表面张力贮箱电子束焊接工艺研究
2015-12-16谢荣华陈晓江
于 康,谢荣华,陈晓江
(上海空间推进研究所,上海201112)
0 引言
表面张力贮箱是利用液体推进剂表面张力作用以实现在微重力状态下对推进剂进行管理、输运的一种贮箱,该贮箱无运动部件,全金属焊接结构,与推进剂相容,可实现轨姿控液体火箭发动机在轨长寿命运行[1-2],广泛应用于卫星推进系统,可完成卫星变轨、轨道修正、姿态保持等功能[3]。随着卫星技术的迅猛发展,卫星结构、尺寸、容量日趋大型化、柔性化、复杂化和长寿命化,为此需要携带更多推进剂、高可靠、超轻型表面张力贮箱姿轨控液体火箭发动机[4-5]。
超轻型大直径表面张力贮箱是采用超塑成型与真空电子束焊接工艺制造完成的。
1 表面张力贮箱设计要求
图1为某大直径贮箱合拢焊缝焊接的局部简化示意图,焊缝直径大于800 mm。赤道圆合拢焊缝由上壳体和下壳体通过电子束焊接完成,壳体材料为TC4,其化学成分和力学性能分别见表1和表2。表面张力贮箱和赤道圆合拢焊缝设计要求见表3。
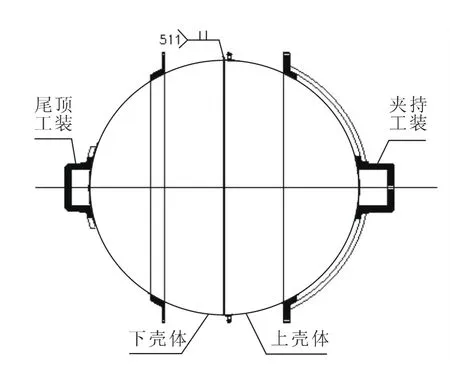
图1 贮箱合拢焊缝示意图Fig.1 Schematic for closure weld of tank

表1 TC4钛合金的化学成分Tab.1 Chemical compositions of TC4 titanium alloy

表2 TC4钛合金的力学性能Tab.2 Mechanical properties of TC4 titanium alloy
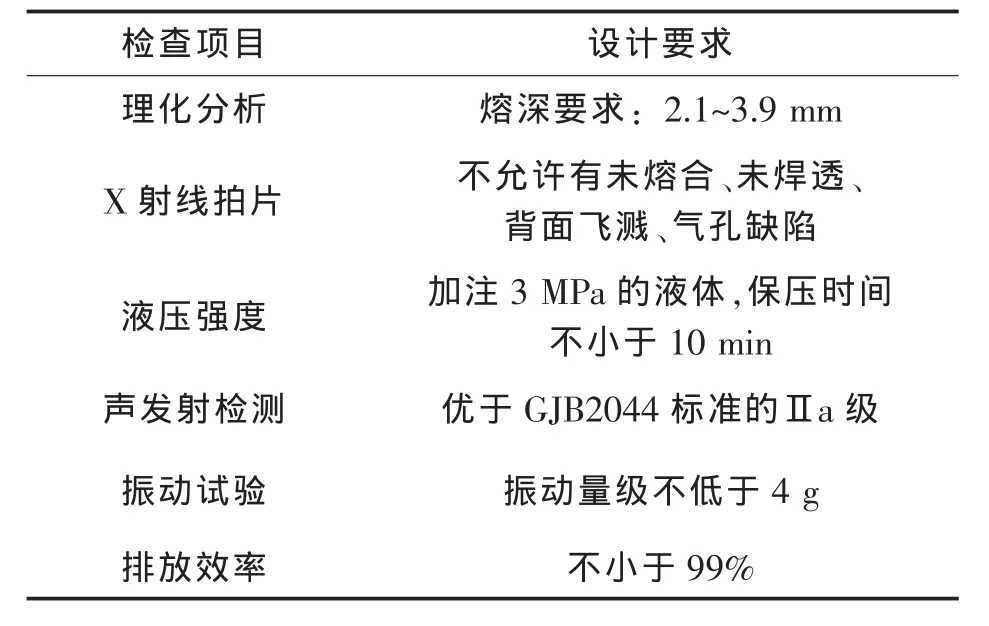
表3 贮箱及赤道圆合拢焊缝设计要求Tab.3 Design requirements of tank and closure weld of tank
2 真空电子束焊接工艺
真空电子束焊接是利用汇聚的高速电子束流轰击工件接缝,在接缝处产生大量热量,该热量使被焊金属迅速熔化、蒸发并熔合为一体的一种焊接方法。在高压金属蒸汽作用下熔化的金属被排开,电子束就能继续撞击更深处的固态金属并钻出一个锁形小孔,即产生所谓的“匙孔”效应[6]。电子束焊接的“匙孔”效应可在被焊工件上获得穿孔深熔焊,焊缝深宽比大的焊接效果。理想的电子束焊接对被焊工件的装配精度要求较高。表面张力贮箱电子束焊接工艺流程见图2。
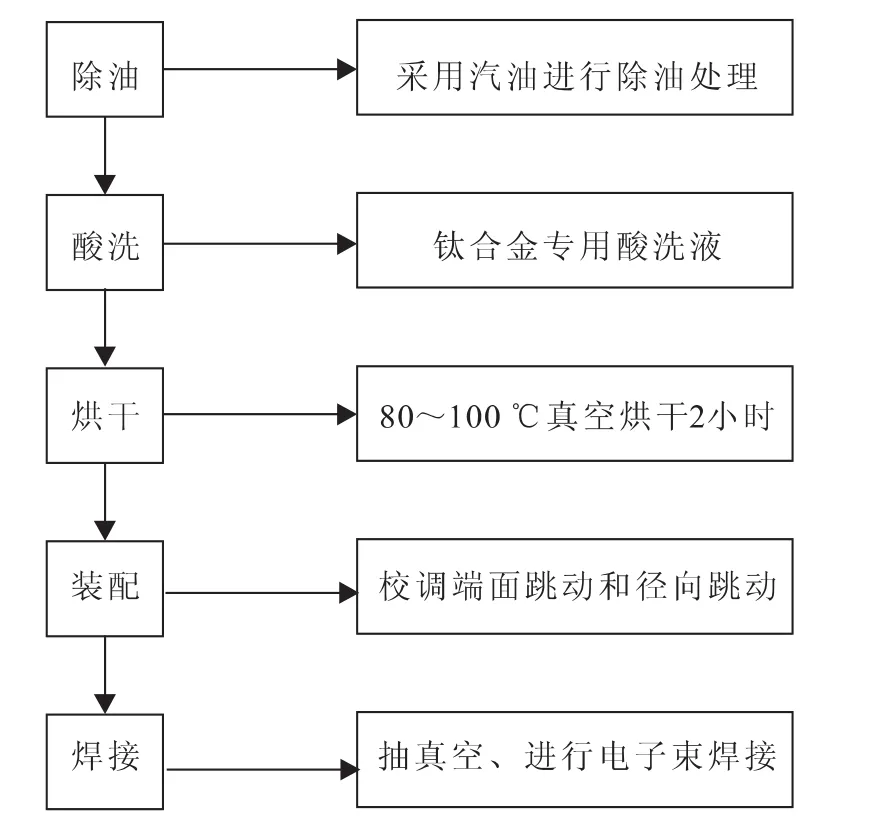
图2 表面张力贮箱电子束焊接工艺流程框图Fig.2 Flow chart for electron beam welding process of surface tension tank
3 装配精度与焊缝质量的关系
影响大直径表面张力贮箱焊接质量的焊前装配要素为:球形表面张力贮箱赤道圆面上的径向和端面跳动量。如果表面张力贮箱装配时,径向跳动量和端面跳动量不能满足设计和工艺要求,则合拢焊缝会产生未焊透、未熔合、背面飞溅及气孔缺陷等焊接缺陷,其相互影响关系见图3。装配精度越高,电子束焊接过程越稳定,但装配效率也越低,综合考虑产品的装配效率和质量控制,要求球形表面张力贮箱赤道圆面上的径向跳动量≤3 mm,端面跳动量≤0.3 mm。
3.1 径向跳动量对焊缝质量的影响
聚焦电流是电子束焊接的重要工艺参数[7-8],其数值大小和稳定性直接影响焊缝形貌。径向跳动量的大小与大直径贮箱合拢焊缝各部位的焊接距离有关,焊接距离不同,聚焦电流数值亦不同,引起聚焦电流数值不稳定,进而影响焊接质量。本文选择大直径钛合金贮箱的实际工作距离为聚焦电流值的起点,在此基础上分别偏离±3 mm,±6 mm, ±9 mm, ±12 mm, ±15 mm, ±18 mm,±21 mm和±24 mm,测量其对应的聚焦电流值。焊接距离与聚焦电流值的对应关系见图4。

图3 焊缝质量与贮箱装配精度之间的关系Fig.3 Relationship of weld quality and assembly precision for surface tension tank

图4 聚焦电流与焊接高度的对应关系图Fig.4 Relational graph of focus current corresponding to welding height
由图4可见,聚焦电流值随工作距离的缩短,呈准线性增长趋势,对应的线性拟合曲线见公式 (1)。

式中:Y为不同对应点的聚焦电流值;2 465为该贮箱焊接距离对应的聚焦电流值;X为偏离贮箱焊接高度的距离,可近似为径向跳动量。
由公式(1)可知,贮箱径向跳动量每变化1 mm,聚焦电流值则变化4.75 mA。运用该公式,结合贮箱实际的径向跳动量,可估算贮箱各点焊接所需的聚焦电流值,为工艺规范的确定提供依据。
贮箱径向跳动量为3 mm时,则整个贮箱在焊接过程中的聚焦电流值变化范围为-7~7 mA。当采用表面聚焦模式进行电子束焊接时,其不同径向跳动量下的焊接熔深见表4。由表4可知,当焊接位置为+1.5 mm时,电子束在焊缝熔池内部聚焦,小孔效应加剧,电子束穿透能力增强,焊接熔深较大;当焊接位置为-1.5 mm时,电子束在焊缝熔池外部聚焦,电子束到达焊接表面时,斑点处于散焦状态,斑点较大,小孔效应下降,电子束穿透力较弱,焊接熔深较浅。

表4 不同聚焦模式下的焊接熔深表Tab.4 Weld penetration at different focus modes
3.2 端面跳动量对焊缝质量的影响
大直径贮箱合拢焊缝形貌见图5。实焦电子束焊接焊缝为典型的钉子形形貌,其锁底位置宽度仅为0.3 mm左右。锁底位置宽度与贮箱装配时端面的跳动量有关,当端面跳动量大于电子束焊缝锁底位置宽度的一半时,有可能会形成局部未熔合缺陷,为此要求端面跳动量≤0.15 mm。
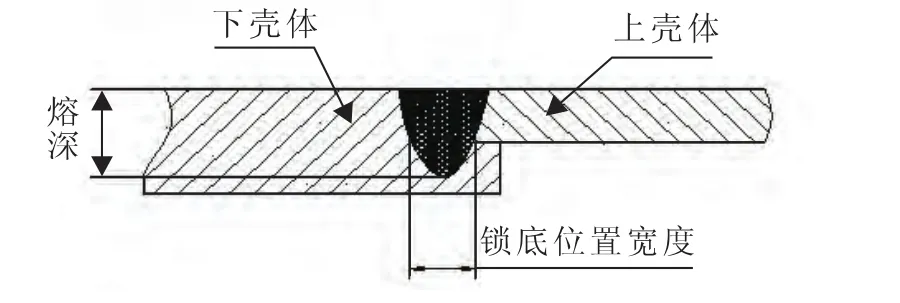
图5 焊缝形貌示意图Fig.5 Diagram of weld penetration and morphology
气孔是钛合金电子束焊接的一种常见缺陷,产生的因素包括水分、油脂及吸附气体等,其中氢元素是主要原因。无论是在液态的钛合金中还是在固态的钛合金中,在钛合金电子束焊接过程中,随着温度的下降,氢的溶解度连续增大,在钛合金的凝固温度1 660℃时,溶解度发生跃变。如果在熔池中溶解了较多的氢,熔池中部的温度最高,氢的溶解度相应最低,氢气孔的逸出速度最快。从熔池中部到边缘,温度逐渐降低,氢的溶解度逐渐增加,氢气孔的逸出速度最慢[9-10]。氢气孔主要是在焊缝熔合线附近形成的。
大直径表面张力贮箱壳体零件配合面焊前表面预处理时,要求壳体装配面部位洁净,不要产生积附水分、油脂等杂质,以免焊缝处产生气孔。实焦焊缝为钉子形形貌,当端面跳动量较大时,焊缝熔合线位置与壳体装配面贴近甚至重合,气孔产生的概率则会增大。
4 电子束焊接工艺规范
本文采用虚焦电子束焊接方式,焊接模式为单一的“上聚焦”模式,从而降低了焊接对径向跳动量的敏感性,焊缝熔深波动性亦随之降低。虚焦电子束焊接工艺规范及熔深见表5。聚焦电流虚焦值设定为+30 mA,径向跳动量为3 mm时,聚焦电流值的波动范围为+23~+37 mA,聚焦斑点均处于熔池上方,熔深波动性降至0.9 mm,可以有效地满足设计熔深2.1~3.9 mm的范围。

表5 不同聚焦模式下的焊接熔深表Tab.5 Weld penetration at different focus modes
虚焦电子束焊接的斑点较实焦焊接的大,由此降低了电子束焊接小孔效应,电子束焊接模式由“深熔焊”模式过渡为“深熔-热传导”复合模式,焊缝形貌的深宽比降低,锁底位置宽度达到0.7 mm以上,较实焦焊接的0.3 mm有了明显改善,装配端面跳动量可放宽至0.3 mm。此外,虚焦电子束焊焊缝的宽度变宽,焊缝熔合线位置与壳体装配面的位置距离增大,熔合线部位不具备形成气孔缺陷的杂质,气孔缺陷形成的概率明显降低。
虚焦电子束焊接试样的力学性能数据比较见表6。

表6 虚焦电子束焊接参数焊缝拉伸性能数据Tab.6 Tensile properties of weld joint welded with process of virtual focus electron beam welding
由表6可知,虚焦电子束试样焊缝抗拉强度为991 MPa,达到母材的95%以上,满足GJB1718A-2005 I级焊缝,力学性能不低于母材抗拉强度的90%,延伸率达到15.5%,接近母材的延伸率。
5 表面张力贮箱试验验证
采用电子束焊接工艺规范,完成了12套大直径钛合金表面张力贮箱赤道圆合拢焊缝焊接,贮箱合拢焊缝所有检查项目均满足设计要求,表面张力贮箱通过了振动、排放、液压、声发射试验,表面张力贮箱试验流程框图见图6。

图6 合拢焊缝性能验证试验流程图Fig.6 Flow chart for performance verification of closure weld joint
表面张力贮箱试验结果与设计要求比较见表7。由表7可见,表面张力贮箱焊接满足设计要求。安装该型表面张力贮箱的系统通过了地面热试车考核。
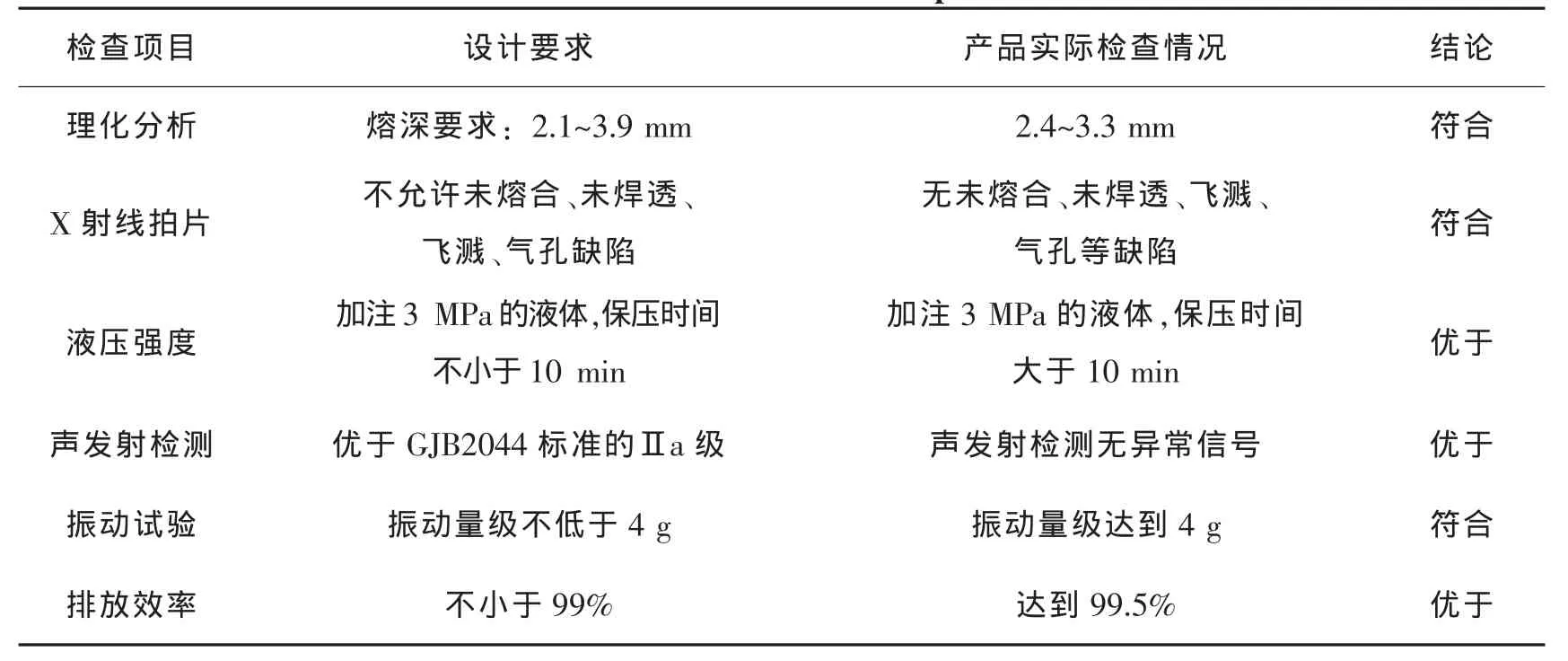
表7 贮箱产品试验结果Tab.7 Test results of tank product
6 结论
在分析电子束焊接质量与球形表面张力贮箱赤道圆面上装配产生的径向和端面跳动量、电子束焦距、工艺参数等关系的基础上,得出了焊接工艺规范。该规范为:焊接束流为23 mA,焊接速度为120 0 mm/min,聚焦束流虚焦30 mA,焊缝锁底宽度0.7 mm。采用该焊接规范焊接的表面张力贮箱,赤道圆合拢焊缝熔深达到2.4~3.3 mm,熔深波动性降为0.9 mm,焊缝质量达到I级焊缝要求,消除了未焊透、未熔合及局部背面飞溅等缺陷,降低气孔产生概率,焊接满足设计要求。贮箱通过了振动、液压、声发射等试验,安装有该表面张力贮箱的系统通过了地面热试车考核。
[1]陈志坚,孟庆平,李建.表面张力贮箱推进剂管理装置的计算[J].上海航天,2001( 5):23-32.
[2]李治,沈赤兵,周进.通道式表面张力贮箱通道的计算和确定[J].推进技术,2003,24(3):244-246.
[3]DOMINICK S,TEGART J.Orbital test results of a vaned liquid acquisition device,AIAA 94-3027[R].USA:AIAA,1994.
[4]HOPKINS M A,DOLVIN D J,PAUL D B,et al.Structure technology for future aerospace system,AIAA-1998-1869[R].USA:AIAA,1998.
[5]DAROOKA D K,JENSEN D W.Advanced space structure concepts and their development,AIAA-2001-1257[R].USA:AIAA,2001.
[6]陈芙蓉,霍立兴,张玉凤.电子束焊接技术在工业中的应用与发展[J].电子工艺技术.2002,23(2):56-58.
[7]付鹏飞,黄锐,刘方军.TA12钛合金电子束焊接组织性能及残余应力分析[J].焊接学报,2008,(2):82-84.
[8]MLADENOV G,VUTOVA K,WOJCICKI S.Experimental investigation of the weld depth and thermal efficiency during electron beam welding[J].Vacuum.1998,51(2):231-233.
[9]杨彦涛,王禹华,张永洋.氢对钛合金的影响[J].材料开发与应用,2009,1(24):69-72.
[10]CHEN S C,HUANG J C.Comparison of post-weld microstructures and mechanical properties of electron and laser-beam welded 8090Al-Li alloy lates[J].Materials Transactions,1999,4(10):1039-1078.
