不同纺纱型式与胶辊胶圈的关系
2015-12-18周献珠焦晶晶
熊 伟,周献珠,焦晶晶
(1.新疆沃普农业发展有限公司,乌鲁木齐 830011;2.新疆轻工职业技术学院,乌鲁木齐 830021;3.咸阳经纬织造机械有限公司,陕西 咸阳 712000)
0 概述
随着纺纱质量要求的提高,纺纱设备、器材及零部件的制造精度也越来越高。近20年,电子技术、机械手和智能技术在纺织机械上迅速发展,纺纱原理在多种纺纱型式上广泛应用,如涡流纺、集聚纺、赛络纺、赛络集聚纺、高速转杯纺、低扭矩纺等都为纺纱质量的改进创造了条件[1]。由于这些不同纺纱型式对纺纱器材的要求与普通环锭纺纱有本质的区别,尤其是对胶辊胶圈的邵尔A硬度、厚度尺寸误差、轴承质量、弹性、胶料分散度、表面粗糙度等的要求不同,并对胶辊胶圈的处理方式、磨砺周期、磨砺次数、存储环境、存储时间、污染状况等提出具体的要求[2-3]。由于纺纱速度的不断提高和负压集聚原理在纺纱技术上的运用,普通环锭纺棉纱出现的纤维有序排列、有序结合和短纤维有序伸张、暴露问题将会被减弱,取而代之的是集聚纺纱、转杯纺纱、涡流纺纱时棉纱出现的长短纤维纠缠、纤维无法有序排列、前端和后端的搭接不合理,造成纱体表面的光滑程度下降、粗糙度增大、硬度增大,胶辊胶圈的磨损加剧、使用寿命缩短[4];因为这些纺纱型式中的纤维与胶辊胶圈表面的接触面小,是造成胶辊胶圈在短时间内凹陷的主要因素。在当前纺纱新技术应用中,摸索控制、检查胶辊胶圈在纺纱过程中突变的原因,制定合理的更换、磨砺、清洁清洗周期,是延长其使用寿命的关键,也是防止胶辊胶圈一次性处理过度导致寿命缩短的关键,以有效防止棉纱质量在短时间内突然大面积的波动、下降[5]。针对不断涌现的新纺纱型式,制定新的胶辊胶圈质量标准和新的胶辊胶圈处理措施,是生产管理、设备管理、纺纱器材管理、质量管理的重点。
1 不同纺纱型式对胶辊胶圈质量的要求
不同的纺纱型式对胶辊胶圈的硬度、弹性、胶料分散度、表面粗糙度、直径等要求不同;生产的纤维、棉纱品种不同对其要求也不同,当然,纺纱环境不同对胶辊胶圈的要求也不同。另外,同一种纺纱型式因为细微差别则要求不同,如集聚纺就有中空罗拉集聚纺纱、吸棉笛管网格圈下集聚纺纱、吸棉笛管网格圈上集聚纺纱、磁力加压式纺纱等。尤其是中空罗拉集聚纺和网格圈集聚纺对纺纱车间的除尘要求更加严格;否则,温、湿度的变化造成大量的短纤维堆积和中空吸附被堵塞,纺纱胶辊胶圈的大面积损伤和损坏也就成为了一种必然[6]。对超大牵伸的涡流纺、转杯纺而言,控制胶辊胶圈的凹陷是防止纺纱过程中断头增加和棉纱质量恶化的关键;因此,合理地对胶辊胶圈进行处理和质量控制有利于生产效率提高。赛络纺、赛络集聚纺由于双粗纱的喂入,对胶圈表面磨损的控制、胶辊凹陷突出的问题应引起高度重视,是赛络纺和赛络集聚纺棉纱质量稳定、生产稳定的关键。低扭矩纺纱应用的假捻原理,由于纺纱捻度的降低对胶辊胶圈损坏、损伤比其他纺纱型式要小。什么样的胶辊胶圈质量适合于什么样的纺纱型式?什么样纺纱型式对胶辊胶圈质量有什么的影响?这是纺纱厂研究纺纱型式与胶辊胶圈关系的重点。在纺纱环境满足纺纱要求时,根据纺纱原料、纺纱速度、纺纱质量等控制胶辊胶圈的质量,也可以降低纺纱设备的损伤、损坏,延长纺纱设备的使用寿命,减少纺纱设备的维护保养,增强纺纱设备每一个纺纱锭子的稳定性和一致性。某纺纱厂不同纺纱型式与胶辊胶圈质量的要求见表1。
表1数据表明:不同的纺纱型式对胶辊的直径、硬度、胶料分散度、凹陷要求不同,对胶圈厚度、硬度要求也不同;且先进的纺纱型式比传统纺纱用胶辊胶圈在直径、厚度、硬度、胶料分散度、凹陷等方面控制要求更高。
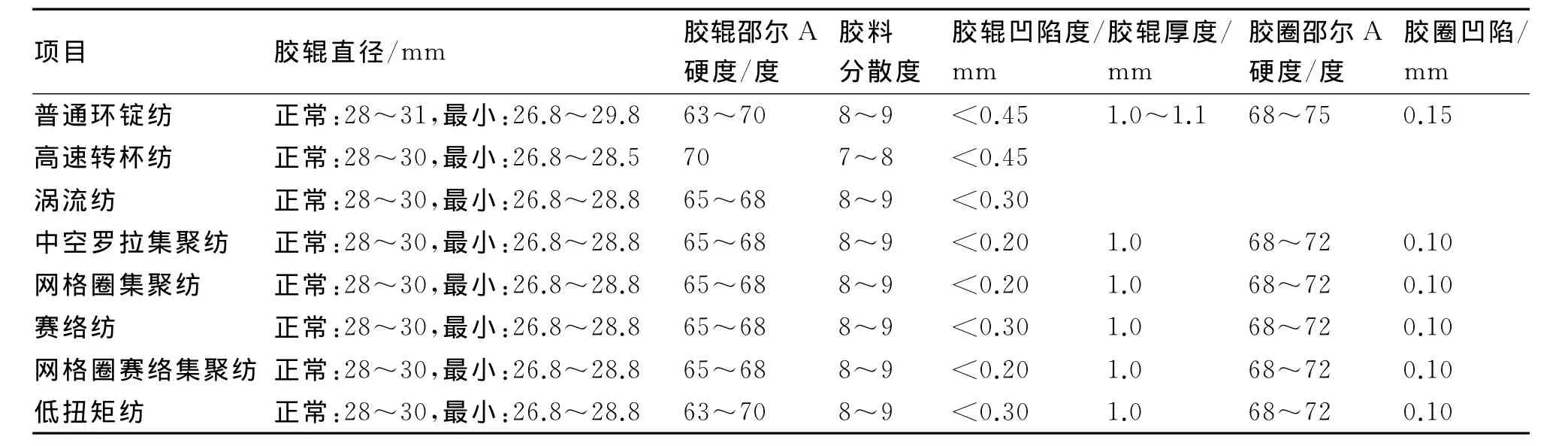
表1 某纺纱厂不同纺纱型式对胶辊胶圈的要求
2 不同纺纱型式对胶辊胶圈的处理要求
先进的纺纱原理在不同纺纱型式上的运用,不仅可以提高棉纱强力、减少棉纱毛羽,还可减少棉纱细节、粗节、棉结及各类纱疵,亦可以提高棉纱生产效率和产量。但是,这些纺纱型式所用设备的制造精度较高,使用的胶辊胶圈的制造精度、处理精度和方式都与普通纺纱有严格区别;否则,会因胶辊胶圈的质量问题导致集聚纺、赛络纺、赛络集聚纺棉纱的质量比普通环锭纺棉纱的质量还要差。在新型纺纱型式中,不同长度的纤维在纤维横截面上的排列、纠缠方式不同,更容易在纺纱过程中磨损胶辊胶圈,因此缩短胶辊胶圈的清洗、磨砺周期和缩短胶辊胶圈的更换时间是纺纱的关键。改变胶辊胶圈的洁净度、涂料处理次数、清洗液浓度、紫外线光照时间长短,可以进一步防止胶辊胶圈的污染,减少胶辊胶圈的磨削量并延长其使用寿命。由于不同的纺纱设备制造厂制造的新型纺纱设备的质量差异、原理运用在牵伸部位的位置不同,对胶辊胶圈的直径、弹性、清洁周期、磨砺周期、磨削量及其更换周期存在明显的差异,弄清胶辊胶圈的各种处理方法、处理周期对纺纱的影响,是降低纺纱成本和保证新型纺纱棉纱质量稳定的关键[7]。表2是不同纺纱型式对胶辊胶圈的处理要求。
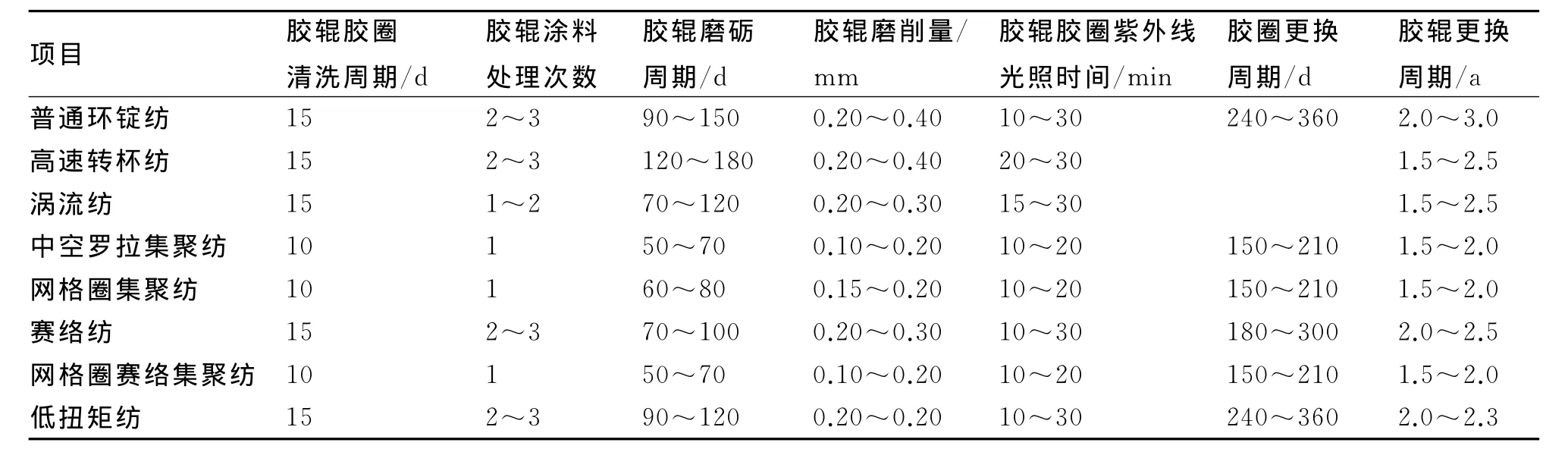
表2 不同纺纱型式对胶辊胶圈的处理要求
表2试验数据表明:所有集聚纺纱用胶辊胶圈的清洗周期均短,胶辊磨砺周期短、磨削量小、紫外线光照时间短、胶辊胶圈更换的时间也短;集聚纺、赛络纺、赛络集聚纺、涡流纺对胶辊胶圈的磨砺周期、磨削量、紫外线光照时间、更换周期要求都比较严格,精度要求较高。
3 不同纺纱型式纺纱环境对胶辊胶圈的影响
不同的纺纱型式因生产车间的温湿度要求不同,对胶辊胶圈的质量控制要求不同,对胶辊胶圈的影响也不同,胶辊胶圈的龟裂、磨损、损伤、损坏程度也存在明显差异。由于集聚纺、赛络纺、赛络集聚纺纺纱车间要求的湿度较低,胶辊胶圈与纺纱纤维截面积、罗拉接触面积较大,纺纱过程中消耗、磨损严重,常常会出现胶辊胶圈未使用几天就有凹陷,而且对纺纱车间的温、湿度变化极为敏感,尤其是湿度偏高变化导致胶辊胶圈缠绕、短绒堆积,污染特别严重;常见的中空罗拉集聚纺、赛络集聚纺要求的温度为26℃~30℃、湿度为34%~42%,如果湿度大于42%、温度低于25℃,就出现大面积的胶辊胶圈断裂、龟裂、破损、滑脱、损伤、损坏;而网格圈式集聚纺、赛络集聚纺,当温度低于25℃、湿度大于50%时,同样也出现上述情况,所以,有效控制集聚纺、赛络纺、赛络集聚纺的温度和湿度,可以有效防止胶辊胶圈的不正常损耗。不同的纺纱型式对温湿度的反应和胶辊胶圈的损伤、损坏程度是不同的,高速转杯纺、低扭矩纺、涡流纺对纺纱车间温、湿度的要求与普通环锭纺相当,较小的温度或湿度变化不会造成胶辊胶圈缠绕、损伤、损坏。当然,过低的纺纱温度或过高的纺纱湿度,也会造成胶辊胶圈的缠绕、损伤、损坏,当纺纱车间的温度为25℃~35℃、湿度为45%~60%时,有利于胶辊胶圈使用寿命的延长和生产的稳定。另外,胶辊胶圈的处理周期、处理方式也与普通环锭纺纱的要求相同,只是对胶辊胶圈的硬度要求与普通环锭纺有一定的差异,当然纺纱车间较大的温湿度变化也会造成胶辊胶圈缠绕、破裂、龟裂、损坏、损伤和纺纱断头硬头增多,应根据环境、设备及纺纱型式设定温湿度的控制值、胶辊胶圈处理室温湿度的控制值以及胶辊胶圈使用前需要的温湿度值,这对纺纱生产中减少断头率、出硬头率,降低胶辊胶圈缠绕、损伤、损坏具有积极的作用。分析不同的纺纱型式车间温湿度的控制与普通环锭纺车间温湿度的异同点,是提高纺纱效率和降低纺纱成本的关键。不同纺纱型式与胶辊胶圈温湿度的关系见表3。
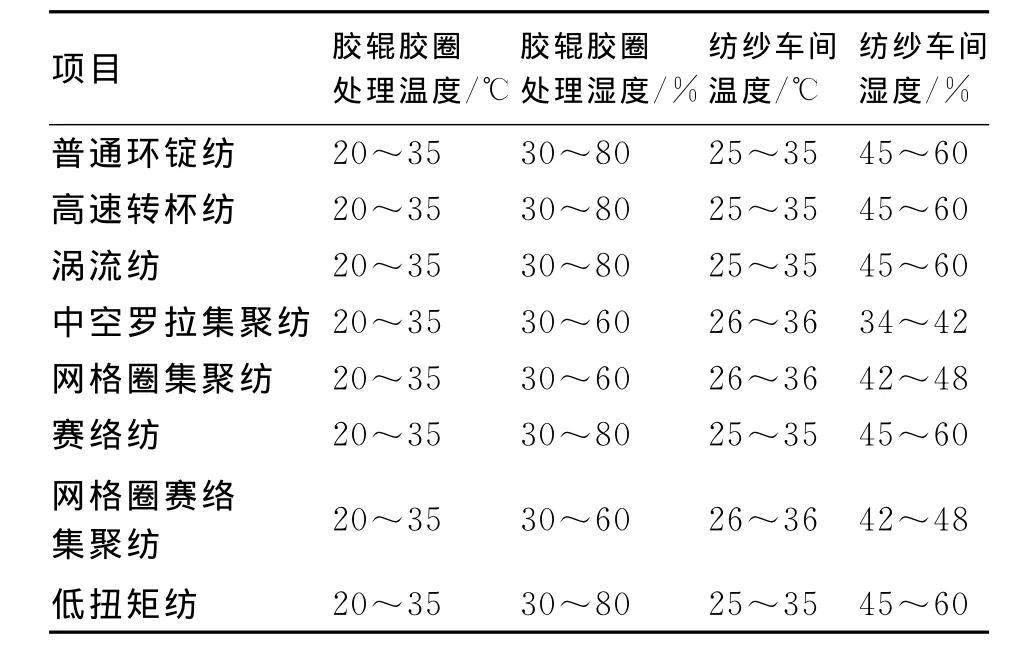
表3 不同纺纱型式与胶辊胶圈温湿度的关系
表3数据可看出:纺纱型式不同,但胶辊胶圈处理温度要求相同,湿度要求不同,集聚纺、赛络集聚纺的湿度要求比较严格;生产车间的湿度控制同样不同,集聚纺型式的要求比较严格。仅从温度的控制看,不同纺纱型式的纺纱温度控制是接近的,也是由胶辊胶圈的伸缩、舒张状态决定的。
4 结论
4.1 纺纱设备、纺纱器材技术的进步和制造精度的提高,智能技术和电子技术在纺纱设备领域的运用,推动了纺纱原理的发展与多种纺纱型式的产生,并对胶辊胶圈的质量、处理提出不同要求。
4.2 新型纺纱,如:高速转杯纺、涡流纺、集聚纺、赛络集聚纺,对胶辊胶圈的质量要求比一般环锭纺要高,主要表现在一致性、耐磨性、弹性、防污染、抗腐蚀性等方面。
4.3 由于处理设备的差异,胶辊胶圈存在较为明显的破裂、龟裂、断裂、脱落、损伤、损坏差异,新型纺纱的高速运转和一些关键纺纱部位对静电的敏感,要求胶辊胶圈处理标准和处理环境都比普通环锭纺要精准。
4.4 纺纱环境的变化是导致胶辊胶圈破裂、龟裂、断裂、脱落、损伤、损坏的主要原因,也是造成纺纱缠绕、出硬头、断头的关键;根据新型纺纱型式的要求制定合理的温湿度,是防止棉纱质量波动、胶辊胶圈损耗高、使用寿命缩短的关键。
4.5 新型纺纱改变了棉纱截面的排列结构,是棉纱某些物理指标改进提高的关键。
4.6 新型纺纱应用集聚原理,使棉纱截面的搭接型式和长短纤维的分布形式不同,防止纤维通过区域的短纤维、飞花的堆积、粘附,是减少胶辊胶圈大面积损伤的关键,也是防止棉纱质量恶化的关键。
[1]熊伟,刘亚典,周献珠,等.卡摩纱与传统环锭纱筒纱性能比较分析[J].棉纺织技术,2003,31(10):20-23.
[2]熊伟.表面不处理胶辊在纯棉纱中的应用探讨[J].棉纺织技术,1998,26(4):29-34.
[3]谭绍海,熊伟,刘慧霞.胶辊胶圈弹性与纺纱的关系探讨[J].新疆纺织,2002(2):13-16.
[4]熊伟,徐志武,周献珠,等.纱疵与织物结构关系分析探讨[J].新疆纺织,2004(4):14-17.
[5]熊伟,孔庆平,宁新民,等.工艺元件与偶发性纱疵间的关系[J].纺织器材,2006,33(2):30-32.
[6]熊伟,谭绍海.棉纤维的回潮率与纺纱工艺的关系[J].新疆纺织,2002(3):36-38.
[7]熊伟.E7/5与 E7/6精梳机的纺纱相关工艺配置[J].纺织学报,1999,23(2):91-95.
