基于PLC 的沥青混合料搅拌站控制系统设计*
2015-11-18李松,潘丰
李 松,潘 丰
(江南大学 轻工过程先进控制教育部重点实验室,江苏 无锡 214122)
0 引言
随着我国公路建设事业的快速发展,尤其是高速公路的飞速建设,对高质量沥青混合料的需求在不断地增加。沥青混合料搅拌设备作为沥青路面机械化施工的关键设备,提高沥青混合料搅拌设备的稳定性、提高设备的自动化程度和生产率是工作的重点[1-2]。级配精度的保证是沥青混合料搅拌设备的基本功能之一,而国内众多设备由于各种问题的限制,级配精度往往得不到保证[3]。
沥青混合料生产过程主要特征是各种成分是分批次计量,依事先设定顺序投入搅拌器进行强制搅拌,卸出搅和好的成品料后,接着进行下一个循环,形成周而复始的循环作业过程[4-5]。
本研究综合考虑开发成本及控制系统的性价比,采用PLC 来对沥青混合料生产过程进行控制。
1 沥青混合料生产工艺和控制要求
沥青混合料搅拌站控制系统工艺流程主要包含混合料生产工艺流程与除尘流程[6]。
该系统将不同规格的砂石料装入对应的冷料仓内,经由平皮带给料机,斜皮带机输送到干燥滚筒。干燥滚筒以逆流加热的方式将砂石料烘干加热到一定温度(控制系统自动调节燃烧器的火焰),由于滚筒的转动,砂石料被筒内的叶片反复提升、落下,形成料帘,增强了换热效果,并且借助于滚筒的倾角,砂石料在加热的同时不断向前移动;从滚筒出口出来后,连同除尘器收集的粗粉一起,由热骨料提升机提起,卸入到热骨料筛分机中。
从烘干滚筒排出的高温含尘烟气进入袋式除尘器,净化后的烟气由引风机直接排入大气。系统要求最多需要12个除尘气缸,但是也会根据实际需求切换气缸个数,设定一定的开启与关闭时间后除尘气缸循环开启。
该系统通过筛分机将热骨料筛分成若干种规格(不同设备要求不同),分别流进若干个热料储仓存储起来。按照设定的配比,不同规格的骨料按照设定的次序分批投入骨料计量秤内累加计量;同时沥青供给系统送来的热沥青和矿粉供给系统送来的矿粉,分别按设定的配比投入到各自的计量装置内计量。计重完毕后,骨料先进入拌缸进行干拌,干拌时间一般为20 s~40 s,干拌结束矿粉和沥青分别投入到拌缸内进行强制搅拌。搅拌时间的设定以骨料、沥青、矿粉放到拌缸至成品料搅拌均匀为止,一般为25 s~40 s。拌缸门打开延时的设定时间,以拌缸门打开后成品料放完的时间为准,一般为7 s~12 s。拌缸门关闭延时是拌缸关上需要的时间,一般为3s~6 s。如果用行程开关,就以开关到位作为标准。搅拌好的成品料可直接卸到运料自卸卡车中。沥青混合料搅拌设备工艺流程如图1 所示。
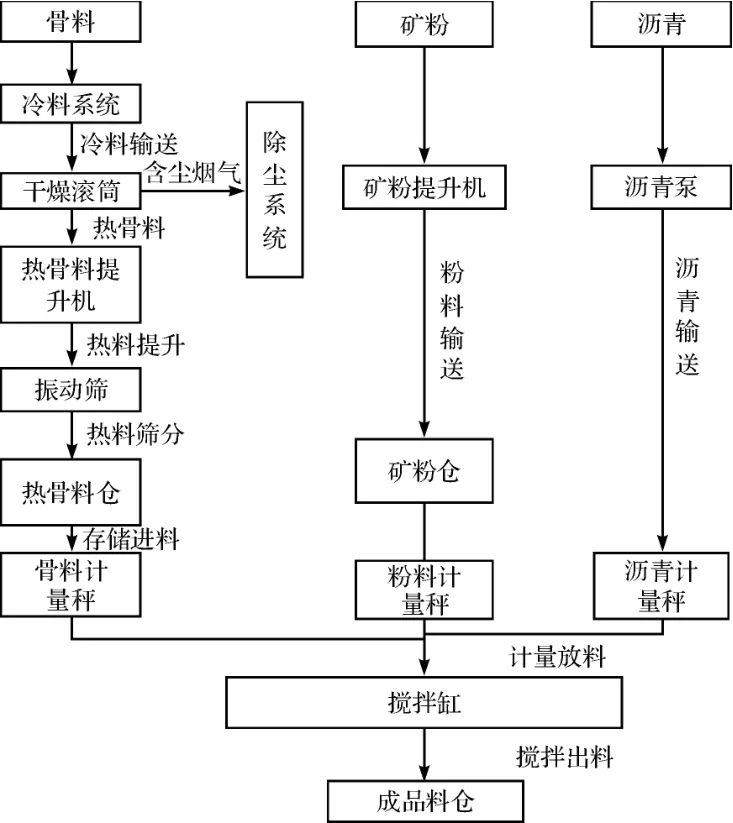
图1 沥青混合料搅拌设备工艺流程
沥青混合料搅拌站控制系统按照工艺要求主要分为以下几个部分:电机启停部分、布袋除尘部分、物料进料称量部分、物料放料搅拌部分和搅拌结束出料部分。
(1)电机启停部分。要求有电机一键全开和手动单独开两种方式。电机可以选择是否连锁控制,当连锁时,有一个电机出现故障,其连锁控制的电机就自动关闭。比如石料提升机出现故障,冷料斗、燃烧器、平皮带和斜皮带均会停止,因为当石料提升机出现故障时继续往石料提升机运送原料会导致原料堆积浪费。
(2)布袋除尘部分。根据要求,布袋除尘气缸在不同的设备中数量是不同的,而且数量可以进行切换,而且切换数量后循环的气缸数也会自动变化。
(3)物料进料称量部分。骨料、粉料和沥青按设定重量自动进料和称量系统使用二次称量结合冲量矫正的方式来确保骨料的进料进度和骨料与沥青比的稳定。系统要求的计量精度要求如下:
①骨料计量精度±0.5%;
②粉料计量精度±0.5%;
③沥青计量精度±0.3%;
④骨料与沥青比精度±0.5%。
同样骨料斗的数量也是根据不同的设备会变化,因此同样需要进行切换。
(4)物料放料搅拌部分。骨料进料完毕先进入拌缸进行干拌,干拌时间可选,时间到进矿粉和沥青,这时开始计搅拌时间。每种原料放入拌缸后,对应放料阀关闭,此时对应原料自动开始下一轮进料过程。
(5)搅拌结束出料部分。搅拌时间到,根据是否有接料车决定是否放料,同时可以手动或自动控制接料小车向某一方向运动将出料运入某仓库并返回。
2 控制系统设计
2.1 沥青混合料搅拌站控制系统硬件架构
沥青混合料搅拌站控制系统选择西门子S7-300 PLC作为控制器,并配有各种拓展功能模块实现要求功能。
PLC 的数字量输入点主要包括电机启动的反馈点、变频器故障点和检测骨料仓矿粉仓料位点。数字量输出点主要包括电机的启停点、变频器加减速点和阀门开关点。模拟量输入点主要包括温度检测、电流检测、速度检测、料位检测与秤重量检测。本研究选用的模拟量模块通过软件调节可以改变模块接口电路从而可以检测不同的标准输入信号[7]。
控制系统的结构框图如图2 所示。
2.2 沥青混合料搅拌站控制系统软件设计
PLC 程序以梯形图为编程语言,采用模块化的编程思想[8-9]编写电机启停程序、模拟量采集程序、配料程序、布袋除尘气缸循环程序和报警指令程序。编程软件首先需要添加系统硬件配置,并下载好配置。

图2 控制系统结构框图
2.2.1 电机启停模块
电机启停程序主要包括电机的手动和自动启停,如电机的一键启动、电机手动开启与关闭、是否启用电机的联锁控制以及电机联锁部分。
2.2.2 模拟量采集模块
CPU 只能以二进制形式处理模拟量,根据测量的方法不同,可以将电压、电流和电阻等不同类型的传感器连接到模拟量输入模块,模拟量输入模块自带模数转换,可以将标准模拟量信号转换为CPU 可以处理的数字量。模拟量采集程序就是根据采集到的数值进行计算得到模拟量实际值。
下面以沥青泵电流检测为例说明模拟量采集的过程。首先,检测沥青泵电流的电流互感器将检测到的电流值转换为标准电流信号输出(将交流0~500 A 电流转换为直流4 mA~20 mA 标准电流信号输出),互感器输出接到SM331 模拟量模块,通过软件调节可以改变模块接口电路从而可以检测标准的电流信号,SM331 模拟量模块将4 mA~20 mA 标准电流信号转换为CPU 可以处理的0~27 648 范围的数字量,然后经过内部程序处理计算得到模拟量实际值。具体处理程序如图3 所示。
本研究根据CPU接收到的模拟量模块转化的数字量信号,进行一系列处理得到模拟量实际值。首先对数字量信号进行判断,进行上、下限保护,数字量信号如果在0~27 648 范围外,就将0 或27 648 作为数值进行处理,然后利用软件自带的模拟量和工程量转换功能块FC105 进行数值处理,该功能块功能是接受一个整型值(IN),并将其转换为以工程单位表示的介于下限和上限(LO_LIM和HI_LIM)之间的实型值,将结果写入OUT。数值转换功能使用如下式所示:
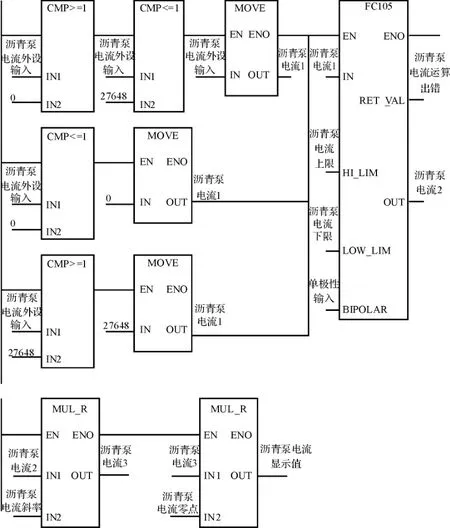
图3 模拟量处理程序

在本例中,下限和上限(LO_LIM和HI_LIM)分别代表电流互感器的量程范围下限与上限。常数K1和K2 根据输入值是双极性(BIPOLAR)还是单极性(UNIPOLAR)设置。
BIPOLAR:假定输入整型值介于-27 648 与27 648之间,因此K1=-27 648.0,K2=+27 648.0。
UNIPOLAR:假定输入整型值介于0和27 648 之间,因此K1=0.0,K2=+27 648.0。
本例为单极性输入,如果输入整型值大于K2,输出(OUT)将钳位于HI_LIM,并返回一个错误。如果输入整型值小于K1,输出将钳位于LO_LIM,并返回一个错误。
最后将输出(OUT)乘以斜率并加上零点,这样可以在数值出现斜率偏差或者零点漂移时进行调整。
2.2.3 配料模块
整个配料过程比较复杂,包含的工艺流程比较多,包括3 种原料的进料计量过程、计量完毕进入拌缸搅拌过程、搅拌完毕出料过程和小车接料卸货过程,配料程序主要包括上述过程的控制。
2.2.4 布袋除尘气缸循环
骨料经过燃烧器加热后,排出的烟尘进入袋式除尘器,数量不定的除尘气缸需要循环开启关闭,布袋除尘气缸循环程序即为上述过程的控制。
2.2.5 报警指令模块
报警指令主要包括各种模拟量的上、下限报警指令、电机故障报警指令和拌缸门小车门开关限位报警指令等。
3 沥青混合料配料计量控制
由于骨料和沥青均是根据设定值来进行计量,如果计量精度足够高的话,可以达到误差范围内的骨料与沥青比和骨料总进量。但是由于骨料每次进料质量很大,在实际过程中会出现骨料计量精度符合要求,偏差却太大,导致骨料与沥青比不符合要求;或者当各类骨料均出现同向称量偏移时会导致骨料总进量偏差过大的问题[10-11]。
3.1 原料的计量方法
为了达到系统所要求的计量精度,原料的计量有一次称量和二次称量两种方法。二次称量包括第一次粗称和第二次精称,粗称时放料仓门全开,称量到设定值的80%时,将仓门关闭一半,进行第二次精称,当进料达到设定值减去落差补偿值再加上骨料冲量矫正值时,放料仓门关闭。由于放料仓门与计量秤相距有一米左右,当放料仓门完全关闭后,在空中仍有原料未落到计量秤中,实际计量的量会比关闭仓门时的量多一些,多出的量基本固定在某个值左右,落差补偿值就是指实际计量的量比关闭仓门时的量多出的重量值。一次称量是指放料仓门全开,当进料达到设定值减去落差补偿值时,放料仓门在PLC 的控制下提前关闭。
骨料计量采用二次称量结合冲量矫正的方法,按照设定的配比,不同规格的骨料按设定的次序分批投入骨料计量秤内累加计量,沥青计量采用一次称量结合冲量矫正的方法,矿粉计量采用一次称量的方法。矿粉计量过程如图4 所示。
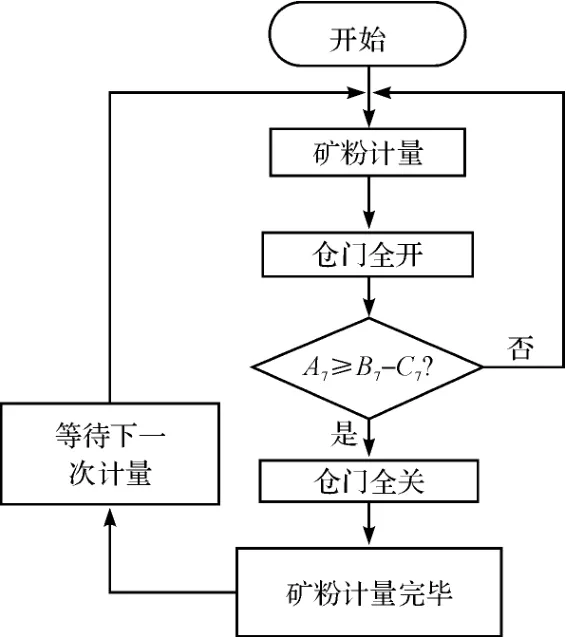
图4 矿粉计量过程
3.2 骨料与沥青比精度的控制
系统的控制要求中,骨料和沥青称量值的比例是很重要的一项要求,骨料与沥青比对产品质量的影响尤为明显,所以控制这一项指标十分必要。
由于骨料和沥青是根据设定值来进料计量,如果计量精度足够高的话,可以达到要求的骨料沥青比,但是由于骨料每次进料质量很大,在实际过程中会出现骨料计量精度符合要求,偏差却太大,导致骨料沥青比不符合要求。
这里采取的措施是二次称量结合冲量矫正的方式,其中冲量矫正又分为骨料冲量矫正和沥青冲量矫正。骨料冲量矫正是指根据前面已经进料完毕的骨料设定重量与实际进量的差值调整下一个进的骨料的冲量矫正值,设Ai代表进料顺序为i 的骨料计量值,Bi代表进料顺序为i 的骨料设定值,Di代表进料顺序为i的骨料冲量矫正值,骨料冲量矫正值取设定重量与实际进量的差值,骨料冲量矫正计算公式如下式所示:

当骨料进料达到设定值减去落差补偿值再加上冲量矫正值时,放料仓门关闭。
沥青冲量矫正是指根据全部骨料设定总量与实际进入重量的差值,调整沥青的冲量矫正值,设定B8代表沥青设定进量,D8代表沥青冲量矫正值,则沥青冲量矫正值计算公式如下式所示:

当沥青进料达到设定值减去落差补偿值再加上沥青冲量矫正值时,关闭沥青泵。
以冲量矫正为例,主要处理程序如图5 所示。

图5 冲量矫正程序
如图5 所示,落差补偿值与冲量矫正值的差计为关闭放料仓门提前重量,即当进料达到设定值减去关闭放料仓门提前重量时,放料仓门关闭。
骨料计量过程如图6 所示。
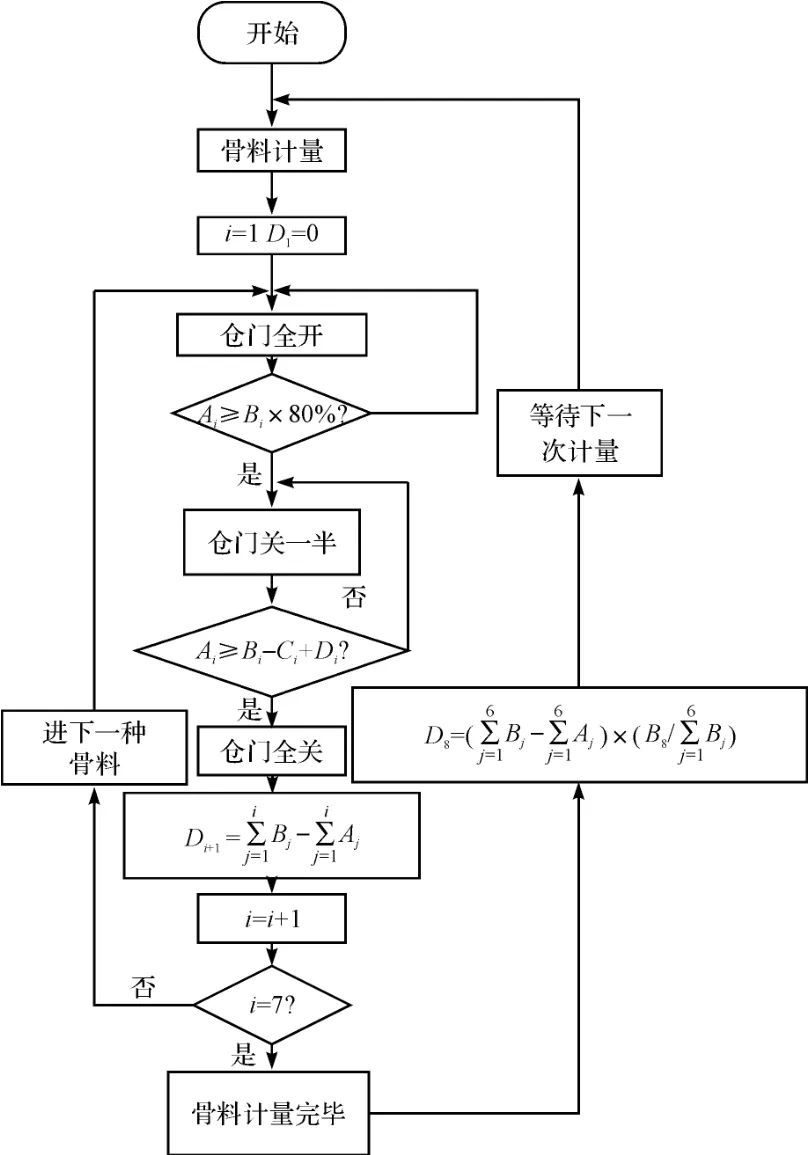
图6 骨料计量过程
沥青计量过程如图7 所示。
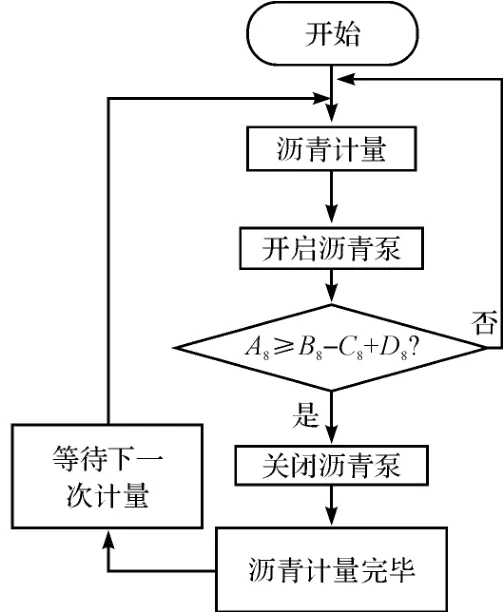
图7 沥青计量过程
3.3 实际使用效果及结果分析
本研究以实际工作中一锅进料数据为例说明,设定一锅总重量为1 000 kg,一锅总重量是指除了沥青外所有原料设定进量,这一锅6 种骨料进料次序为1—6。
实际数据如表1 所示。
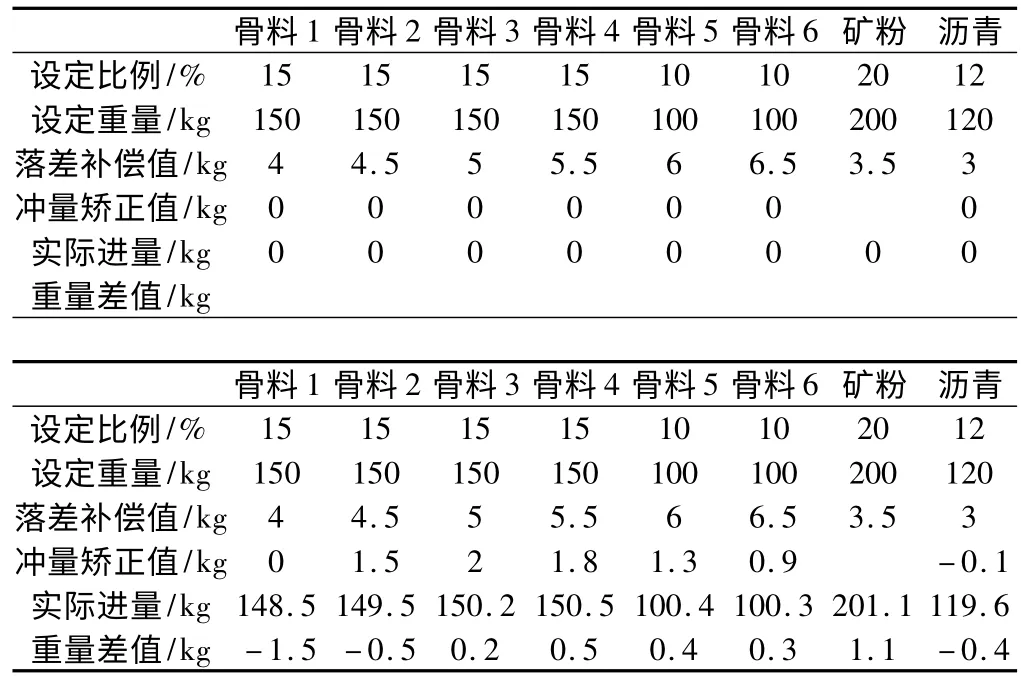
表1 实际数据
6 种骨料的设定重量是根据一锅总重量与各类骨料设定比例的乘积得到,沥青的设定重量是一锅总重量乘以沥青的设定比例得到,矿粉的设定重量是一锅总重量乘以矿粉的设定比例得到,当一锅总重量和所有原料的设定比例添加后自动计算各种原料的设定重量。落差补偿值是根据经验值提前写入的,重量差值为原料计量完毕后实际进料减去设定重量的值,骨料冲量矫正值开始时均为0,在上一个骨料进料完毕后,系统会根据差值调整此骨料的冲量矫正值,6 种骨料进料完毕后,会根据所有骨料设定重量与实际进料的差值调整沥青的冲量矫正值。
表1 前半部分数据为设定数据,即计量开始前的数据。表1 后半部分数据为原料计量完毕后数据,由表2 可知骨料最高计量误差为-0.15%,矿粉计量误差为0.22%,沥青计量误差为-0.08%,各原料计量精度在误差范围内,骨料与沥青比的相对误差要求控制在±0.5%内,实际数据得到实际骨料与沥青比的相对误差为-0.26%,同样控制在误差范围内。
4 结束语
本研究针对沥青混合料搅拌站控制系统,通过对工艺流程和配料过程的分析,将控制过程分为电机启停部分、布袋除尘部分、物料进料称量部分、物料放料搅拌部分、搅拌结束出料部分。西门子300 下位机程序开发过程中,考虑到各个环节的功能实现,将程序按照功能分块,方便后期调试和检查。
对于配料过程,笔者设计了不同原料不同的称量方式。系统的控制要求中,骨料与沥青比对产品质量的影响尤为明显,所以控制这一项指标十分必要,本研究提出采用了二次称量结合冲量矫正的方法,既保证了配料过程的高效,也保证了配料过程的高精度要求。通过后期使用验证,该系统的功能可以得到完整地实现。
[1]李世坤.我国沥青混合料搅拌设备的结构特性和发展趋势[J].建筑机械,2009(11):36-41.
[2]邓 焱.大型沥青混凝土搅拌站应用研究[J].低碳世界,2014(23):337-338.
[3]李家春.提高沥青拌和站骨料级配精度的技术研究[D].吉林大学,2012.
[4]肖远飞.基于组态控制软件分析沥青搅拌站控制系统的设计与实现[J].中国高新技术企业,2015(04):22-23.
[5]白丽君.探究强制式沥青拌合站电气控制系统研究[J].科技资讯,2014(31):83-83.
[6]王广明.高等级公路沥青混凝土路面施工工艺系统控制[J].中外公路,2014(5):81-85.
[7]陈作炳,张自晴,蒋代杰.基于PLC 的烟气道生产线自动化研究[J].机电工程,2015,32(5):642-646.
[8]乔培平.基于PLC 的液压滑台控制系统设计[J].液压气动与密封,2013(11):41-43.
[9]沈叶飞,陈一馨,董华祥,等.压路机施工过程监控信息化管理系统研究[J].筑路机械与施工机械化,2014(12):103-106.
[10]潘广学.沥青路面施工质量的控制措施[J].中国新技术新产品,2014(18):118-118.
[11]梁学锋.公路沥青路面基层施工技术要点及质量控制措施[J].山西建筑,2015(11):213-215.
