提高溪洛渡水电站VHS机组定子定位筋安装效率的应用与研究
2015-11-02黄平
黄平
(中国葛洲坝集团机电建设有限公司 四川省 成都市 610091)
提高溪洛渡水电站VHS机组定子定位筋安装效率的应用与研究
黄平
(中国葛洲坝集团机电建设有限公司四川省成都市610091)
溪洛渡水电站7~9#水轮发电机组为上海福伊特水电设备有限公司(VHS)制造,其定子定位筋安装采用国内极少见的“片-筋-片”安装法,本文就如何提高其定位筋安装效率,浅谈一下认识。
提高;VHS;定子定位筋;效率
1 概述
溪洛渡水电站位于四川省雷波县和云南省永善县接壤的金沙江峡谷段,左右岸电站各安装9台77万kW的巨型水轮发电机组机组,总装机1386万kW,其中左岸电站7#~9#机组为上海福伊特水电设备有限公司(VHS)供货。
VHS定子主要由定子机座、定位筋、铁芯等部件组成。定子机座分6瓣,高约3579mm,分8层环板。定位筋由方钢冷拉而成,断面为双鸽尾形状,单台机定子定位筋共计192套,每套均由长度分别为1965mm和1460mm的两根定位筋组合成。定子铁芯高度3295mm,重约460t,由大约26.5万张0.5mm厚硅钢片叠装而成。
在整个定子组装的工艺过程中,定位筋安装是其中最为关键的环节,直接影响到铁心叠片的半径控制、圆度控制,最终影响定子整体组装质量。在提高定位筋安装质量的同时,该工序40余天的直线工期占用,也让提高定子定位筋安装效率势在必行。
2 定位筋安装方法
定位筋安装有三种方法:先筋后片安装法、筋片交替安装法、片-筋-片安装法。三种方法各有特点,见表1。,

表1 定位筋安装方法对比
3 定位筋安装流程
根据VHS定子工艺要求,定位筋安装调整流程见图1。
4 安装简析
4.1基准定位筋调整
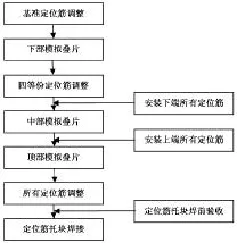
图1 定位筋安装流程图
4.2下部模拟叠片
在基准定位筋调整就位后,在机座下部进行一小段的试叠片,叠片高度15mm。用测圆架检查铁芯内径和圆度,进行圆度修正,控制半径在设计偏差内。下部预叠片调整完成后,进行联合检查验收,测量半径和槽型,并用通槽棒逐槽检查槽宽。定子模拟叠片见图2。
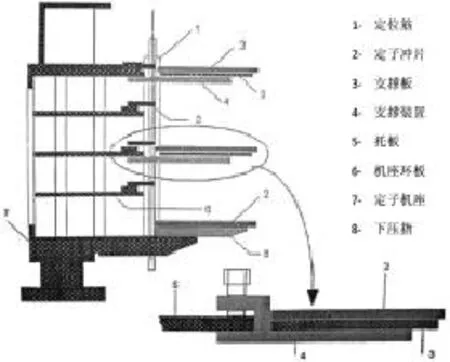
图2 定子模拟叠片
4.3四等份定位筋调整
顺时针编号,安装四等份定位筋:49#、97#和145#筋。参照1#基准定位筋的安装、调整工艺及质量标准,调整此3套定位筋。调整完成后,验收其半径、扭斜及径向、周向垂直度。验收完成插入下端所有定位筋并用专用工具临时固定。
4.4中部模拟叠片
在机座中部环板安装模拟叠片支撑工具和支撑板并调平,叠装15mm冲片。用测圆架检查铁芯内径和圆度,控制在设计偏差内,挂钢琴线测量上下铁芯线槽垂直度,调整使满足要求。中部试叠铁芯完成后,插入上端所有定位筋,并用专用工具临时固定。
4.5顶部模拟叠片
(一)流行变化 仔猪出生后1~2 d内,仔猪表现正常,3~6日龄以内,相继发生呕吐、腹泻,死亡率高达50%~85%;补液及时的,如耐过易成为僵猪;因脱水迅速,抗生素、干扰素和细胞因子难以奏效。母猪同时发生不同程度腹泻,但4~5 d内可自愈,泌乳下降常导致仔猪消瘦;初胎母猪发病率高于经产母猪;母猪返饲病死仔猪粪便或肠道内容物,好转后又反复。
安装同中部模拟叠片。
4.6所有定位筋调整
模拟叠片完成后,用铜皮和小钢楔调整定位筋鸽尾面和后部与铁芯间隙,并检查卡口处铁芯应松动灵活。调整定位筋弦距,预叠铁芯处该环定位筋每调整一环并确认合格后,对托块进行点焊固定。此三环调整完成后,进行其他环弦距的调整。定位筋点焊完成后,测量预叠铁芯半径、圆度及线槽垂直度以及定位筋弦距因满足要求。报监理验收。
4.7定位筋托块焊接
对定位筋托块进行点焊定位,采用气体保护焊接方式对称跳跃焊接,每个托块分层多道焊接。全部定位筋每焊完一层应全面检查三段试叠铁芯半径和周向垂直度。根据径向第一层满焊检查记录,在径向第二层焊缝满焊前,对超差定位筋采取反变形措施,调整超差测点定位筋全面检查合格后,再进行径向第二层焊缝满焊。定位筋各托块焊接完成后,在冷态下检查和测量预叠铁芯及定位筋应符合要求。
5 耗时分析
VHS定子定位筋安装各工序耗时见表2。

表2 VHS 9#机组定子定位筋安装各工序耗时
经分析各工序耗时,下部模拟叠片、中部模拟叠片、上部模拟叠片、所有定位筋调整和定位筋托块焊接耗时较长。其中,定位筋托块焊接每完成一道需冷却测量,无法提高速度,只能在模拟叠片和定位筋调整上优化施工,同时,VHS机组的“片-筋-片”安装法在国内应用极少,安装方法是否成熟,能否在不影响质量的情况下调整施工步骤,从而提高安装效率呢?
6 改进措施
6.1VHS 8#机组
VHS 9#机组按上述施工流程施工,到8#机组时,将施工步骤调整为:
(1)基准定位筋调整。同9#机组。
(2)大等份定位筋调整。按9#机组四等份定位筋调整要求进行12等份定位筋调整。
(3)小等份定位筋调整。安装每个相邻12等份定位筋之间的15根定位筋,并粗调。
(4)模拟叠片。依次进行下部、中部和上部模拟叠片,对冲片进行整形,通过调整冲片位置来调整定位筋,满足要求后验收。
(5)定位筋托块焊接。同9#机组。
8#机组耗时见表3。

表3 VHS 8#机组定子定位筋安装各工序耗时
6.2VHS7#机组
VHS 8#机组通过技术改进,调整施工步骤,较之9#机组节约了6d,大大提高了安装效率。
但是,安装时发现,尽管对小等份定位筋进行了粗调,但模拟叠片时冲片卡阻现象仍然很严重,同一张冲片范围内的四根定位筋很难全部通过,可否减少模拟叠片前的定位筋插入数量,改在模拟叠片初步整形后再插入其余定位筋?
同时,模拟叠片支撑板水平调整困难,而支撑板的水平关系到模拟叠片的半径和上下垂直度,此处能否优化?
在7#机组定位筋安装时,再次调整了施工步骤,并对相关工序进行了优化。
(1)在小等份定位筋调整时,将小等份定位筋安装调整数量减少至每个相邻12等份定位筋之间7根,即连同大等份定位筋共安装一半定位筋,使模拟叠片开始时每张冲片范围内有2根定位筋。模拟叠片时,先对冲片整形粗调,然后插入剩余定位筋,再进行最终调整至满足焊前要求。
(2)原支撑板水平调整时,先调平下方支撑工具,再放置支撑板复测水平,将二者点焊连接。支撑工具如图2所示,该工具是通过一个顶丝与环板固定,受环板水平和支撑工具加工精度影响,整圆调整时很难同时兼顾该支撑工具的径向水平和周向水平,如此反复,需要大量时间。经研究,不再致力于调整该支撑工具水平,改为整圆调整时在该工具上径向方向加垫(垫片采用废旧冲片裁剪而成,厚度适中,就地取材),调整垫片厚度使支撑板水平满足要求,点焊垫片于支撑工具和支撑板上。
7#机组耗时见表4。

表4 VHS 7#机组定子定位筋安装各工序耗时
7 结果分析和其他建议
溪洛渡水电站VHS机组定子定位筋安装时,9#机组耗时47d,经技术改进后,8#机组耗时41d,对施工工序进行优化后,7#机组耗时35d,安装效率进一步提高。然而,有些安装过程应该还存在优化空间,例如,在12等份定位筋调整完成后,进行24等份乃至48等份定位筋调整,或再次减少小等份定位筋安装数量以提高模拟叠片效率。同时,我们发现,相对于定位筋的安装精度,温度变化对于测量的影响不可忽视。溪洛渡电站是地下式厂房,温度相对稳定,如果是坝后式厂房,一天中温度的变化将对测量产生显著影响,进而影响定位筋安装效率。
TV74
A
1673-0038(2015)41-0296-02
2015-9-21
黄平(1983-),男,助理工程师,2006年毕业于三峡大学电气系,电气工程及其自动化专业,主要从事水电站水轮发电机组机电设备安装及调试技术工作。
