1000MW机组高压加热器的设计优化选型
2015-12-03吴桂年
吴桂年
(广东粤电博贺煤电有限公司,广东茂名 525000)
1000MW机组高压加热器的设计优化选型
吴桂年
(广东粤电博贺煤电有限公司,广东茂名525000)
此前国内的1000MW超超临界机组高压加热器受国内生产制造能力的影响多采用双列高加。结合博贺电厂设计的实际情况,对现今国内各高加生产厂制造单列高加技术方案的对比分析,以及对单列高加和双列高加的技术经济比较,最终经比较确定了粤电博贺电厂1000MW超超临界机组采用单列式高压加热器。由于高加的上端差优化后,可充分利用抽汽的过热度,降低机组热耗,因此同时采用高加上端差降低至-2℃的设计优化选型。
1000MW机组高压加热器设计优化选型
1 前言
广东粤电集团广东电力发展股份有限公司拟结合博贺新港区的开发建设,在该临港工业区建设一座大型火力发电厂。根据建设厂址的自然条件和广东电力需求发展趋势,本工程一期容量为4× 1000MW燃煤发电机组,留有再扩建4×1000MW机组的余地。首两台工程建设2×1000MW超超临界燃煤汽轮发电机组,同步建设烟气脱硫设施。拟分别在2016年3月和2016年7月投入商业运行。
本期工程建设两台2×1000MW国产超超临界燃煤机组。汽轮机采用上海电气集团产品、锅炉采用哈尔滨锅炉厂产品、发电机采用上海电气集团产品。锅炉按超超临界参数变压运行内螺纹管垂直上升水冷壁直流炉、单炉膛墙式反向双切圆燃烧方式、一次中间再热、平衡通风、露天布置、固态排渣、全钢构架、全悬吊结构Π型锅炉。汽轮机为超超临界、一次中间再热、四缸四排汽、单轴、单背压、凝汽式、带蒸汽冷却器的八级回热抽汽汽轮机,主蒸汽进口参数:28MPa (a),600℃;再热蒸汽进口620℃。本工程机组按带基本负荷考虑,并具有一定的调峰性能。机组年利用小时为5500h。
随着主机参数和容量的提高,机组配套辅机的参数、容量将有不同程度的提升。与常规亚临界或超临界600MW机组的配套辅机相比,1000MW超超临界机组辅机的设计参数较前者具有更高参数和更大容量的特点,其设备结构、配置方式和布置形式均有所不同。高压加热器是电厂回热系统的重要辅机之一,布置在给水泵和锅炉之间,利用汽轮机高中压缸的抽汽加热给水,提高机组热效率并满足锅炉各种工况下省煤器进口温度参数要求。此前国内的1000MW超超临界机组高压加热器受国内生产制造能力多采用双列高加。本文通过对现今国内各高加厂生产制造单列高加技术方案的对比分析,以及对单、双列高加的经济性差异比较,最终确定粤电博贺电厂1000MW超超临界机组采用单列式高压加热器。由于高加的上端差优化后,可充分利用抽汽的过热度,降低机组热耗,因此同时采用高加上端差降低至-2℃的设计优化。
2 高压加热器型式选择
高压加热器按布置形式划分,可分为立式和卧式两种。卧式具有结构简单、布置合理、检修维护方便和疏水容积大的优点,且解决了顺置立式加热器传热管内积水无法排出和抽芯不方便;倒置立式加热器疏水容积较小,水位控制较困难的问题。因此,国内300MW以上机组高压加热器多采用卧式加热器。大容量机组高压加热器按传热管型式划分,主要有蛇形管和U形管。由于高加位于给水泵后,压力参数较高。U形管式加热器由于管板、水室、筒体一般较厚,水室分隔板在与管板、水室焊接和在高加快速切除时热应力较高。制造厂通常的解决方法是将水室分隔板组件制成半圆锥形或半球形,其底面与管板密封焊接,在水室分隔板组件与给水出口管之间用一个过渡圈连接。而蛇形管式加热器进出口为联箱结构,不存在水室分隔板和管板,因此热应力小。但有热效率低,体积大的缺点。
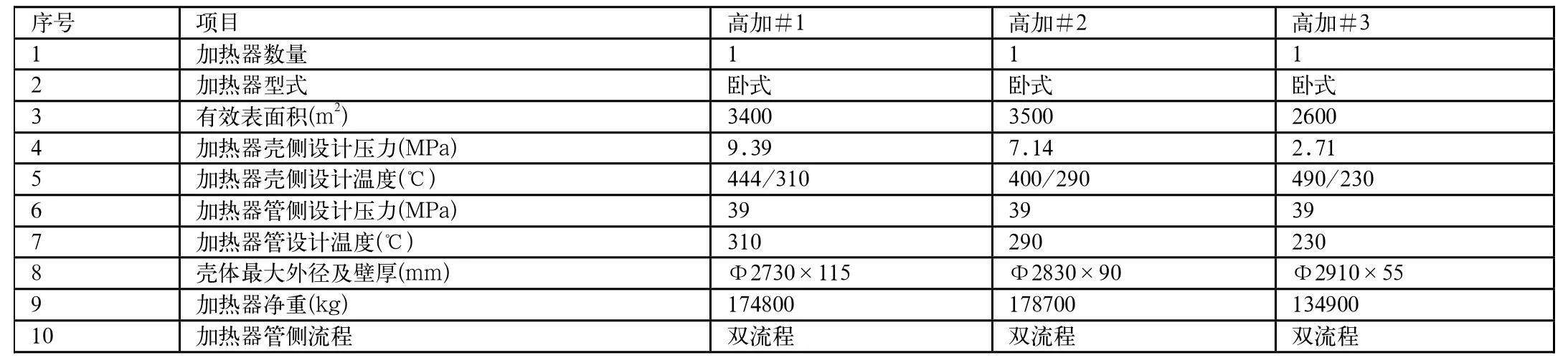
表1
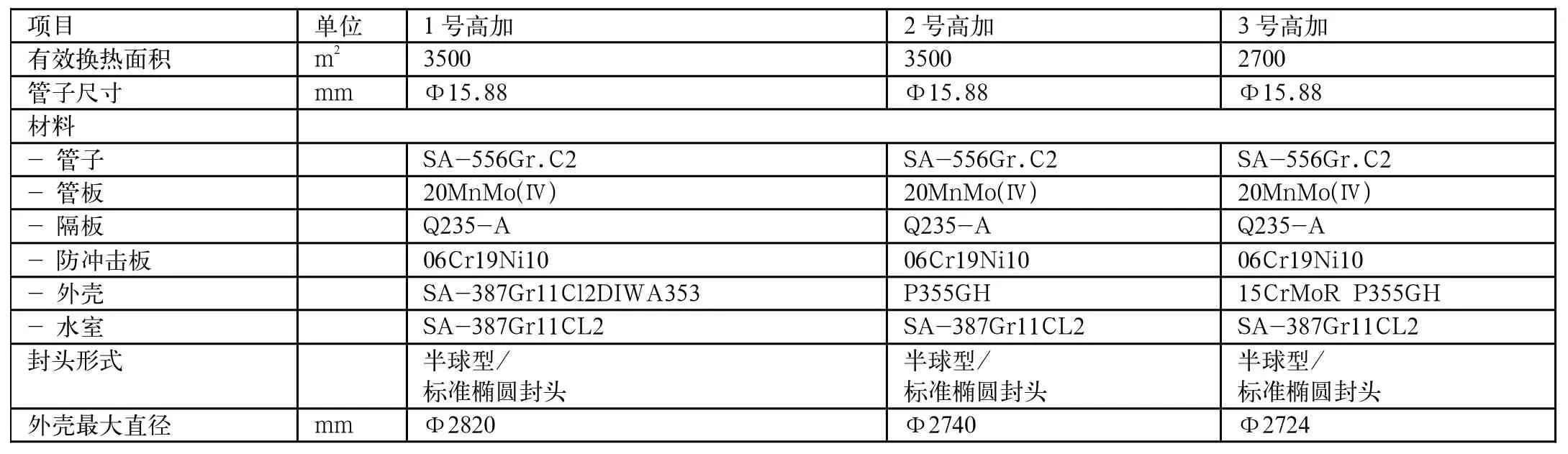
表2

表3

表4
图1

图2
3 单列高压加热器配置方案选择
3.1国内主要高加生产厂家技术方案
根据国内设备厂的设计和加工水平分析,一般来讲,容量为600MW及以下的机组,其高压加热器采用单列配置。而对于大容量的百万千瓦级机组,目前国内有双列形式(2×50%容量)和单列形式(100%容量)两种配置方式。对于25~28MPa的汽机进汽参数,双列50%容量的高加,国内多个设备制造厂均有设计加工能力,并已经分别取得国内在建百万机组项目的订货加工合同。对于采用单列100%容量的高加,虽然随着设计压力的提高和设备筒体直径的增大,与600MW超临界机组高压加热器相比,1000MW超超临界机组高压加热器制造工艺要求更高,特别是高加的球形水室、管板厚度随机组参数和容量的提高而加大、加厚。早前国内的1000MW超超临界机组单列高压加热器只有上海电气集团上海动力设备厂具备制造能力。而今,除上动厂外,东方锅炉厂、哈尔滨锅炉厂等厂家同样具备了生产制造的实力,并具有各自的技术方案。
3.1.1上动厂单列高加技术方案
国内最早具有制造1000MW机组全容量单列高压加热器的制造厂-上海动力设备有限公司,采用美国福斯特惠勒技术。通过计算分析,对高加各个部件均进行了优化,可以将高加总重控制在180吨之内。高压加热器的半球型水室封头壁厚较厚,达到了220mm,在与高加管板的连接处较易产生裂纹,针对这个问题,他们对高加关键部件进行了强度计算及球形封头与管板连接处的有限元应力分析计算,保证其结构的合理性。由于单列高加的大直径,U 型管数多,为了防止在运行中产生振动,在高加的凝结段采用了福斯特惠勒公司的蒸汽自动补偿技术,在凝结段中不采用蒸汽强制流动,凝结段隔板采用大隔板,仅起支撑传热管的作用,并在隔板周边加开蒸汽通道,使蒸汽可以在高加壳体中自由流动,而不采用传统的强制流动的隔板。再利用U 型管中蒸汽凝结成水时体积的急剧变化而产生的局部真空使周边的蒸汽自动流入。这样一方面避免了运行中的汽液两相冲击;另一方面也抑制了管系振动。而在高加的过热冷却段和疏水冷却段采用的是强制流动,采用从F.W.公司引进的管系振动设计,对每段U 型管的无支撑长度进行计算,合理的布置隔板间距,在减少阻力和防止振动中取得最佳点。此外,对U型管弯头处加装防振栅架,防止其振动。
为了减少高加管板的热应力,在过热段可以采用封闭式的包壳,使过热蒸汽对管板不进行接触,汽侧管板接触到的仍是饱和温度,使管板两侧的温差降到最小,从而减少热应力对高加管板的影响。

图3 外置式串联蒸汽冷却器
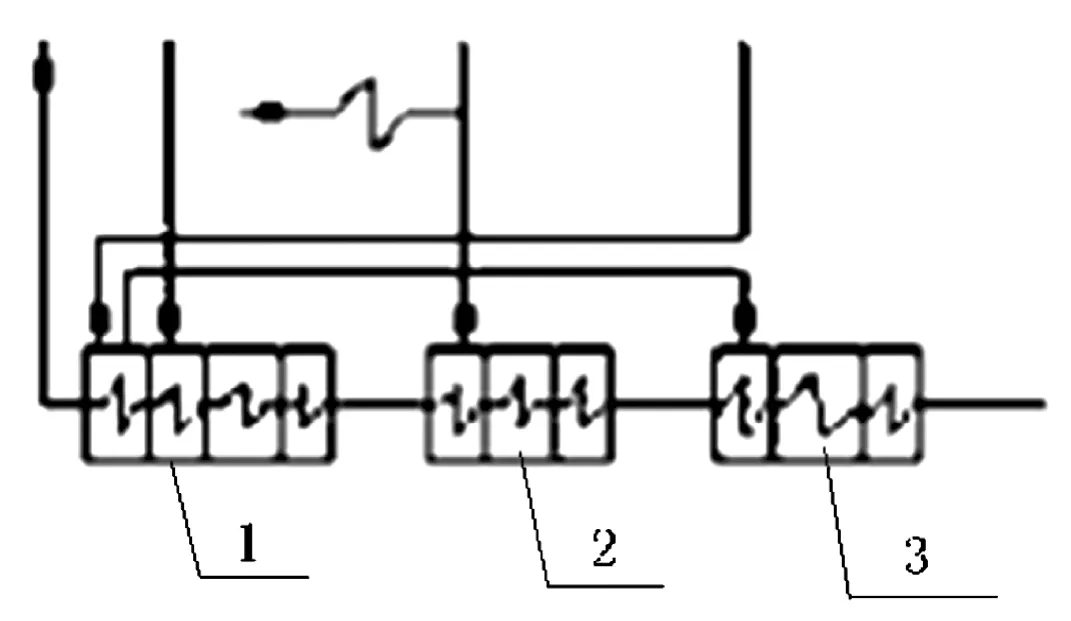
图4 增加外置式蒸汽冷却器
上海动力设备有限公司的全容量单列高压加热器的典型参数如表1:
3.1.2东锅厂单列高加技术方案
东锅厂单列高加水室为半球型封头加自紧密封人孔结构,水室内部装分程隔板组件、给水进口端的换热管装有不锈钢防冲套管。水室人孔采用高压人孔自紧密封结构(伍德式密封——四合环式),密封可靠、拆卸方便(无需专用拆卸工具),便于检修。如图1:
水室分程隔板组件由水室隔板、三块盖板(左、中、右)、门板及紧固件等组成,盖板与门板的连接采用螺纹连接形式,通过常用工具即可实现水室进出水两侧的检修。而且,在给水进口管于水室内侧端面上预留有M 10螺孔,检修时可使用随机提供的检修螺栓M 10× 20将检修用盖板固定在给水进口管端部,方便检修并防止杂物落入给水管道。门板与盖板采用弹簧垫圈并且双螺母的结构,可以有效避免运行中螺母脱落的情况发生。门板厚度达到40mm,盖板厚度为20mm,有足够的刚性,可以有效抵抗给水冲击。如图2:
水室封头采用13MnNiMo54材料,同设计参数下其计算所需厚度远低于SA-516GR70钢板,人孔筒节和给水进出口母管分别采用20MnMoNb锻件材料。管系由管板、U型管、隔板(折流板及支撑板)、定距管、拉杆、中心管式抽空气管(不凝气体抽出管)、管束抗振结构等组成。管板采用高强度低合金钢锻件20M nM oNbⅣ(JB4726-2000),正面堆焊奥氏体不锈钢,抗热冲击、抗冲刷能力强。相对于20MoMn材料,20MnMoNb计算厚度更低,其热应力更小,在负荷变化时对设备影响更小。传热管根据结构的需要为U型管形式,选用成型优质碳钢管材料SA-556C2,规格为Ф16×2.3,为直接购买的成品U型管,其外径、壁厚、椭圆度、压扁率、粗糙度、表面质量优良,加之U型管弯管部分+相临150mm直段和U形管管端450mm直段进行消除应力热处理,换热管逐根进行涡流、超探等检验,这些措施的采用大大提高U形管的可用年限,并降低管侧运行压降。胀接采用液压胀、焊接采用自动亚弧焊,焊后进行高灵敏度氦检漏,保证换热管与管板连接和密封可靠、高加长期稳定运行。以合理的隔板间距布置、厚壁加强管的布置、(与隔板相焊牢的)履带式导向滚轮和管束底部的角钢支架(外壳筒体内壁)的装设、饱和段支撑板45°方向设置导向支撑板、饱和段管束侧面槽钢加固以及管系尾部U型管弯管段抗振结构的合理布置等提高了整个管系的抗振能力与刚性、同时实现了管系与外壳套装的简便性、可行性。
3.1.3哈锅厂单列高加技术方案
哈锅厂单列高加水室采用半球形大水室结构,低流速,减缓冲蚀,力学性能好。水室分流程包壳采用整体压制的弧形板结构,具有结构简单、补偿热应力性能好等优点。采用可取出的椭圆形自密封人孔盖及带内外加强环的不锈钢柔性石墨垫片,密封可靠,检修方便。管板采用深碗型管板结构。管板力学性能好,边缘区域应力变化平缓;增大了水室空间,降低水室的紊流度,使管端远离给水入口管,降低给水入口涡流对U形管入口部分的冲蚀,减少阻力损失;加大装配和检修空间。管子与管板采用内凹式角焊接接头结构,形成较好的给水流线,降低管端入口冲击,焊接接头受力小。给水入口侧的喇叭形孔的防冲压板并辅助于不锈钢防磨套管,形成了完整的入口防冲蚀结构,可形成最佳的流线形水流,对于管端角焊接接头和U形管入口部分有良好的防冲蚀保护作用。
哈锅厂的全容量单列高压加热器的典型参数如表2:
3.2单列与双列的技术经济比较
为简化高压给水系统,更有利系统的安全运行,目前,高加一般都采用大旁路系统。如果采用双列高加,当1台高加发生事故时,该列高加解列,还有另一列高加继续运行;如果采用单列高加,当1台高加发生事故,该列高加将解列。从这方面讲双列高加的经济性较好,但随着国内制造厂生产能力的提高,产品的安全性能有了很大的保障,所以这方面双列高加所显示出来的优势越来越弱化。由于单列高压加热器的球形水室制造工艺较复杂、锻造管板厚,设备单价略高于双列管高压加热器的价格。但采用单列高加,对于抽汽系统、高压给水系统、疏水系统而言,相比双列系统,减少了给水管道和阀门的数量,各种仪表和高加配套件的数量减少了一半,管路阻力损失和设备维护工作量减少。同时,采用单列高加布置空间要求较小,主厂房更为宽敞,有利于运行巡检及检修维护。
单台机组单列高加与双列高加造价比较见表3:
通过以上对现今国内各高加生产厂制造1000MW级超超临界机组单列高加技术方案的对比了解,以及单列高加和双列高加的经济性比较,得出结论为:单列高加和双列高加的配置方案都是可行的,且单列高加综合费用可节省91.73万元。由于全容量高加给水管道、抽汽以及加热器疏水管道均为单路,相对双列高加,系统简单,管道路少,管系中阀门少,热工测点及控制相对简单,因此运行控制相对较方便。
综合上述因素,本工程采用单列式(1×100%容量)高压加热器的方案是可行的。
4 高压加热器端差优化
目前1、2、3号高压加热器上端差(又为终端温差,即高压加热器进口蒸汽压力下的饱和温度与给水出口温度之差)国内动力厂或辅机厂分别按-1.7℃、0℃、0℃设计,但按《高压加热器: 技术条件》JB/T 8190-1999规定,设有内置式蒸汽冷却段高压加热器的终端温差应不小于-2℃,因此,加热器上端差的取值仍有优化的空间。通过热平衡计算可知,当1、2、3号高加上端差分别为-2℃时,汽机热耗率分别降低0、1、2k J/kW.h;当1~3号高加上端差均为-2℃时,汽机热耗率降低3 k J/kW.h。从上述数据可见,1号高加上端差降低对机组热耗无影响,说明1段抽汽的过热度已得到充分应用。根据与国内制造厂商的交流,高加上端差降低2℃,高加本体设计可不用修改,即可以不增加设备投资。因此,对于1、2高加,上端差降到-2℃,其相应抽汽的过热度就能得到充分利用。如进一步降低上端差,则需要配置外置式蒸汽冷却器,投资增加很多,但机组的热耗没有变化。本工程1、2号高加不考虑配置外置式蒸汽冷却器。对于3号高加,由于其抽汽的过热度大,设置外置式蒸汽冷却器可以提高给水温度约4℃,按给水温度修正曲线估算可降低机组热耗9.3k J/kW.h,按上动厂的方案,外置式蒸汽冷却器仅能通过30%的给水流量,另外70%的流量需经旁路,系统较复杂,如图3所示。
按上述系统配置,进行简单技术经济比较如表4。
由表4可知,3号高压加热器增加外置式蒸汽冷却器,根据厂家提供的热平衡图计算,其收益是十分可观的,当年内就可以收回投资。经过与高压加热器厂交流,如果在1号高加内增加封闭蒸汽冷却器,投资几乎不变,也可以获得相同的效果。即把3号高加外置串联蒸汽冷却器内置于1号高加内,不设置独立的壳体,1号高加过热蒸汽冷却段分隔成两段:高温段和低温段。将1号高加蒸汽冷却段的高温段除留有3段蒸汽进出口外其余部分形成封闭空间。将第3段抽汽先引入1号高加蒸汽冷却段的高温段,放出部分过热后再引入3号高加过热蒸汽冷却段,第1段抽汽从1号高加过热蒸汽冷却段的低温段引入,如图4所示。
综上所述,本工程设计采用3号高加采用外置式蒸汽冷却器置于1号高加内方案,2号高加上端差取-2℃,机组分别可降标煤耗9.3k J/kW.h、1k J/kW.h,结合发电标煤耗分别约为0.341、0.037g/kW.h。按机组年运行5500小时、标煤价格1030元/吨计算,每年节省运行分别费用193.41、20.80万元。
5 结语
通过以上对国内各高加生产厂制造1000MW级超超临界机组单列高加技术方案的对比分析,以及对单列高加和双列高加的经济性比较,得出结论为:博贺工程采用单列高加和双列高加的配置方案都是可行的,而单列高加综合费用可节省~91.73万元。由于全容量高加给水管道、抽汽以及加热器疏水管道均为单路,相对双列高加,系统简单,管道路少,管系中阀门少,热工测点及控制相对简单,因此运行控制相对较方便。另外,当2号高加上端差降低至-2℃时,每年可节省运行费用20.80万元,3号高加采用外置式蒸汽冷却器每年可节省运行费用193.41万元。综合上述因素,博贺电厂工程确定采用单列式(1×100%容量)的高压加热器,且2号高加上端差设计优化为-2℃, 3号高加采用外置式蒸汽冷却器置于1号高加内的设计方案是经济可行的。
[1]冉景煜.热力发电厂[M].北京:机械工业出版社,2010.
[2]李勒道,刘志珍.热力发电厂热经济性计算分析[M].北京:中国电力出版社,2008.
[3]邱丽霞.热力发电厂[M].北京:中国电力出版社,2013.
[4]周锐.1000MW超超临界机组高压加热器选型探讨[J].热机技术, 2007(3).
[5]栾义,张野虎,邱云峰.1000MW机组高压加热器配置方案浅析[J].科技信息,2010(35).
[6]马晓峰,李宏保.1000MW汽轮机组单/双例高压加热器选型[J].黑龙江电力,2008(6).
[7]徐传海.1000MW机组高压加热器上端差取值建议[J].电力建设, 2007(7).
[8]胡振东.1 000MW机组高压加热器配置分析[J].华北电力大学, 2013.
吴桂年(1967—),男,广东茂名人,工程师,主要从事发电厂的运行及电厂筹建的设备技术的管理。
