大型钢坯加热炉步进梁速度控制研究
2015-11-09郭媛龚云蒋俊
郭媛, 龚云, 蒋俊
(1.武钢大学 信息工程学院,武汉 430081;2.武汉科技大学 机械学院,武汉 430081)
0 引言
大型钢坯加热炉的钢坯输送,采用步进式,这有利于钢坯加热均匀,防止钢坯表面磨损,是目前钢厂加热炉采用较为普遍的一种输送钢坯方式。这种输送方式存在的技术难点是,防止钢坯在升降过程中与固定梁和步进梁发生冲击、不稳定等。20世纪70年代,采用液压传动驱动步进梁后,其运动特性有较大改进,因为是用AD阀(加减速阀),但仍在速度转换时出现冲击,而且节流消耗能量较多。近些年液压伺服元件的发展,将其应用到步进梁的运动速度控制中,有力地提高了步进梁工作性能和提高钢坯质量。
1 液压控制系统简介
液压控制系统一般由:指令元件、比较元件、控制器、比例(伺服)阀、执行机构、被控制对象、检测部分等组成,如图1所示。图1(a)为开环控制系统框图,图1(b)为闭环控制系统框图。
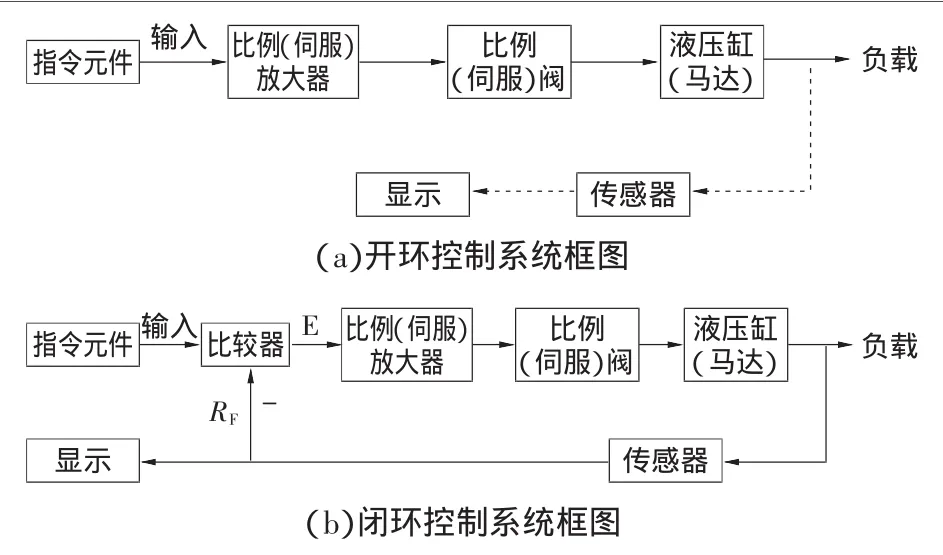
图1 控制系统框图
1)指令元件。计算机、可编程控制器(PLC)、信号发生器、手动电位器等。产生信号类型有模拟(±5 V、±10 V、4-20 mA、0~5 V、0~10 V)和PWM;
2)控制器。兼有比较器作用,将指令信号与实际输出进行比较,对偏差信号进行功率放大,转变为0~3 000 mA之间的控制电流,输入比例(伺服)电磁铁。
3)比例(伺服)阀。是一种电-液转换装置,将比例放大器输入的电流信号通过比例(伺服)电磁铁,转化为推力(力矩),驱动阀芯运动,进行液压功率放大,输出受控的液压能。
4)执行机构。液压缸、液压马达等是一种液-机转换装置,将液压能转化机械能,带动负载。
5)检测部分。一般由传感器及相关显示、转换仪器、电路组成。它将系统的输出位移、压力、流量等物理量直接显示或转化为电信号反馈回去,构成闭环控制,以提高系统控制性能。
2 步进加热炉比例伺服控制系统
在重载工况条件下,速度控制十分重要,若控制不好,会产生冲击和不稳定。我们根据工艺要求,采用了比例伺服控制,其系统构成如图2所示。
步进加热炉内有固定梁和步进梁,步进梁承担托起钢坯和移送钢坯任务,固定梁起支承钢坯任务。步进梁工作步骤为上升→平移前进→下降→平移退回,这样就完成一次送钢工作,经多次循环运动,钢坯便移送到出钢处,也完成了炉内加热,工作过程如图3所示。步进梁步进运动如图4所示。步进梁速度位移曲线如图5所示。

图2 加热炉系统结构简图
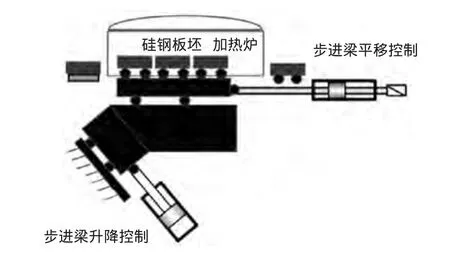
图3 加热炉工作过程简图

图4 步进运动图
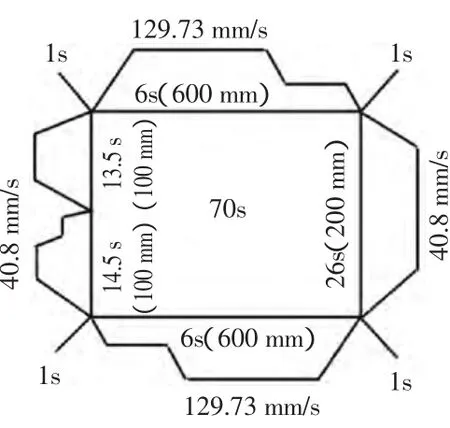
图5 步进速度位移曲线
3 步进加热炉液压系统简介
在步进梁速度控制中,对升降动作采用闭式液压系统。双向变量泵输出的液压油直接通到液压缸油口,液压缸上下运动方向由双向变量泵控制,液压缸的运动速度通过比例阀控制液压泵的变量机构进行,如图6所示。比例阀输出流量大小,由比例阀的输入信号确定[1],其控制原理如图7所示。
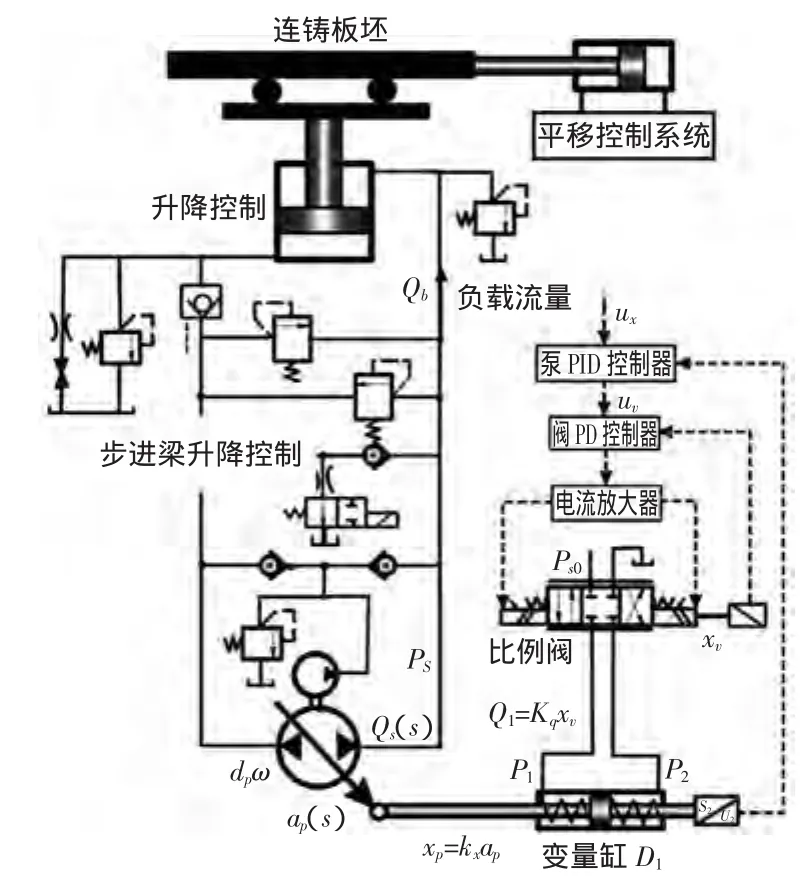
图6 液压控制系统原理图

图7 比例控制原理图
4 PLC控制系统
步进梁电控系统选用了西门子公司的S7-300作为控制器,这种控制器应用领域非常广泛。它具有模块化、无排风结构、实现分布容易、用户容易掌握等特点,使得S7-300能完成各种从小规模到一些中等性能要求的控制任务。S7-300的CPU具有多种性能递增性,同时S7-300的I/O扩展模块具有许多方便的功能,使用户可以完全根据实际的情况选择合适的模块。当任务规模扩大且愈加复杂时,使用附加的模块可以随时对PLC进行扩展。西门子S7-300所具备的强抗振动、高电磁兼容性和抗冲击性,使其工业环境适应性更强。此外,S7-300系列还具有模块结构紧凑,点数密度高,性能优越,性价比高,装卸方便等优点[2-4]。电控系统布局和结构框图如图8、图9所示。
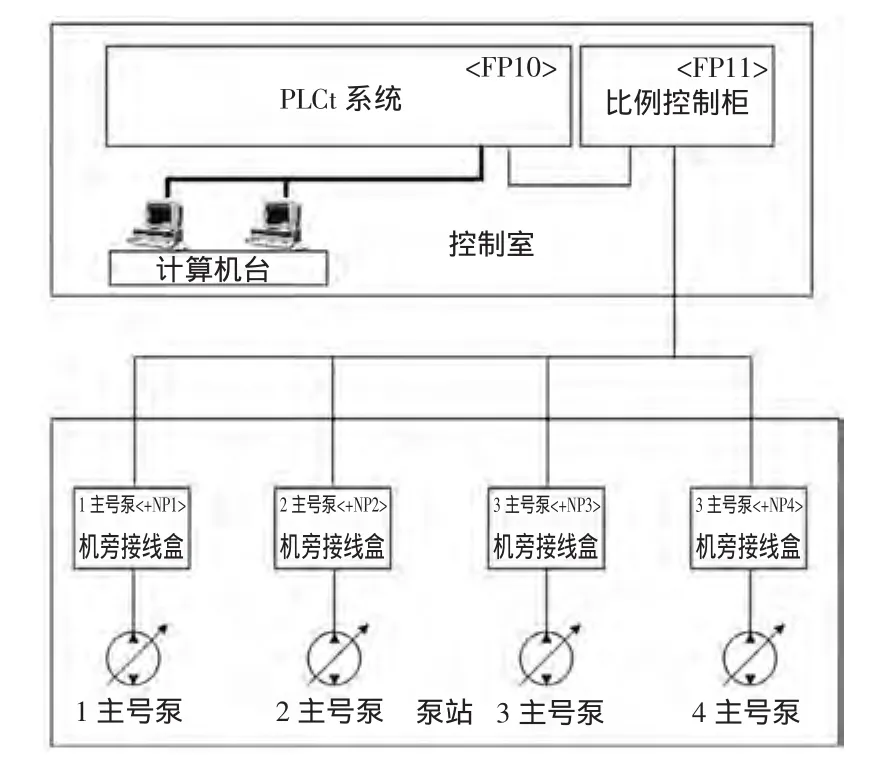
图8 电控系统布局图

图9 电控系统结构的框图
通过对控制任务和控制对象进行分析和统计,该系统需要以下不同的I/O点:
数字量输入点(DI)共32个点。其中24点接收炉体、进钢和出钢辊道上限位行程开关信号,另外8点分别用来设置四个比例放大器的状态。
数字量输出点(DO)共5个点。其中4点是用来控制放大器使能继电器;另外1点用来控制故障声光报警。
模拟量输入点(AI)共25个点。其中4点用于4台泵的手动;4点用于4台泵的倾角传感器;4点用于4台泵的零点调整;8点用于4台泵的比例电磁铁;5点用于炉床驱动升降和平移缸的位移。
模拟量输出点(AO)共16个点。其中4点用于4台泵的比例放大器;4点用于4台泵的比例放大器给定值的仪表显示;4点用于4台泵的比例电磁铁实际的电流仪表显示;4点用于4台泵的流量仪表显示。
该系统所需要的一些PLC控制模块如表1所示。
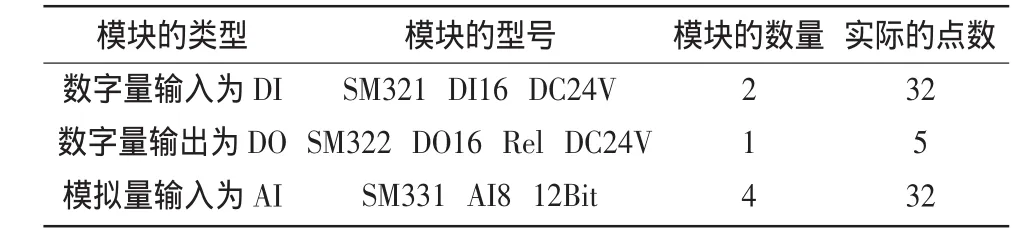
表1 PLC控制模块
5 液压系统运行状态监测界面
系统状态主要指的是液压系统的工作状态,在该界面中,可以监测到各电机泵组的启停状态、各控制截止阀的开关状态、各个过滤器是否堵塞状态、各压力继电器的通断状态、泵的倾角以及各比例阀两端的电流大小等系统信息、通过不同的颜色来区分各种状态的变化[1],如图10所示。主泵运行参数监测界面如图11所示。
图10 液压系统运行状态监测界面图

图11 主泵运行参数监测界面图
6 结论
冶金工厂大型钢坯加热炉是钢材生产重要环节,加热炉装置对钢坯加热温度,加热均匀性,表面质量起到关键作用。步进式加热炉采用PLC控制能较好实现钢坯移动平稳,加热均匀,无冲击,能有效提高钢坯加热质量,该控制技术已在大型钢坯加热炉中实施,获得良好效果,可供有关厂矿企业参考。
[1] 湛从昌,傅连东,陈新元.液压可靠性与故障诊断[M].北京.:冶金工业出版社,2009.
[2] 王健,张文凡,张凯.PLC使用技术[M].北京:机械工业出版社,2012.
[3] 徐柳滨.基于PLC的调节阀控制器研究[J].机械工程师,2013(4):62-63.
[4] Shenvar F.Walking beam furnace supervisory control at Inland 80-in hot strip mill[J].Iron and Steel Engineer,1994,71(7):25-34.
