X70焊管焊接接头热影响区冲击试样缺口位置的探讨
2015-12-18王丽丽王自信顾志乾
王丽丽,刘 通,王自信,顾志乾
(山东胜利钢管有限公司,山东 淄博255082)
X70焊管焊接接头热影响区冲击试样缺口位置的探讨
王丽丽,刘 通,王自信,顾志乾
(山东胜利钢管有限公司,山东 淄博255082)
通过金相试验、夏比冲击试验研究了X70螺旋埋弧焊管焊接接头热影响区试样不同缺口位置的金相组织、冲击功及剪切面积的分布情况。试验结果显示,冲击功和剪切面积的大小与缺口位置在粗晶区、细晶区、部分相变区和内焊缝所占的比例相关,内焊缝所占比例越低,冲击功和剪切面积越大。综合分析试验结果和相关标准,得出了X70焊管焊接接头热影响区试样缺口位置的确定方法,即热影响区冲击试样的缺口轴线应在试样上表面与外焊缝熔合线交界处,冲击试样边缘距外焊缝边缘1~2mm为宜。
焊管;X70钢;热影响区;缺口位置;冲击试样
0 前 言
在螺旋埋弧焊管检测中,冲击试样缺口位置的合理定位对焊接接头韧性测试的准确性有一定的影响。在V形缺口夏比冲击试验中,破坏性应力最先在V形缺口尖端处集中,并产生导向断裂面,断面形成所吸收的能量即冲击韧性值[1]。焊接接头通常由内焊缝、外焊缝、热影响区和母材构成,各区域组织和韧性的不均衡分布,导致测量值随断面位置的不同而变化[2],而断面的形成受制于缺口尖端的位置。因此,在管线钢管焊接接头的检验中,缺口位置的选择对冲击试验结果的准确性至关重要[3]。
笔者通过对X70螺旋埋弧焊管焊接接头热影响区不同缺口(V形)位置试样进行了夏比冲击试验,探讨了该类试样不同缺口位置的金相组织、冲击功及剪切面积的分布情况,从而为高强度管线钢焊接接头热影响区冲击试样缺口位置的确定提供试验依据。
1 试验材料与方法
1.1 试验材料
试验材料选用φ1016mm×15.9mm规格X70M螺旋埋弧焊管。使用先内焊后外焊的埋弧焊工艺,内外双丝,焊丝使用BHM-9,焊剂使用SJ101,内外焊热输入量为(19.80±1.9)kJ/cm和(21.82±2.1)kJ/cm,保证重合量≥1.5mm。此工艺已经过试验测评,属于合理有效的生产工艺,焊道外观规整,无缺陷和理化性能异常。该钢管化学成分见表1。管体-10℃冲击功平均值为308J,焊接接头抗拉强度为735MPa,断口位置为热影响区。金相分析结果表明,该X70钢管管体的组织为针状铁素体,晶粒度为11级,其显微组织如图1所示。

表1 X70试验钢管的化学成分 %

图1 X70试验钢管管体显微组织
1.2 试验方法
对X70螺旋埋弧焊管的焊接接头取样,总计取60个,分3组,每组20个试样。垂直于焊缝取10mm×10mm×55mm的V形缺口夏比冲击试样,按ASTM A370[4]规定进行试样制备,热影响区试样取样位置如图2所示。热影响区冲击试样的缺口轴线应在试样上表面与外焊缝熔合线交界处,其中位置1表示试样上表面距离外焊道边缘1mm[5],位置2表示试样上表面距离外焊道边缘2mm,位置3表示试样上表面距离外焊道边缘3mm。将冲击试样打磨、抛光、腐蚀,确定缺口位置线,如图3所示。测量了3个不同缺口位置的粗晶区、细晶区、部分相变区和内焊缝的大小,计算出所占比例如图4所示。观察所有冲击试样,部分试样略有焊偏,但焊偏量均小于1.5mm,符合API标准小于3mm的要求。在-10℃下按ASTM A370进行夏比冲击试验,随后对试验结果和断口进行分析。

图2 热影响区试样取样位置

图3 试样缺口位置线

图4 不同缺口位置各区域所占比例
2 试验结果及分析
2.1 显微组织分析
部分相变区有经过重结晶的细晶粒铁素体和珠光体,又有未发生相变的粗大晶粒铁素体,晶粒大小极不均匀;细晶区组织为细小的铁素体和珠光体,有较好的塑性和韧性;粗晶区奥氏体晶粒剧烈长大,组织为粗大的针状铁素体,塑性和韧性较差[6];熔合区晶粒十分粗大,化学成分和组织极不均匀,并且此段区域很窄,金相观察很难区分。内焊缝柱状晶粒粗大,化学成分和组织不稳定[7]。由图4可以看出,3个位置的粗晶区所占比例相差不多,均为55%~65%,其中位置2最高约为65%;位置1和位置2细晶区所占比例为35%左右,位置3细晶区所占比例最少,约12%;3个位置部分相变区所占比例均较少,均在8%以下;位置1和位置2内焊缝所占比例几乎为0,位置3内焊缝所占比例较高,约28%。由此可知,缺口位置加工越靠近外焊道边缘,粗晶区和细晶区所占比例越大,内焊缝所占比例越小,缺口位置越适宜。
2.2 冲击试验结果分析
根据API SPEC 5L(45版)要求热影响区冲击功不低于27J,剪切面积提供数值参考。X70螺旋埋弧焊管焊接接头不同缺口位置的冲击功及剪切面积分布如图5所示。从图5可以看出,位置3的冲击功最低,平均值为144J,剪切面积也最低,平均值为61%。这是因为位置3中,内焊缝所占比例较大,内焊缝柱状晶粒粗大,化学成分和组织都不稳定,导致数值较低。位置1和位置2的冲击功数值较稳定,位置1的平均值为192J,位置2的平均值为198J,位置1剪切面积平均值为74%,位置2剪切面积平均值为68%,二者相差较小。这是因为位置1和位置2粗晶区、细晶区所占比例相差无几,相对位置3而言,细晶区所占比例上升,细晶区形成温度不太高,冷却后是细小的珠光体加铁素体,有较好塑性和韧性[8],且内焊缝所占比例下降,所以冲击功和剪切面积数值较高。综上所述,热影响区冲击试样的缺口轴线应在试样上表面与外焊缝熔合线交界处,冲击试样边缘距外焊缝边缘1~2mm为宜,尽量减小或避免开在内焊缝。

图5 不同缺口位置的冲击功及剪切面积分布情况
2.3 综合分析及相关标准讨论
API SPEC 5L《管线钢管规范》[9]中规定,制取埋弧焊管热影响区试样时,缺口的轴线应尽可能接近图6所示的外焊缝熔合线,取样应尽可能接近钢管的外径表面;《天然气管道工程钢管通用技术条件》[10](以下简称通用技术条件)规定,缺口轴线应垂直于钢管表面,钢管热影响区试验用的每个试样在加工刻槽前均应酸蚀,以确定适当的刻槽位置。在螺旋埋弧焊管热影响区上截取的试样的刻槽轴线如图7所示,尽可能靠近外焊道边缘。两种标准主要区别是:API标准中没有给出靠近外径表面的程度,通用技术条件给出靠近外焊道边缘不大于2mm的规定,而本试验验证了2种标准的可行性,但是在实际加工试样的过程中,即使缺口位置偏离少许,也会使测量结果失真,导致低值高测或者将不合格产品判定为合格产品的情况发生,进而影响管线钢管的安全使用。为此,建议各实验室应有自己的试样加工规定,开缺口前应对试样进行腐蚀;热影响区冲击试样的缺口轴线应在试样上表面与外焊缝熔合线交界处,冲击试样边缘距外焊缝边缘在1~2mm为宜。
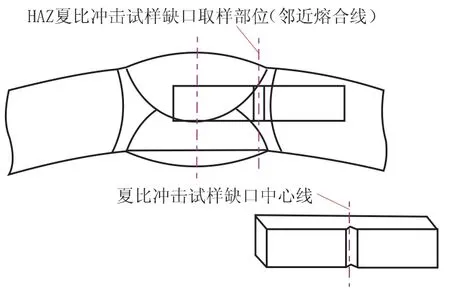
图6 API SPEC 5L热影响区试样取样位置

图7 通用技术条件热影响区试样取样位置
3 结 论
(1)在V形缺口夏比冲击试验中,缺口位置是影响冲击结果准确性的重要因素,冲击功和剪切面积的大小与缺口位置在粗晶区、细晶区、部分相变区和内焊缝所占的比例相关,内焊缝所占比例越低,冲击功和剪切面积越大。
(2)为了确保在适当位置开缺口,开缺口前应对试样进行腐蚀;热影响区冲击试样的缺口轴线应在试样上表面与外焊缝熔合线交界处,冲击试样边缘距外焊缝边缘1~2mm为宜。
[1]冶金工业部钢管研究院.合金钢手册[M].北京:冶金工业出版社,1984.
[2]王勇,韩涛,刘敏.X70管线钢焊接热影响区的局部脆化[J].材料工程,1999(10):14-20.
[3]李雪鹏,徐学利,何兴利,等.螺旋埋弧焊管焊接接头冲击韧性试样缺口位置的确定[J].焊管,2013,36(05):41-43.
[4] ASTM A370-14,Standard test methods and definitions for mechanical testing of steel products[S].
[5]张文钺.焊接冶金学(基本原理)[M].北京:机械工业出版社,1996.
[6]茹成章,王新虎.HFW石油套管焊缝冲击韧性影响因素分析[J].热处理技术与装备,2010(06):39-42,61.
[7]机械工业理化检验人员技术培训和资格鉴定委员会.金相检验[M].上海:上海科学普及出版社,2003.
[8]张小立,庄传晶,吉玲康,等.高钢级管线钢的特征参量及其与强韧性的关系[J].材料工程,2006(08):3-7.
[9]API SPEC 5L,管线钢管规范(45版)[S].
[10]CDP-S-NGP-PL-006-2011-2,天然气管道工程钢管通用技术条件[S].
Discussion on Impact Specimen Notch Position of X70 Welded Pipe Heat Affected Zone(HAZ)
WANG Lili,LIU Tong,WANG Zixin,GU Zhiqian
(Shandong Shengli Steel Pipe Co.,Ltd.,Zibo 255082,Shandong,China)
In this article,it studied the distribution situation of metallographic structure,impact energy and shearing area of X70 SAWH pipe welded joint HAZ specimen in different Notch position,by adopting metallographic test and Charpy impact test.The results indicated that the values of impact energy value and shearing area are related with Notch position proportion in coarse grained region,fine grained region,part of the phase change zone and inside weld.The lower the proportion of inside weld is,the greater the impact energy and shearing area.After comprehensive analysis of test results and related standards,the determination method of X70 SAWH pipe welded joint HAZ specimen Notch position was obtained;the Notch axis of HAZ impact specimen should be in the junction of specimen upper surface and outside weld fusion line,and the distance from Impact test specimen edges to the outside weld edge of 1~2mm is applicable.
welded pipe;X70 steel;heat affected zone(HAZ);Notch position;impact specimen
TG115.56
B
1001-3938(2015)02-0060-04
王丽丽(1986—),女,学士,助理工程师,主要从事钢管的质量检测工作。
2014-08-21
谢淑霞
