基础上,降低发酵生产成本约82.95元/t(清液),折合柠檬酸成品总成本下降了76.60元/t,仅马鞍山公司每年度可降低成本400万元。产高酸黑曲霉菌株CO827-0515-7筛选及生产应用,代表了生物发酵技术的一种创新,使安徽丰原马鞍山公司的发酵技术水平在国内处于领先地位。
[1]高年发,杨枫.我国柠檬酸发酵工业的创新与发展[J].中国酿造,2010(7):1-6.
[2]郭涛.国际五矿化工贸易[J].中国五矿化工进出口商会,2014,3(5):71-77.
[3]孙荣,王燕,杨平平.柠檬酸发酵现状及展望[J].中国调味品,2011,36(1):90 -92.
[4]冯志合,卢涛.中国柠檬酸行业概况[J].中国食品添加剂,2011(3):158-163.
[5]BJORN KRISTIAN.柠檬酸生物工艺学[M].张洪勋,译.北京:中国科学技术出版社,2001:18 -26.
[6]吴金鹏.食品微生物学[M].北京:中国农业出版社,1994:235-240.
[7]戚小灵,滕学东,左静,等.柠檬酸发酵液中还原糖测定方法的探讨[J].农业机械,2011(23):141 -144.
[8]王博彦,金其荣.发酵有机酸生产与应用手册[M].北京:中国轻工业出版社,2000:297-299.
