钢筋调直切断机能耗试验方法研究
2015-11-04刘子金鲁卫涛
刘子金,鲁卫涛,肖 飞
(中国建筑科学研究院 建筑机械化研究分院,河北 廊坊 065000)
钢筋调直切断机能耗试验方法研究
刘子金,鲁卫涛,肖 飞
(中国建筑科学研究院 建筑机械化研究分院,河北 廊坊 065000)
针对钢筋调直切断机绿色性能评价提出了电能消耗试验方法,分析了调直机构和切断机构电能消耗的影响因素,明确了标准试验工况、试验用钢筋、试验用仪器、试验过程和能效计算公式,对推动行业技术进步、研发节能环保产品具有重要指导作用。
钢筋机械;调直切断;能耗;试验方法
随着人们对绿色环保型施工设备需求的日益提高,如何界定是否为节能环保型建筑施工设备问题越来越引起社会重视。钢筋调直切断加工机械是钢筋混凝土结构工程施工的重要设备之一,为了引领施工企业积极采用节能环保型钢筋加工机械,推动绿色施工和绿色建筑发展,开展钢筋调直切断加工机械能耗试验方法研究具有十分重要意义。
钢筋调直切断机的调直机构按照调直方式主要分为调直筒矫直块矫直、调直筒曲线辊矫直、单(多)方向平行辊矫直、平行辊与调直筒组合矫直,如图1、图2、图3、图4所示。切断机构按照切断动力源提供方式主要分为液压切断和机械切断;按照切断时刻是否运动主要分为固定切断和随动切断(简称飞剪),如图5、图6所示。钢筋调直切断机的电能消耗主要集中在调直和切断两部分,调直切断方式不同,对钢筋加工速度、调直直线度、切断长度误差和横肋肋损影响是不同的,对加工钢筋时的耗能大小具有直接影响。

图1 调直筒矫直块矫直

图2 调直筒曲线辊调直
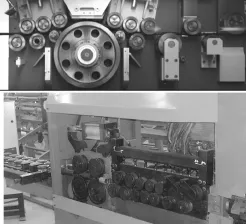
图3 单(多)方向平行辊矫直

图4 平行辊与调直筒组合矫直

图5 机械式(或液压式)固定剪切

图6 机械式(或液压式)随动剪切
1 钢筋调直能耗影响因素分析
钢筋调直主要通过不同类别调直机构消除钢筋收卷时产生的螺旋内应力来实现,研究发现:钢筋直径越大、强度越高、延性越高、加工速度越快,调直时所需牵引力和调直筒旋转阻力越大,加工相同数量的钢筋时所需能耗越高;矫直块偏心距离越大、矫直平行辊内槽曲率半径越大、钢筋向前运动调直时钢筋接触面包角越大,所需能耗越高;设置矫直轮组数量越多或调直筒内调直块数量越多,所需能耗越大;带肋钢筋相对于不带肋钢筋加工所需能耗要高,调直精度越高所需能耗越高,起制动时需要克服旋转零部件的惯性,起制动频次越高耗能越大。
2 钢筋切断能耗影响因素分析
根据钢筋切断力计算公式P=πd2×0.9σb/4可知,钢筋切断力的大小不仅与钢筋直径d有关,而且与钢筋抗拉极限强度σb有关。根据钢筋切断机功率计算公式:可知,钢筋切断能耗与电机轴端阻力矩M、电机轴端转速n和传动系统传动效率η有关。电机轴端阻力矩与钢筋切断力有关,切断力越大所需输出力矩越高;电机轴端输出转速与动刀切断频率有关,在一定传动减速比下,转速越高切断频率越高。传动系统传动效率与传动减速机构的设计有关,不同类型的传动系统传动效率是不同的,如V型皮带传动效率取0.96,齿轮传动效率取0.97,还有曲柄滑块传动效率、联轴器传动效率、轴承传动效率等,传动系统总传动效率为从电机输出轴到动刀片之间各传动机构效率的乘积。因此钢筋调直切断机的切断能耗主要与钢筋直径、钢筋抗拉极限强度、切断机切断频次和传动系统效率等主要因素有关。由于钢筋切断是一个断续过程,切断时刻切断力峰值较大,非切断时刻处于空载状态,为了降低能耗,在传动系统中增设飞轮机构,以减少峰值时的能耗。
3 钢筋调直切断机能耗试验方法研究
钢筋调直切断机加工钢筋能耗主要集中在调直和切断两部分,调直和切断两个过程既有同步工作时刻,也有非同步工作时刻,而且大部分工作为调直时间。影响钢筋调直切断机能耗因素是多方面的,为了使能耗试验能有一个统一的衡量标准,我们通过研究确定对试验工况、试验用钢筋、钢筋定尺长度和加工钢筋数量做了统一规定。试验用钢筋采用HRB400热轧带肋钢筋,试验工况规定设备最大加工钢筋规格直径,包括单筋和双筋。关于电机转速问题,对于定速、可调速或者多档牵引速度的钢筋调直切断机,应调节到与可加工最大规格单筋或双筋最经济加工速度相对应的运转速度,由制造企业确定,并在检测报告中明确。对于具有预设置钢筋加工参数的设备和没有预设置钢筋加工参数的设备统一按照连续加工一个试验周期进行,加工钢筋数量以3m、6m、9m各5个工作循环为一试验周期,测取从启动到加工完成的全过程加工用时,其中包含了加工参数中间调整过程的辅助用时。
国外钢筋加工机械的电能消耗用在某一加工钢筋平均每小时电能消耗量条件下,加工每吨钢筋的电能消耗值来评价;我们通过研究确定采用电能消耗效率(简称能效)即设备在规定加工HRB400最大规格直径钢筋工况下每消耗一度电能所能加工钢筋的质量指标来评价,两者没有本质区别,形成互为倒数关系。
电能消耗测量使用一种多参数电量检测智能仪表与上位机软件程序相结合的电能消耗测试系统。该系统利用高精度多功能电参数仪表,同时配合使用Modbus协议通信器件,并采用基于C#程序语言的上位机软件构成,从而实现对钢筋调直切断机能耗参数的实时测量。通过对钢筋调直切断机的电耗测量,测取电能消耗数值,结合加工效率对钢筋调直切断机能效指标进行评价。钢筋调直切断机电能消耗测量和测量接线如图7、图8所示。
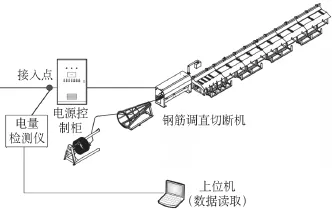
图7 钢筋调直切断机电能消耗测量示意图

图8 电能消耗测量接线示意图(三相四线法)
加工每组钢筋用时间的测量,采用上位机软件程序计时;加工每组钢筋质量的采用电子秤称量。试验方法如下。
1)对产品说明书中钢筋调直切断机基本参数进行确认,并记录填表。
2)按照电能消耗测量接线示意图,将多功能电量检测仪通过互感器接入到钢筋调直切断机的控制箱电源线输入端。
3)将试验用钢筋穿入调直切断机调制机构,设定加工参数或做好人工上料准备。
4)启动设备加工钢筋,同时开始计时和测量钢筋加工用电量消耗,以连续生产长度分别为3m、6m、9m定尺钢筋各5个工作循环为一个试验周期,一个试验周期加工结束后设备停机,计时结束。从上位机读取加工用时间T(s)和电量值W(度),将一个试验周期加工的钢筋用电子秤称量其质量M(kg)。
5)按照标准试验工况连续进行3个试验周期的钢筋加工,3个试验周期钢筋的加工和数据测量应在同一台设备、同一地点、同一钢筋盘卷完成。
6)根据试验结果按下列公式,分别计算钢筋调直切断机电能消耗率、加工效率、能耗效率,计算结果应记录填表
电能消耗率G

式中 G——单位时间的电能消耗,kWh/h;
W—— 一组钢筋电量消耗值,kWh;
T——一组钢筋加工用时间,s。
加工效率Q

式中 Q——钢筋加工效率,t/h;
M——一组加工钢筋质量,kg。
能耗效率E

式中 E—— 钢筋调直切断机能效,t/kWh。
7)取3次试验结果中能效E值的算术平均值为最终试验结果。
4 钢筋调直切断机能耗数据测试
根据上述确定的钢筋调直切断机能耗试验方法,我们对某一公司生产的GT5-12钢筋调直切断机的能耗进行了测试。该设备采用平行辊调直、机械飞剪切断方式加工钢筋。选择直径8mm和直径10mm两种HRB400规格钢筋进行试验,从试验结果可以看出:该设备加工直径8mm的HRB400钢筋能耗效率为0.3649t/kWh,加工效率为1.9907t/h,电能消耗率为5.4561kWh/h,每组钢筋的计算值离散度很小,能效相对误差最大仅为0.6%。如果用国外常用的平均能耗指标来计算,只要计算能效指标的倒数即为加工每吨钢筋的电能消耗值,本机加工每吨钢筋平均能耗值为2.7405kWh。
5 研究结论
钢筋调直切断机的能耗试验方法研究是在参考我国其它主要工程机械能耗试验和评价方法标准条件下进行的,该技术成果已形成协会标准。该标准填补了我国钢筋加工机械能耗效率试验标准的空白。通过对设备的检测验证,该试验方法是可行的,测量数据的精度和各性能指标计算与设备运行的实际状况是相符合的,能够应用到钢筋机械绿色性能评价方法中。
[1]GXB/TY0025-2014,轮胎式装载机燃油消耗试验方法[S].
[2] GXB/TY0026-2014,液压挖掘机燃油消耗试验方法[S].
[3]JB/T12078,建筑施工机械与设备钢筋调直切断机[S].
[4]侯宝佳.我国绿色施工机械发展研究[J].建筑机械化,2015,(4):27-31.
[5]吴学松.液压挖掘机油耗测试与绿色性能评价探讨[J].建筑机械化,2015,(4):32-35.
(编辑 吴学松)
Research of reinforcing bars straighten cutter energy consumption
LIU Zi-jin, LU Wei-tao, XIAO Fei
国家“十二五”科技支撑计划项目“绿色建造与施工协同关键技术研究与示范”(2012BAJ03B01)
TU64+9
B
1001-1366(2015)08-0025-04
2015-06-15
