城市污泥厌氧消化工艺设计与运行研究
2015-11-25杨俊杰
杨俊杰
(河南省固体废物管理中心,河南 郑州 450004)
污泥是污水处理厂在污水处理过程中产生的,通常含有大量的病原微生物、寄生虫卵、难降解有机物等有毒、有害物质,如不经有效处理处置,将对环境造成严重的危害。目前常见的污泥处置技术有填埋、焚烧、堆肥、污泥消化等[1],不同的污泥处置技术各有其特点。目前,卫生填埋仍是我国主要的污泥处理处置方式,但80%~90%的污泥未经过稳定化、无害化处理。厌氧消化不仅能稳定化处理污泥,还能利用污泥中的生物质能,其产生的沼气也可加以利用,能大大降低污泥处理成本,其在国外已成为主要的污泥处理处置方式[2]。本文重点研究污泥厌氧消化生物制气技术,旨在为城市管理者和城市污水处理厂在选择污泥处理处置技术时提供依据和参考。同时对于改进和完善污泥厌氧消化技术,促进污水处理厂污泥安全有效处置,改善环境质量具有重要意义。
1 工艺概述
本研究采用世界先进的污泥厌氧消化生物制气处理工艺。工艺流程包括污泥稀释前处理、厌氧发酵、沼气净化、沼液浓缩、沼渣干燥碳化五个部分,具体如图1所示。
污泥的处理处置中充分利用了污泥中有机质的热量,通过厌氧发酵处理产生大量沼气,污泥量可以减少50%以上,实现污泥的减量[3];通过对厌氧发酵后的沼渣进行压缩、干化(碳化)可以作为肥料用于绿化和还田;厌氧发酵后的浓缩液中氨氮含量比较高,进行预处理后转化为液态的氮肥,可用于农田和园林、绿化等。通过多种技术的集成,最终实现国家环保部关于污泥“减量化、稳定化、无害化、资源化”的要求。

图1 污泥处理工艺流程图
2 污泥厌氧消化系统设计
2.1 厌氧消化技术原理
厌氧消化系统主要是将前处理升温调节后的污泥物料进行无害化、减量化、资源化处理。其生化处理工艺是在缺氧情况下,利用自然界固有的微生物厌氧菌(特别是甲烷菌),将有机物转化为沼气和沼肥的过程。
厌氧消化的作用机理有两段论、三段论、四段论之分,三阶段理论是目前得到大家公认的一种理论[4],包括水解和发酵阶段;产氢产乙酸阶段:产氢产乙酸菌,将丙酸、丁酸等脂肪酸和乙醇等转化为乙酸、H2/CO2;产甲烷阶段:产甲烷菌利用乙酸和 H2、CO2产生CH4[5]。

图2 厌氧反应的阶段理论
产甲烷反应是厌氧消化过程的控制阶段,因此,一般来说,厌氧生物处理的影响因素主要是影响产甲烷菌的各项因素,包括温度、pH值、氧化还原电位、营养物质、F/M比、有毒物质等。
2.2 厌氧消化处理工艺关键技术参数
本文所述污泥厌氧消化工艺采用完全混合厌氧反应器(CSTR),它在沼气发酵罐内采用搅拌和加温技术,使沼气发酵速率大大提高。其特点是:固体浓度高,TS(8%~12%),可使污泥全部进行沼气发酵处理;处理量大,产沼气量多,便于管理,易启动,运行费用低。由于这种工艺适宜处理含悬浮物高的有机物污泥,具有其他高效沼气发酵工艺无可比拟的优点,在欧洲等沼气工程发达地区被广泛采用。其主要关键参数见表1。

表1 完全混合厌氧反应器内污泥厌氧消化工艺参数
2.3 厌氧消化关键设备技术参数
2.3.1 厌氧消化设备选择
厌氧发酵技术的关键在于发酵罐的选择、设计和建造。不同形状的发酵消化池具有不同的优缺点,通过对国内外成熟技术的对比,从而选择具有高效、低成本、安全、可靠的池型和池体。消化池的池形样式较多,基本池形有龟甲形、传统圆柱形、卵形和平底圆柱形。本工艺采用“平底圆柱形Lipp消化罐”作为污泥厌氧消化反应器,这是由于Lipp消化罐的投资少,建设周期短,运行维护费用低。
2.3.2 厌氧消化设备技术特点
Lipp消化罐采用产气、贮气一体化结构,适合有机物原料TS(8%~12%),非常安全可靠,冬季也能正常运行。其结构特点:一体化沼气发酵装置下部为发酵部分,罐内安装侧搅拌器,罐壁上安装增温管,利用发电机锅炉余热增温;罐体上部为双膜式柔性贮气柜,用于收集、贮存和输送沼气,其中外膜保护并维持贮气柜的结构,内膜收集并贮存沼气。贮气柜通过支撑鼓风机的充气,调整并维持内外膜之间夹层中的空气压力,并将内膜内的沼气送入输气管道,供发电机使用。

图3 发酵装置
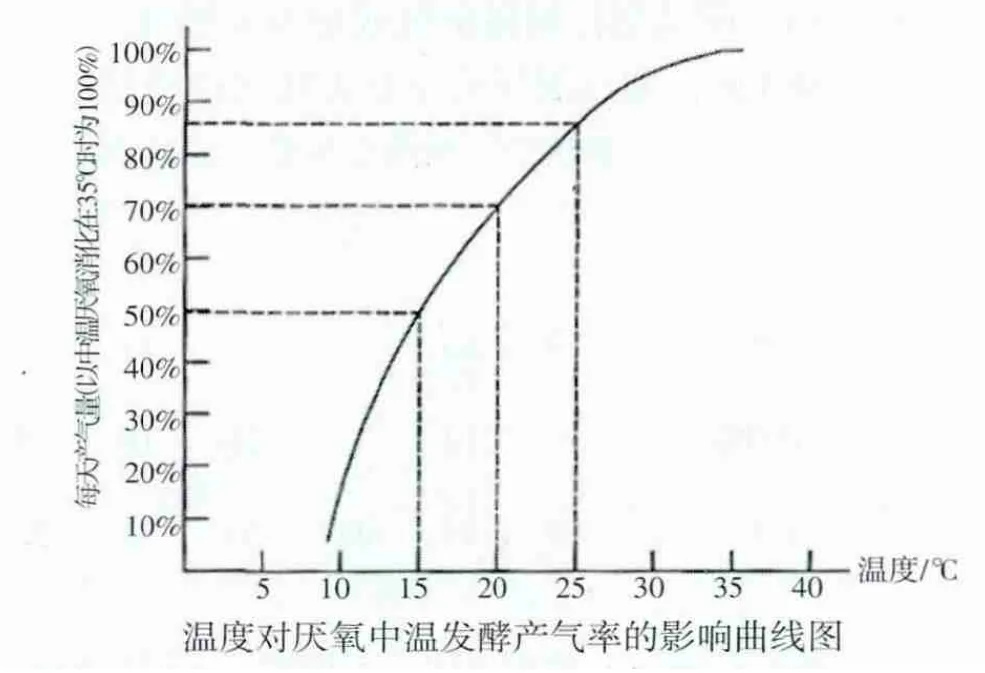
图4 温度对厌氧发酵产气率影响
厌氧消化反应过程受温度影响很大,如图3、4所示。本工艺厌氧处理单元设计为中温,其最佳温度范围为35~38℃。为了保证厌氧反应在冬季仍可正常运行,必须对系统实施增温和整体保温措施。
3 沼气处理系统设计
厌氧发酵罐刚产出的沼气是含饱和水蒸气的混合气体,除含有气体燃料CH4和CO2外,还含有H2S和悬浮的颗粒状杂质。H2S不仅有毒,而且有很强的腐蚀性。过量的H2S和杂质会危害后续设备管道阀门的寿命,因此需进行脱硫、气水分离等净化处理,其中沼气的脱硫是其主要问题。因此,污泥厌氧消化所产生的沼气在贮存和利用之前必须经过脱水脱硫处理。沼气经脱水、脱硫处理后,若要达到天然气的品质要求,还需要进行脱碳处理。
3.1 H2O的脱除
不同的温度下沼气中饱和水蒸气的含量不同,在35℃时水的含量接近5%,在输入天然气管网前沼气中的水必须去除。针对不同的净化工艺,在各个阶段有不同的方法。在压缩之前需除去冷凝水,这样在洗涤去除CO2和H2S工艺中就不需要再对气体进行干燥,在吸收净化工艺之前也常常需要对气体进行干燥。气体干燥最常用的方法为冷凝法,即在热交换系统中通过冷却器冷却气体而除去冷凝水。这种方法由于是在热交换器的表层冷却,通常比露点低0.5~1℃,为了取得更低的露点,必须在冷凝之前先压缩气体,然后再释放到需要的压力。
3.2 H2S的脱除
不同的去除工艺有不同的去除率,应根据净化要求选择不同的工艺。从经济成本、运行效果等综合因素上考虑,本研究中H2S的去除采用生物脱硫。沼气中的H2S可以被脱硫微生物氧化为单质S,同时利用沼气中的CO2作为其碳源。根据沼气中不同的H2S含量,向沼气中通入2%~5%的空气,以满足脱硫微生物的需要。在大型沼气工程中,水洗和生物脱硫常常被联合起来用以去除H2S,将废水或者沼气罐中的上清液从脱硫塔的顶部通入,沼气从底部通入,进入脱硫塔前的沼气中通2%~5%的空气,脱硫塔为水吸收H2S和脱硫微生物的生长提供充足的接触面积。
3.3 CO2的脱除
沼气中CO2的去除采用物理和化学吸收方法,即使在气体压力很低的情况下也能对其进行有效分离,而且工艺流程比较简单,需要的基础投资和成本相对较低。CO2脱除常用的吸附剂为Selexol,主要成分为二甲基聚乙烯乙二醇(DMPEG)。水和卤化烃(主要来自填埋场沼气)也可以用Selexol洗涤去除,使用水蒸气或者惰性气体吹脱Selexol进行再生。
4 污泥厌氧消化系统的调试运行
4.1 工艺设计参数
设计的污泥厌氧消化工艺参数见下表。
由表2可知,本研究设计污泥处理量为10t/d,采用中温湿式厌氧发酵处理含水率90%的污泥,发酵温度为33~35℃;采用单池体积为500m3LIPP厌氧罐,厌氧罐内有机负荷为1.56kgVSS/m3.d;为了实现厌氧罐内高浓度污泥的完全混合效果,采用机械与沼气搅拌两种搅拌方式对含固率为10%的污泥进行搅拌;采用热水对污泥进行加热及保温,保证污泥的发酵温度在33~35℃范围内。
4.2 调试运行期间污泥泥质分析
调试运行期间污泥泥质数据见表3。
污泥进入厌氧发酵罐内进行厌氧发酵处理的过程中,主要检测污泥的pH、氧化还原电位、脂肪酸以及碱度,由该类指标表征污泥厌氧发酵的过程及厌氧发酵的程度。由表3可知,污泥在厌氧发酵过程中pH值在7.10~7.50之间波动;厌氧发酵初期,污泥中的pH逐渐降低;到厌氧发酵后期,污泥中的pH逐渐升高。这表明,在污泥厌氧发酵初期,在产酸菌的作用下,污泥被消解生成有机酸,从而使污泥的pH降低;在厌氧发酵后期,厌氧发酵菌将污泥中的氮元素降解为氨,从而使污泥的pH呈现升高状态。在整个厌氧发酵过程中,污泥的氧化还原电位均在-100~-200mV之间,这表明,污泥在厌氧发酵过程中均为厌氧或无氧状态。污泥中脂肪酸含量的变化趋势与污泥厌氧消化过程中的pH变化趋势相似,同样可以证明污泥厌氧发酵的初期产酸过程。
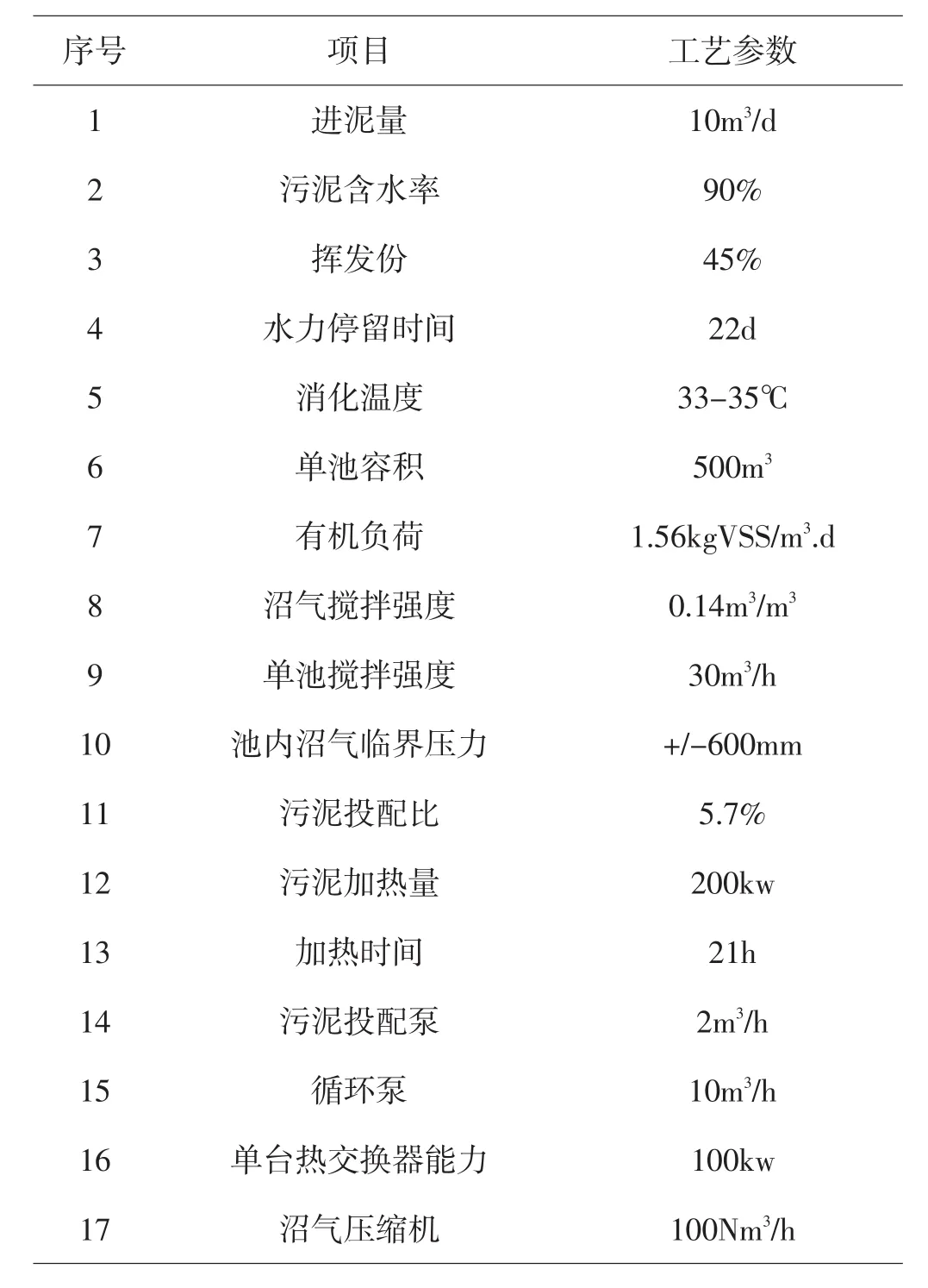
表2 污泥厌氧消化工艺参数

表3 调试运行期间污泥泥质
4.3 调试运行期间沼气成分及天然气
调试运行期间沼气成分及天然气指标见下表。

表4 调试运行期间沼气成分分析(%)
表4为厌氧发酵过程中,不同阶段沼气中甲烷、二氧化碳以及氮气的含量变化情况。从表4可以看出,厌氧发酵的不同阶段,沼气中甲烷气体的含量呈现不断升高趋势,最后趋于稳定状态。由表4可知,厌氧发酵过程逐渐趋于稳定,沼气中甲烷的含量达到最大值;沼气中的二氧化碳的含量在厌氧发酵过程中基本上在一个范围内波动;沼气中氮气的含量呈现逐渐降低,最后趋势稳定。由此可知,在厌氧发酵后期,污泥中的氮元素大部分转化为离子态氨氮类物质,致使沼气中的氮气含量降低。
本工艺所产生的沼气,经过脱水、脱硫、脱碳处理后,制备成天然气(生物燃气),其主要性能指标见表5。
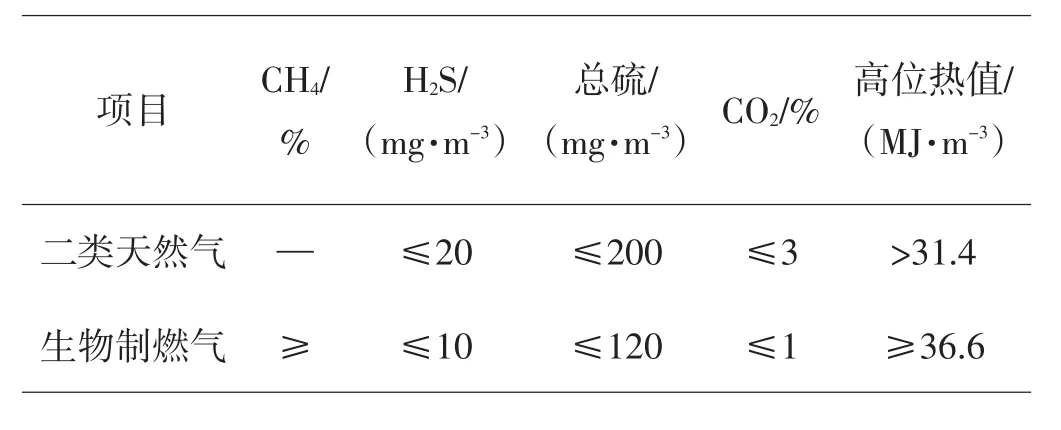
表5 沼气制备的生物燃气指标
由表5可知,污泥资源化处理得到的生物质燃气超过国家二类天然气技术标准,可以直接并入管网或用于汽车加气。
4.4 正常运行参数
污泥厌氧消化正常运行参数见下表。

表6 污泥厌氧消化正常运行参数
由表6可知,污泥在厌氧罐内达到稳定状态后,其各项指标均满足厌氧消化系统的设计要求。
5 结论
目前,各地都在积极探索污泥处置的工艺、方法,寻找适合本地区的污泥处置方案。本研究通过中温厌氧发酵技术对污泥进行处理,通过专性厌氧菌控制技术,降解污泥中的有机物,生成甲烷气体;通过沼气提纯技术制备天然气,提供洁净能源。该技术及工艺为污泥的清洁生产工艺,在整个工艺流程中,实现资源化,达到零排放,无二次污染。
[1]马士禹,唐建国.陈邦林.欧盟的污泥处置和利用[J].中国给水排水,2006,22(4):102-105.
[2]Kelessidis A,Stasinakis A S.Comparative study of the methods used for treatment and final disposal of sewage sludge in European countries[J].Waste Manag,2012,32(6):1186-1195.
[3]张少辉,华玉妹.污泥厌氧消化的强化处理技术[J].环境保护科学,2004(5):13-15,27.
[4]陈坚.环境生物技术[M].北京:中国轻工业出版社,1999.
[5]张自杰,等.排水工程(下册)第四版[M].北京:中国建筑工业出版社,2002.
