冲裁件油封骨架的模具设计
2015-12-19陈建华
陈建华


摘 要:通过对典型冲裁零件油封骨架的工艺分析。设计用复合模来加工此零件,并阐述复合模的工作过程、工作原理。
关键词:工件;冲孔;废料;模具;油封
油封是汽车、摩托车中各种轴类件上用于密封各种油品及防尘的一种橡胶制品,安装于各种轴及座上,但由于橡胶本身的刚性不足,所以常常需要在油封中嵌入金属骨架以增加其刚性,满足安装及使用的要求。
如图1所示的是最典型的油封金属骨架的外形圈。零件的材料一般为工业用冷轧钢带,厚度通常在O.8-1.2mm 左右,骨架主要要求外壁直径及孔径的尺寸精确,对工件高度上的尺寸精度要求并不高。模具设计时主要应考虑尽可能采用通用性比较强的加工工艺和模具结构,以适应多种骨架尺寸规格的要求,便于加工和管理模具。以前的生产工艺是后轮油封骨架经落料拉伸、冲底2副模具成形,油封骨架用后轮油封骨架的冲孔废料进行生产,经拉伸、冲孔、整形3副模具成形。在批量生产中,两个工件成形共需要5道工序、5副模具、5台机床,很不经济。为此设计了内外两个工件一次冲压成形的复合模,把5副模具缩为1副模具,用一台机床1人操作。
1 零件的工艺分析
1.1 坯料尺寸
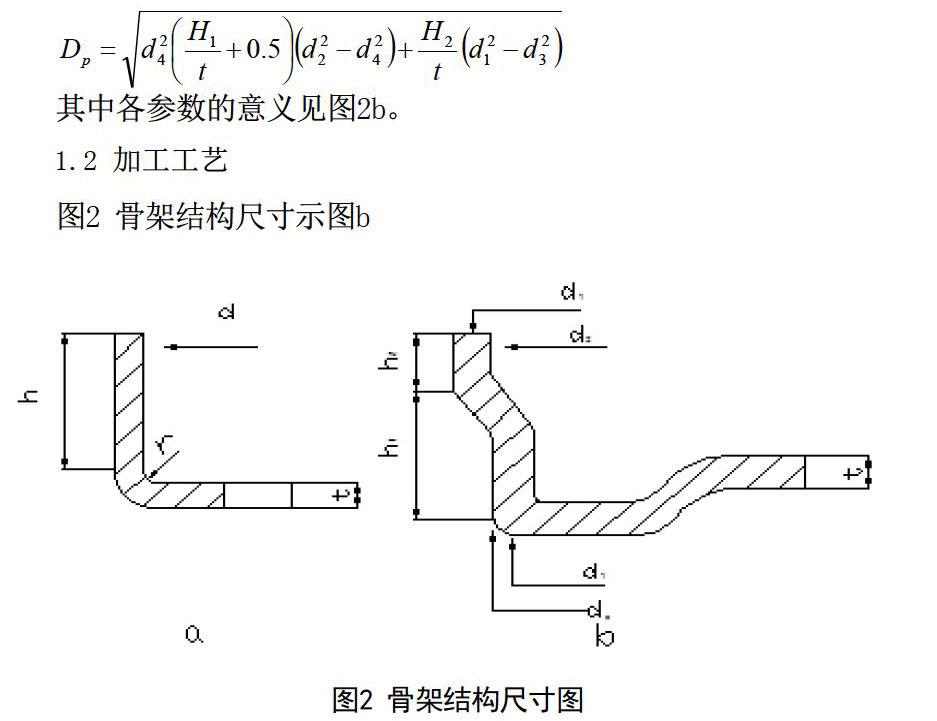
根據坯料计算的等面积法,同时考虑到油封骨架转角处r较小,而且一般都取同一数值,对于图1中的A型和B型骨架,可将坯料尺寸的计算公式简化为:
其中: 一坯料直径,其它参数意义见图2a。
对于图1中的另一种C型的油封骨架,同样根据坯料计算的等面积法,坯料的计算公式简化为:
其中各参数的意义见图2b。
1.2 加工工艺
由图l可以看出,工件成形需经过落料、拉伸、冲孔等三个工序。如果由多套模具或级进模来完成成形,则模具的数量多,模具加工量较大,并且对模具的送料精度要求很高,如果采用复合模则可以避免上述问题。基于以上的考虑,决定采用复合模成形的方案。具体步骤是:将模具置于100吨冲床上,前面采用气动夹持送料装置来实现自动送料,然后导入复合模中,在一个工位上一次完成落料、拉伸、冲孔这三道工序,在送进下一步成形所需的钢带时将成形的工件带出,实现自动化生产。
加工过程中通过复合模来成形有以下几个优点:
(1)模具结构比较紧凑,节约材料。
(2)通过模具的装配精度可以保证零件的尺寸精度。
(3)不必过多地考虑级进模中自动送料的精度问题。
2 模具结构
模具结构如图2所示,由落料、成形模组、脱件机构、废料推出机构及内外工件分导机构组成。
3 模具结构特点
(1)用尖刃拉伸模代替传统的圆角拉伸凸模,实现了拉伸和冲孔兼顾的目的。传统的圆角拉伸凸模,主要是防止拉伸过程中的断裂。后轮油封骨架因最后要顺着内壁冲去底面,经过计算,拉伸过程中最大拉力小于孔冲裁力 故可以反其道利用,将拉伸凸模改成尖刃,虽然在折角处材料会被拉薄,但不会使工件拉裂,最后靠凸模尖刃把底部冲断。这样,既可以使冲出的废料平整,又有利于内工件的拉伸成形,也减小了底孔冲裁力。
1.上模座 2.废料推杆 3.上内凹凸模 4.脱件环 5.上凸模 6.锁模吊环 7.内顶件环8.凹凸模 9.外顶件环 10.下模芯 11.内顶件 12. 外顶件13.外剪套 14.下模座 15.顶板 16.橡胶弹性体 17.废料导板 18.倒吊拉环 19.内工件 20.外工件
(2)在外工件完成后,机床滑块继续下行由弹性体增大了的弹力通过外顶件环对工件进行整形,同时给内工件的拉伸冲压留出必要的空间,从而实现一模一次完成内、外两个工件。
(3)采用反冲孔、上出料方式。内工件在拉伸完毕后进行反冲孔,冲孔凹模固定在下模,并开设通气孔,保证废料不致因凸模真空上部压力大而落下,破坏工作程序的顺利进行。内工件冲孔废料留在上凹凸模凹腔中逐个上挤,最后由废料推杆推出。废料推杆通过弹簧片与冲压滑块联动,限定其运动程序,实现按冲压周期自动推出废料。
(4) 在同一个脱件环打落内、外两个工件,内工件打外侧、外工件打内侧。由于上部空间已安置了废料推出机构,故脱件环通过平衡的2根倒吊拉杆,在滑块上升的某个设定位置把脱件环拉下,打出工件。
(5)采用有漏孔的分导槽,把内、外两个工件分离和导出,落入各自的容器中。另外,在槽底增设两条滑轨,已减少主力,保证工件顺利滑落。
(6)部分零件﹙入下模型、外剪套﹚采用上下双面刃口,一端作刃口使用时,另一端作定位面,可以互换,充分发挥模具零件的潜力。
4 模具工作过程
复合模安装调试后,放入调料。随着上模组的下落,先由件5的外刃A与件13外工件落料,接着已凸凹模8外壁作拉伸凸模,件5内腔壁作拉伸凹模,在件9压边力作用下进行有外翻遍拉伸。当达到规定高度后,由件8刃口和件5内刃B进行冲孔,完成外工件的成形。凸模继续下行,外工件在增大了的弹力作用下进行整形,而外工件的冲孔废料在经过微小行程后,由件8的内腔和件3的外壁作内工件拉伸,当内工件下底面接触到下模芯时,当件10刃口和件3内刃C进行冲孔,同时对内工件进行压平整形。至此,完成了内、外工件的全部冲压成形任务。
随着滑块的回程,上模组上行,下模组中的内、外顶件环治安塑料弹性体16的作用下,顶起各自的工件上升脱模,最后托放在下模组初始平面上。如果工件贴附在上模组中,则由倒吊拉杆18通过脱件环4把工件打下。随着第二次冲压周期的送料运动,把两工件同时送入分导槽中,内工件从漏孔中漏出,从而分别落入各自的容器中。当冲床滑块回程时,推杆逐渐向前,把超出规定平面的冲孔废料推出。
5 结束语
该模具的结构设计紧凑、简便,减少了模具的数量及材料的消耗,降低了对送料精度的要求,经过精心装配后基本满足了设计的要求,一次试冲即成功,零件尺寸符合设计要求。充分显示了其优越性,提高了生产效率,而且质量也明显提高,从而大大地节约了人力、物力和财力,取得了很好的经济效益。实践证明该模具是先进、合理、可行的。生产出产品的质量稳定,具有积极的推广意义。
参考文献
1《冲模设计手册》,北京:机械工业出版社.2011
2 李硕本.《冲压工艺学》,北京:机械工业出版社,2013
