论干膜垂流的影响及改善
2015-10-24唐昌胜
唐昌胜
(深南电路股份有限公司,广东 深圳 518117)
论干膜垂流的影响及改善
唐昌胜
(深南电路股份有限公司,广东 深圳 518117)
未经过曝光的干膜具有一定的流动性,这种流动主要表现为:板件竖放时干膜向下流动,板件平放时干膜向孔内流动,通常称之为干膜垂流。当干膜垂流超过一定限度时,会增加开路、短路和镀层空洞的风险,本文就干膜垂流的影响因素及改善进行阐述。
干膜垂流;开路;短路;镀层空洞;改善
1 引言
干膜是用来进行内外层图形转移的重要物料,也是PCB行业中最常用的物料之一,未经过曝光的干膜具有一定的流动性,这种流动主要表现为:板件竖放时干膜向下流动,板件平放时干膜向孔内流动,通常称之为干膜垂流。当干膜垂流超过一定限度时,会增加开路、短路和镀层空洞的风险,以下对干膜垂流的影响因素及改善进行阐述。
2 板件贴膜的过程
2.1 干膜的结构
干膜有三层结构(覆盖膜、光阻膜、支撑膜)图1。

图1
2.2 贴膜的过程(图2)

图2 贴膜示意图
说明:板件经过前处理后到达贴膜机,预热之后开始贴膜,贴膜又分为两个步骤:先剥除PE膜,再将光阻膜和支撑膜贴到板面上。干膜的光阻膜层(具有一定的流动性)直接与板面接触,支撑膜覆盖在光阻膜上。
3 干膜垂流异常的影响因素分析
3.1 干膜垂流异常的影响因素分析(图3)

图3 干膜垂流因素
导致干膜垂流异常的因素主要有三个方面:干膜停放超时、前处理烘干能力不足、贴膜机冷却效果不足。这三个因素的影响过程分析如表1。
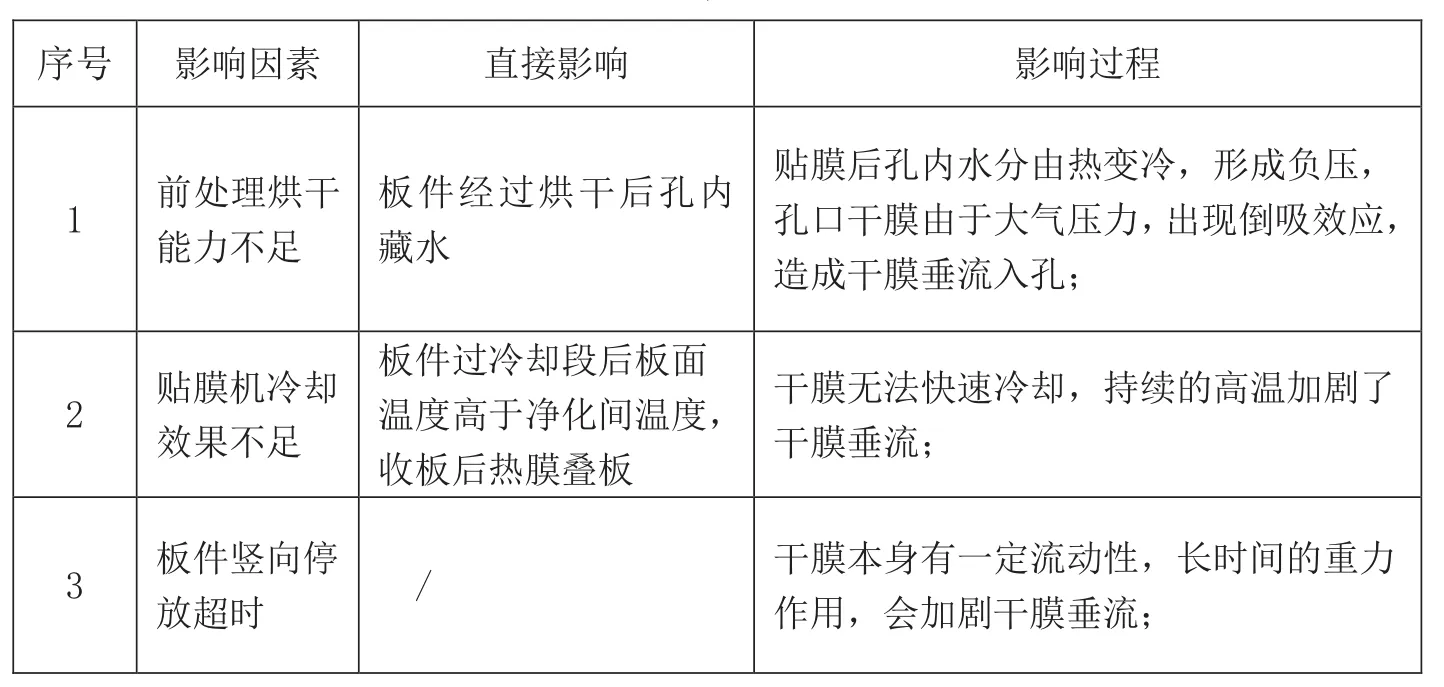
表1
4 干膜垂流异常的影响因素验证
4.1 孔内藏水验证(表2、表3)
(1)取厚径比11:1(板厚2.8,最小孔径0.25 mm)的实验档案号A,6PNL(编号1、2…6);
(2)前处理:刷板线,使用两种速度(1.0 m/min、3.0 m/min)各加工3PNL板件;
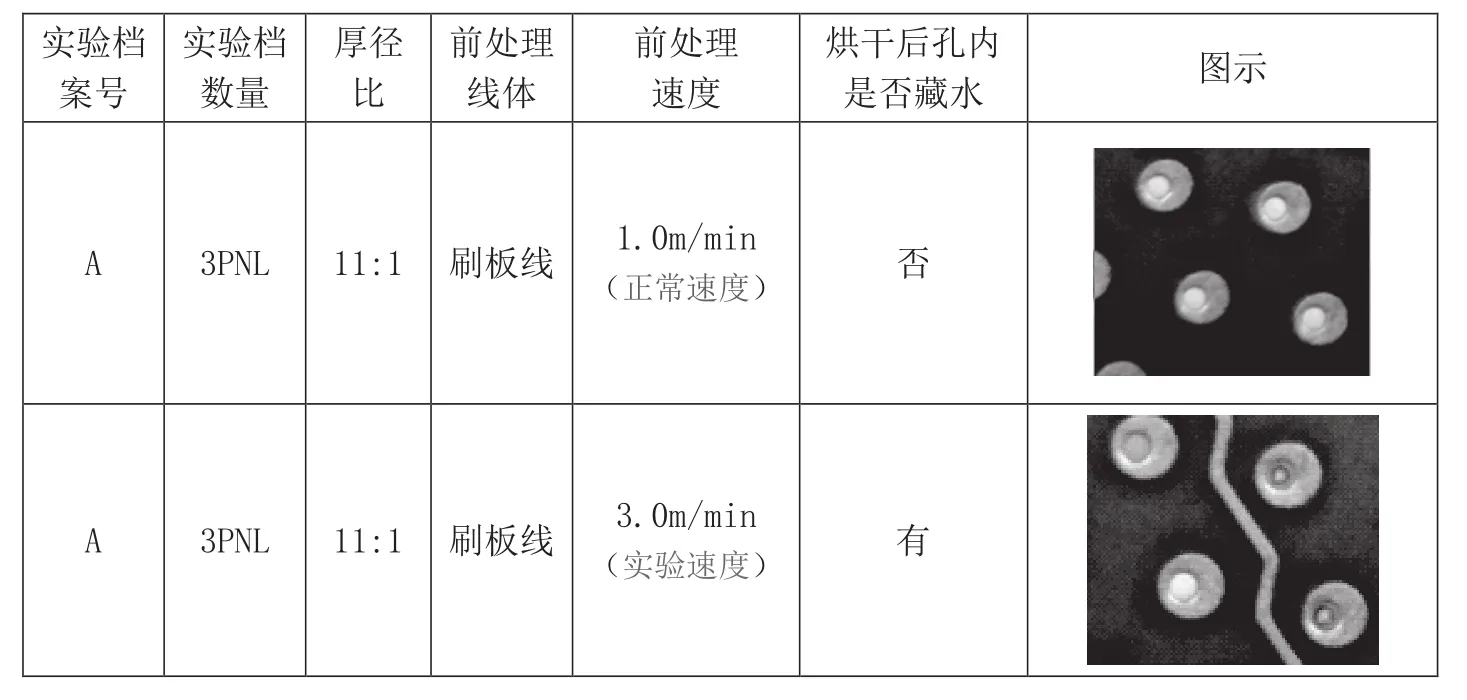
表2 孔内藏水检查结果

表3“孔内藏水”干膜垂流入孔确认
(3)板件过烘干段后,将板件取出全检孔内有无藏水;
(4)检孔完成后将板件按正常条件贴膜,贴膜后静置3 h;
(5)所有板件整板见光,曝光后静置1 h;
(6)所有板件正常过显影,显影后切片确认干膜垂流入孔状况。
小结:实验板件,贴膜后静置3 h,孔内藏水板件干膜垂流入孔深度正常板件高出约90 μm。
4.2 热膜叠板验证(表4)
(1)取厚径比10:1(板厚3.0 mm,最小孔径0.3 mm)的实验档案号B,6PNL(编号1、2…6);
(2)前处理正常加工,烘干后确认孔内未藏水后继续进行贴膜加工;
(3)贴膜后:3PNL板件正常过冷却段后插架,待板面温度冷却到≤23 ℃时再进行叠板存放;另外3PNL贴膜后取出使用测温仪量测板面温度后记录并叠放在一起存放;
(4)所有板件存放30 h后曝光,整板见光,曝光后静置1 h;
(5)所有板件正常过显影,显影后切片确认干膜垂流入孔状况。
说明:本文所有涉及干膜的测试均使用厚40 μm的干膜。

表4 “热膜叠板”干膜垂流入孔确认
小结:实验板贴膜后叠板放置30 h,板面温度37 ℃的板件干膜垂流入孔深度较板面温度21 ℃的板件高出约80 μm。
4.3 板件竖向停放超时验证
(1)取厚径比4:1(板厚1.0 mm,最小孔径0.25 mm)的实验档案号C,6PNL(编号1、2…6);
(2)前处理和贴膜正常加工;
(3)贴膜加工完成后,所有板件竖向停放:编号“1、2”板件放6 h;编号“3、4”板件放12 h;编号“5、6”板件停放24 h;
(4)所有板件停放到要求时间时,采用25点法量测量测整板膜厚并记录数据(具体见表5~表7)。

表5 板件贴膜后竖向停放6h-整板膜厚量测(μm)数据统计与分析
(1)板件贴膜后竖向停放6 h,分别测量(25点法)板件TOP面与BOT面膜厚数据,TOP面与BOT面各点膜厚最大与最小差异约3 μm;(2)板件贴膜后竖向停放6 h后,板面各处干膜厚度无明显差异。
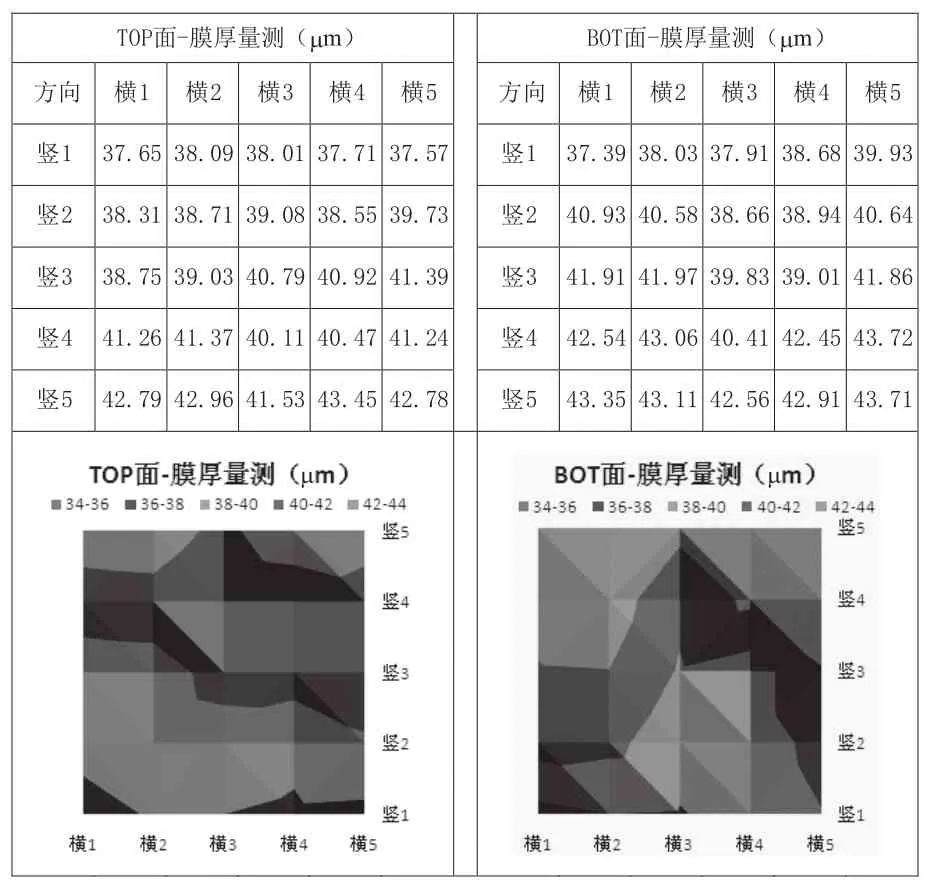
表6 板件贴膜后竖向停放12h整板膜厚量测( μm)数据统计与分析
(1)板件贴膜后竖向停放12 h,分别测量(25点法)板件TOP面与BOT面膜厚数据,TOP面各点膜厚最大与最小差异约5 μm;BOT面各点膜厚最大

表7 板件贴膜后竖向停放24h整板膜厚量测数据统计与分析
(1)板件贴膜后竖向停放12 h,分别测量(25点法)板件TOP面与BOT面膜厚数据,TOP面各点膜厚最大与最小差异约5 μm;BOT面各点膜厚最大与最小差异约6 μm;(2)板件贴膜后竖向停放12 h后,板面各处干膜厚度从上到下有一定渐变增大的趋势;(3)相较于板件贴膜后竖向停放6 h,板件贴膜后停放12 h后板面各处干膜厚度差异在加大。
5 干膜垂流异常的潜在失效模式(表8)

表8
6 干膜垂流异常的改善(表9)
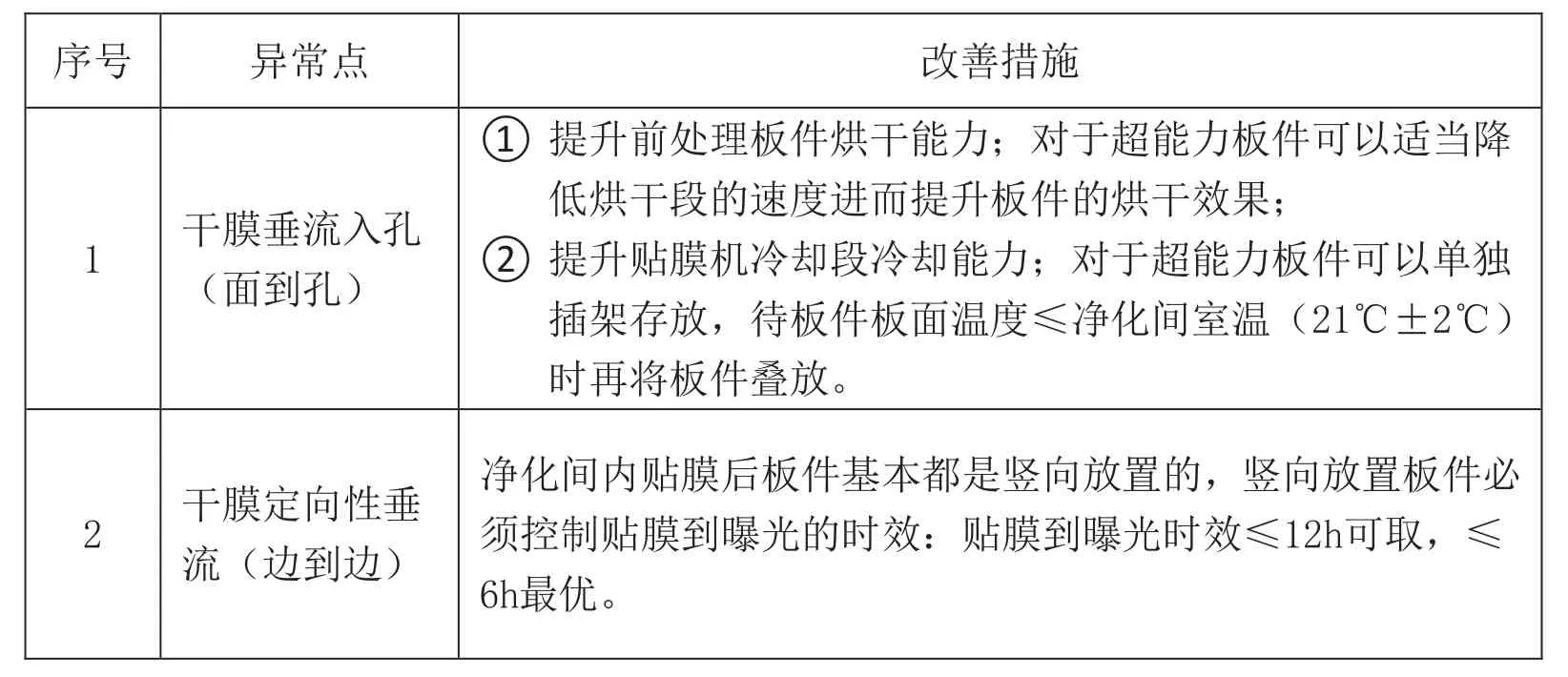
表9
(1)板件贴膜后竖向停放24 h,分别测量(25点法)板件TOP面与BOT面膜厚数据,TOP面与BOT面各点膜厚最大与最小差异约10 μm;(2)板件贴膜后竖向停放24 h后,板面各处干膜厚度从上到下有明显渐变增大的趋势;(3)相较于板件贴膜后竖向停放12 h,板件贴膜后停放24 h板面各处干膜厚度差异在加大。
小结:板件贴膜后竖向停放,随着停放时间的增加,干膜垂流的趋势在不断加强,且具有一定的方向性。
The factor of dry film vertical flowing and improving
TANG Chang-shen
The unexposed dry film demonstrates a certain mobility, the mobility shows that: the dry film would come down as the panel upright, and the dry film would come into the hole as the panel horizontal, all of these can be described as the dry film vertical flowing. When the flowing exceeds a limit, the risk of opening, short and the plating cavity would rise obviously. This paper will expound the factor of the dry film vertical flowing and how to improve it.
The Dry Film Vertical Flowing; Opening; Short; Plating Cavity; Improve
TN41
A
1009-0096(2015)11-0044-04
