卷绕凸轮廓线的拟合与光顺研究
2015-12-19白连科吴云珍
白连科,吴云珍,陈 祥
(经纬纺织机械股份有限公司 榆次分公司,山西 晋中 030601)
0 引言
卷绕凸轮是纺织机械卷绕机构中的关键零件,其沟槽廓线设计直接影响卷绕成型、振动冲击、噪声以及磨损。通常沟槽廓线设计成螺旋线形状,圆柱螺旋线在平面上展开为直线,换向区间以曲线过渡,如图1所示。转向区间的大小对导纱器的寿命有直接影响,对纱的卷绕成型有间接影响[1]。具体而言,沟槽曲线的转向区间越小,导纱器转向时速度变化就越大,受到的冲击也增加,从而影响导纱器的寿命。当转向区间过小时,会阻碍导纱器折返,对导纱器造成损坏。当沟槽曲线的转向空间增大,导纱器转向时受到的冲击将减小,这样可以提高导纱器的寿命;但导纱器的转向速度慢,使纱线在纱筒边缘的停留时间长,造成纱筒两端边缘处的卷绕密度增大,会形成边缘凸肩,影响成型。

图1 卷绕凸轮沟槽廊线展开图
卷绕凸轮沟槽过渡曲线常采用三角函数系列(摆线、修正正弦等)、多项式系列(如抛物线、修正梯形等)组合等。凸轮沟槽廓线的设计不仅要考虑运动学和动力学相关参数,还应考虑其卷绕工艺性(如导纱、卷绕及防凸、防叠等)以及加工工艺等因素。如果曲线曲率变化不连续,或曲线数据客观存在测量误差、精度误差导致曲线不光顺,加工时会出现啃刀现象,因此需要对这些不光顺区域进行数据处理。
1 曲线拟合与光顺
在CAD/CAM中,常常需要由给定的离散点作为控制顶点或插值点来构造曲线或曲面。因此,曲线或曲面的质量不仅取决于逼近或插值方法本身,还与原离散点列的光顺度密切相关。曲线或曲面光顺处理方法有多种,如最小二乘法、基样条法、能量法、圆率法、小波法、回弹法等,但各种光顺处理方法都存在不足之处。能量法、最小二乘法、小波法都是整体光顺,适合不光顺点相对较多的情况,但在实际光顺处理中,曲线上需要修改的型值点往往是少数的、局部的,一般采用选点修改法。因此,需要根据实际情况选择最佳的光顺方法,以满足曲线光顺准则[2]:① 二阶几何连续(指位置、切线方向与曲率矢连续,记为G2连续);② 无奇点和多余拐点;③ 曲率变化比较均匀;④ 应变能较小。
样条曲线的引入将曲线光顺转化为研究如何扰动控制顶点,利用形状控制参数对曲线进行形状控制。国内外许多学者研究基于B样条曲线的光顺算法,可分为全局算法和局部算法两大类。全局算法中较有代表性的是Pigounakis[3]约束算法,即给定某个约束条件,限定控制顶点的扰动量,结合此约束条件给出能量函数,通过能量函数最小化解得新控制顶点。此算法能一次对整条曲线进行光顺,缺点是需要求解优化方程。局部算法中较有代表性的早 期 学 者 有 Kjeliander[4],Farin[5],Sapides[6]和Eck[7]等,该算法针对曲线设计的具体要求进行局部调节,缺点是每次只能调整一个控制顶点,适用于对简单曲线进行光顺,对数据量较大的复杂曲线往往需要多次重复调整,不但运算量大,且难以保证曲线整体效果。
2 Pro/Import DataDoctor光顺方法与运动学特性分析
Pro/Import DataDoctor是ProE的数据接口模块之一,可通过自动或手动工具修复、修改或特征化导入外部几何,支持在导入特征中移动(顶点)、替换(曲面边界和单侧边)和处理(将解析曲面转换为自由形式曲面,或将规则曲面转换为解析曲面)现有几何。其具体功能为:① 分析导入几何识别缺陷,并估算曲线曲面的曲率及偏差;② 在几何和拓扑结构树中,更改导入几何的拓扑结构;③ 向线框添加或移除相切约束,定义间隙和薄片,以及冻结曲面;④ 可选择是否使用曲面参数化来修复存在问题的几何,并填充边界环;⑤ 修改(如合并或分解)导入的曲面、边和曲线,并保持导入面组的连续性;⑥ 创建草绘和UV曲线、边界混合曲面和基准图元(如基准点、基准面、基准轴和坐标系)。
2.1 数据导入
凸轮沟槽廓线数据来源于EXCEL列表数据文件,将其转换为ProE支持的专用外部数据文件(pts或ibl格式),然后编辑修改其文件头部(ibl文件头如图2粗体字部分)后方可导入。ProE通过导入外部文件创建基准曲线的方法有两种,即“通过点(Thru Points)”法(需预先通过“偏移坐标系”方法,导入pts或ibl文件创建基准点序列)和“自文件(From File)”法。

图2 ibl文件头部
2.2 数据光顺
沟槽廓线数据导入后,ProE基于NURBS样条技术进行曲线拟合,用户可通过鼠标直接捕捉拖动修改曲线型值点,利用样条反算拟合(即“橡皮筋”技术),同步生成新的拟合曲线。在数据图形化技术支持下(见图3),定性分析可根据曲线曲率变化图线的起伏,直观研判拟合曲线在某处光顺性的优劣和是否存在“坏点”,以便决定是否需要继续修改曲线以及具体修改哪个型值点;定量分析可根据曲线上节点处曲率值的变化作出判断,找出需要修改的“坏点”。
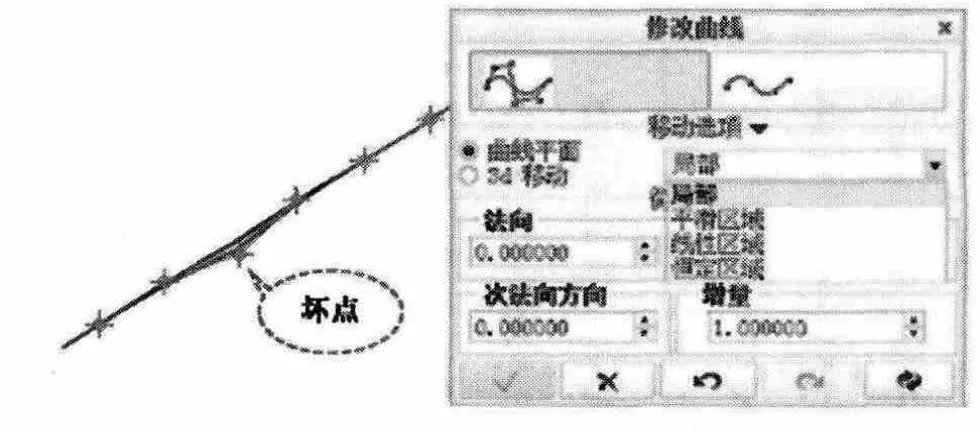
图3 曲线“坏点”识别与交互修改界面
以180°~212.6°为例,对导入曲线的转向区间进行曲率分析(见图4a)),可看出该区段的“坏点”较少。因此在保持曲线原形状的基础上采用局部光顺法,具体分3步:首先找出坏点,并修改坏点位置;其次粗光顺,使曲线上各段的曲率符号一致,保证曲线单凹或单凸;最后精光顺,使曲线上各段曲率变化均匀,满足曲线光顺尽量避免反曲点、曲率半径变化连续,控制顶点尽可能少的要求。
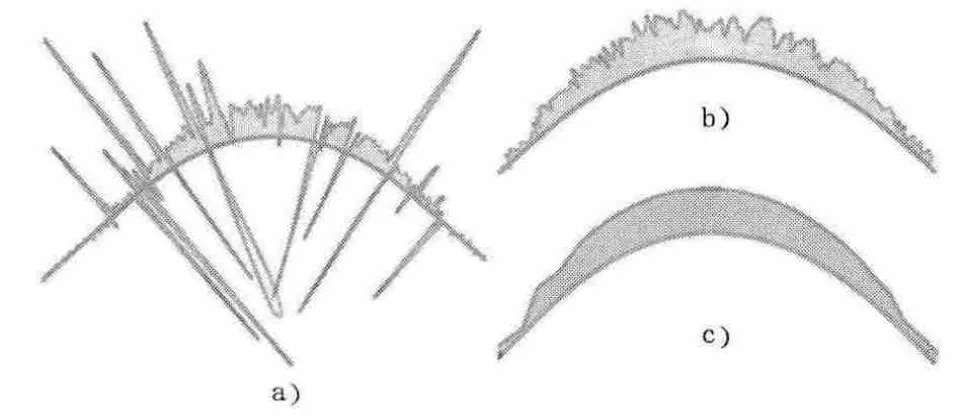
图4 曲线光顺前、后曲率分析对比
利用ProE的特征“重定义”功能,进入Import DataDoctor图形界面,对导入曲线进行交互光顺拟合,凸轮转向区间曲线粗光顺后的曲率见图4b),理想拟合曲线曲率见图4c),图中曲率显示比例因子均为1。曲线修正后光顺性明显改善,控制顶点最大修正量为0.037 8mm。
2.3 运动学特性分析
利用ProE“灵敏度分析”功能,对曲线光顺前、后转向区间(180°~212.6°)从动件(导纱器)的运动学特性进行分析,对比结果如图5所示(无量纲速度与加速度)。
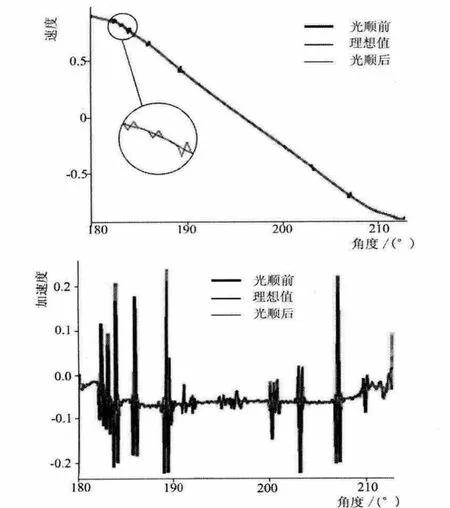
图5 曲线光顺前、后从动件运动学特性对比
2.4 实体建模
根据ProE变截面扫描方法创建沟槽特征,再复制平移生成另一道沟槽,完成卷绕凸轮实体模型,如图6所示。
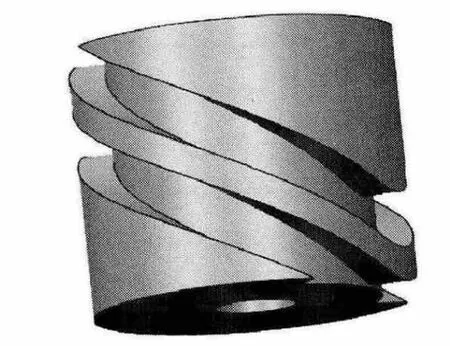
图6 凸轮实体模型
3 结语
基于Pro/Import DataDoctor模块的样条光顺原理,在基本保持凸轮曲线原形状的基础上采用样条局部光顺法,实现了卷绕凸轮沟槽廓线光顺,并结合CAD集成技术,进行了卷绕凸轮实体建模与运动学特性分析。该方法简单、界面友好,可动态观察光顺效果,操作简捷,可用鼠标动态拖动型值点交互修改,特别是能实现与CAD系统无缝集成,提高了空间凸轮的设计效率。
[1]郭英.合成纤维机械原理与设计[M].北京:纺织工业出版社,1990:261-268.
[2]满家巨,胡事民,雍俊海,等.B-样条曲线的节点去除与光顺[J].软件学报,2001,12(1):143-147.
[3]Pigounakis K G.Faring Methods of Planar and Space Curves under Design Constraints-Application in Computer-Aided Ship Design[D].Athens:National Technical University of Athens,1997.
[4]Kjeliander,J A P.Smoothing of Cubic Parametric Spline[J].Computer Aided Design,1983,15(3):175-179.
[5]Farin G,Rein G,Sapidis N,et al.Fairing cubic B-spline carves[J].Computer Aided Geometric Design,1987(4):91-104.
[6]Sapides N,Farin G.Automatic fairing algorithm for B-spline curves[J].Computer Aided Design,1990,22(2):121-129.
[7]Eck M,Hadenfeld J.Local energy fairing of B-spline curves.Geometric Modelling[M].U.K.:Springer-Verlag,1995.
