飞机数字化装配系统数据集成技术
2015-10-24窦亚冬李江雄柯映林
窦亚冬,王 青,李江雄 柯映林
(浙江大学流体传动与控制国家重点实验室,浙江杭州310027)
飞机数字化装配系统数据集成技术
窦亚冬,王 青,李江雄 柯映林
(浙江大学流体传动与控制国家重点实验室,浙江杭州310027)
针对飞机数字化装配系统中装配数据零散、关系复杂、难于管理等特点,提出一种基于多重结构关联的数据关系模型,实现飞机数字化装配系统数据集成.结合装配工艺需求对数字化装配数据的来源进行分析,基于工艺意图对装配数据分类组织.建立逻辑上独立又互相关联的多重结构任务树、对象树和设备树,并给出多重结构的语义化定义.基于关系理论,建立完整的多重结构数据关系模型.装配数据集成技术已应用于飞机数字化装配系统,结果表明,该数据模型能够有效集成装配数据,并支持数据结构的重用和扩展.
飞机数字化装配;装配数据;集成管理;多重结构;关系模型
随着激光测量技术、计算机控制技术、机器人技术、计算机网络和应用集成技术的飞速发展,国外波音、空客等先进飞机制造公司率先从人工装配和半自动化装配进入自动化、柔性化、数字化装配时代,将飞机装配技术推向了一个新的高度[1].飞机数字化装配以数字量作为产品定位与协调的依据,一般由激光跟踪仪、激光雷达等数字化测量设备实现对飞机部件的姿态测量,通过数控定位器组的协同运动实现对飞机部件的入位支撑、调姿与对接,由机器人或数控钻铆机实现对壁板的自动化钻铆,由数控机床完成对接交点孔的精加工.多个子系统或设备协同工作,共同实现飞机产品的调姿、对合、钻铆、精加工、质量检测等工艺过程.各系统在运行过程中用到众多的装配对象及工艺设计参数,也产生了大量的工装运行数据、测量数据、装配质量评价等数据,为有效地管理这些结构上离散的装配工艺参数,需要为数字化装配系统构建单一的数据源[2],实现复杂离散制造过程的装配数据集成及装配任务的统一调度.
Sebastien等[3]就物料清单(bill of material, BOM)进行介绍,为不同BOM视图建立了关联关系,并以BOM为核心来组织工程数据;Scott等[4]为波音747建立了数据管理系统,系统包含三维测量数据的收集、分析及存储模块,并对测量关键信息统计分析,指导装配工艺改进;陈哲涵等[5]将产品设计特性、工艺特性映射为测量特性,分析测量特性间的几何关系并对飞机装配广义尺寸链进行数学表达,构建装配过程检测数据模型;靳江艳等[6]定义了飞机设计域、工艺域和工装域的信息构成,基于多色集理论建立设计-工艺-工装的分层映射模型,为工装设计奠定理论和实践基础;张佳朋等[7]提出面向离散型装配的过程建模方法,描述了数据-过程互动的复杂关系,建立了装配过程的理论结构和对象模型.
上述研究主要针对产品开发BOM设计数据、测量系统数据、工装设计数据及装配过程数据等单领域数据的定义、建模和管理,缺乏融合多系统领域数据的装配工艺统一数据模型,无法全面表达产品数据、工装数据、任务数据的动态关联关系,难以为数字化系统集成提供通用的数据管理方法.本文针对飞机数字化装配多个子系统协同工作的实际需求,提炼出装配过程中需要用到的数据,用多重结构对装配数据进行表达,并给出语义化定义.基于关系理论,建立多重结构数据的关系模型,保证装配数据的单一数据源应用模式.最后用工程实例展示了该数据模型对装配数据的组织和应用效果.
1 数字化装配数据分析
飞机数字化装配数据是为了协调多个系统工作,根据装配工艺路线和目的归纳出来辅助数字化装配顺利进行的数据集合.按其性质可以分为工装设备相关数据、装配对象相关数据和装配任务相关数据.工装设备是对飞机产品测量、调整、加工的终端,由独立的数字化子系统控制,工装设备数据与坐标相关,包括坐标系统、辅助测量点等数据;装配对象是装配的飞机产品,可以是不同尺寸、数量及外形的组件、段件、部件及大部件,装配对象数据包括产品关键特性和装配工艺参数;装配任务是装配车间进行装配的行为指令,它控制了飞机的装配顺序及工艺路线,任务需要配置相关工艺参数,并在执行过程中产生实时运行数据.数字化装配数据的组成与分类如图1所示.
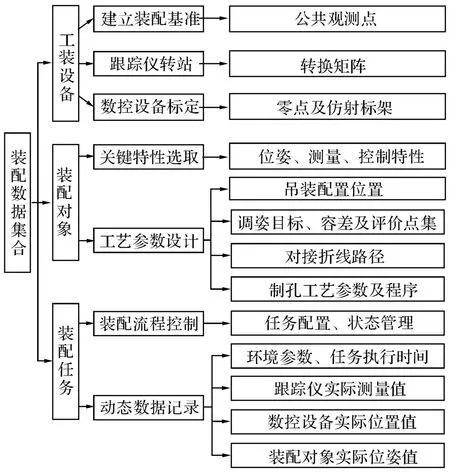
图1 装配数据分类Fig.1 Assembly data classification
1.1 工装设备数据
工装设备的位置数据是产品模型数字量向实物传递的中间媒介,为了统一各类设备数据的度量基准,首先建立飞机装配全局坐标系,再将设备局部坐标系向该装配坐标系转换.这一过程包括:激光跟踪仪建站、数控设备及钻铆机器人标定.因为装配全局坐标系是由坐标原点和坐标轴组成的坐标系统,不便于直接测量,在坐标系统所定义的装配空间布置公共观测点Dc( x,y,z),将其作为装配坐标系的可测数据集中管理.
激光跟踪仪转站时根据共线、共面、对称等原则选择一定数量的公共观测点,用其测量值 {}和装配坐标系下的理论值 {} 做综合误差最小匹配[8],优化求解测量坐标系与装配坐标系的位姿关系Tm,记录该关系参数,测量子系统据此获得几何要素的装配坐标值.其中,坐标系位姿参数用六元组(θx,θy,θz,tx,ty,tz)表示,矩阵形式为

式中:t=[tx,ty,tz]为坐标原点的平移向量,ω=[θx,θy,θz]为坐标轴间的偏角向量,R为关于ω的变换矩阵.
伺服定位设备的标定是由跟踪仪精确测量零点位姿Td和仿射坐标向量Vd的过程,标定后设备在局部坐标系的相对位移和转角能够转换到装配坐标系下,实现工装的全局定位与跟踪.Td的定义如式(1),仿射坐标向量由起点Ds( xs,ys,zs) 和终点De( xe,ye,ze) 定义,向量形式为

钻铆机器人借助跟踪仪实现制孔位置全闭环控制[9],原理是利用机器人base坐标系位姿Tb、工具坐标系位姿Tt及模型孔位信息,反求出机器人各个关节的偏转角度,从而精确控制机器人的刀具位姿.对机器人坐标位姿Tb、Tt集中管理,其参数由式(1)定义.
根据以上分析,工装设备集成管理的数据与坐标系统相关,组成的数据集合如下:
式中:D为辅助点集合、V为仿射向量集合、T为坐标位姿集合.
1.2 装配对象数据
飞机产品是数字化装配的对象,为了对装配质量进行监测和控制,从产品模型中选取飞机结构和外形的主要几何特征参数,比如交点孔、中心轴、对接面等参数,作为飞机的关键特性[10]在装配过程中跟踪评价,关键特性包括位姿特性、测量特性和控制特性.其中,位姿特性(posture characteristics,PC)用来综合评价飞机零部件间相对位姿,是确定同轴度、外形阶差等装配关系的三维位姿尺寸[11],一般由零部件几何中心和中心线所确定的局部坐标系参数来表达,如图2所示,参数为六元组(θx,θy,θz,tx,ty,tz).
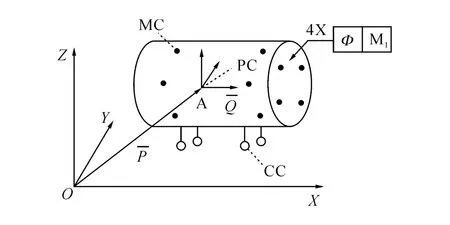
图2 装配对象关键特性Fig.2 Key characteristics of assembly object
测量特性(measure characteristics,MC)是能代表飞机外形准确度的型面、轴线、交点、叉耳、接头、孔等关键几何特征,因为实际装配过程中采用基于坐标测量的方法来监控测量特性,因此常将测量特性分解为关键测点[12],由测点对复杂几何要素间接评价.对接面的孔位若超差将会影响装配协调度,除了采取修配或加垫的补偿工艺来协调装配,也可将孔位作为测量特性,重新调姿匀化容差,如图2右端面孔.测点参数是关于坐标及容差的九元组(x, y,z,xu,xd,yu,yd,zu,zd),下标u,d分别表示坐标位置的上下极限偏差.
控制特性(control characteristics,CC)是实现工装与飞机柔性连接的部位,一般指工艺球头或者工艺耳片.数控设备通过改变控制特性的位置,来调整飞机位姿特性,从而达到控制飞机定位精度和外形准确度的目的.控制特性参数选取球头或耳片的几何中心位置,用三元组(x,y,z) 表示.
飞机的关键特性与产品几何模型相关,是数字化装配过程中监测控制的直接目标,关键特性数据如下:
式中:P为位姿特性集合、M为测量特性集合、C为控制特性集合.
飞机的装配工艺参数则与工艺规程相关,是用来指导相关设备初始化和位置配置,并规定相关工艺精度和条件的数据.按照工艺内容的不同,将工艺参数分为吊装配置参数H、调姿位姿参数A、姿态评价参数E、对接路径参数J和制孔程序及工艺参数K.
装配对象吊装入位前,数控定位设备在装配坐标系下所处的位置是该装配对象的吊装配置参数.该参数根据装配对象下架后控制特性的实测值来设计,一般将飞机组部件的工艺球头中心坐标作为吊装配置的参数记作(xb,yb,zb);装配对象入位后,指导多个数控设备多轴协调运动实现路径规划的数据,包括装配对象位姿特性的目标值(θx,θy,θz,tx, ty,tz)、位姿容差范围Tθ以及对位姿评价的测量特性列表Ld,是调姿位姿参数;处于任意装配阶段的装配对象,其姿态评价参数除容差Tθ外与调姿一致;对接路径参数是指导多个装配对象协同运动完成对合插配的数据,由多条移动记录组成,每条移动记录包括移动次序Ss、装配对象So、移动方向Sd、移动步距Si;制孔程序及工艺参数以文件形式存在,机器人根据设计的程序Fp以规定的工艺参数Fc对装配对象制孔或加工.装配对象的工艺参数是H,A,J,E,K的集合如下:
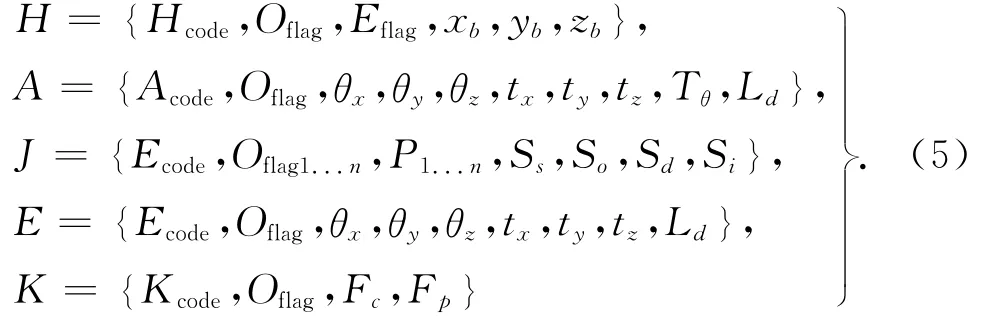
式中:H为吊装参数集合、A为调姿参数结集合、J为对接参数集合、E为评价参数集合、K为制孔参数集合.
1.3 装配任务数据
飞机的装配以流程为主进行生产组织,装配工艺流程由串并联混合而成的装配任务组成.装配任务是指导数控设备或人员执行的一道道工序,它规定了飞机对象的装配顺序、规程及工艺路线,体现设计者的装配意图和计划.以是否产生新数据,将装配任务分为配置任务和动态任务.
偷偷拿走我的画的人是秦晴,因为他也有和我一样的爱好,却只能背着爸妈进行。爸妈发现后,一怒之下将其“毁尸灭迹”。
配置任务是对具体任务内容的描述记为Ts,它包含了任务标记、执行对象标记、任务结构、执行状态、传输协议.其中,任务标记Tflag是某一任务区别于其他任务的特征标志,每个任务都有一个独立的任务标记,同时根据执行对象标记Oflag,确定一套装配对象数据与之对应,装配任务的唯一性保证了装配过程预定的计划进行生产、组织和控制.任务结构Tsa是任务的组织形式,大任务可以分解为多个小任务,小任务又可以分为更小的任务,形成父子、兄弟关系并存的嵌套结构,便于将复杂装配流程划分为较小粒度的单元进行控制.执行状态是对任务完成效果的描述,包括新建、就绪、执行、挂起、回滚和完成状态.传输协议是指参与本任务的相关子系统互传数据和命令的一种约定,它定义了数据包文中各数据段所代表的意义.
动态任务Td是配置任务的运行实例,将测量、调姿等任务派发至相应子系统后,需要以动态任务来建立各种设备运行数据的关系,比如姿态评价值与哪些测量点坐标值相关.还需要记录执行装配任务时的车间工装环境,比如温度At、压强Ap及始末时间Ast,Aet等.动态任务数据管理的是与装配架次相关的飞机测量值Md、装配质量评价值Pd及设备位置值Cd等,在积累多架次动态任务数据后,可以对历史数据统计分析,支持设计、工艺技术和产品质量的持续改进.装配任务数据如下:
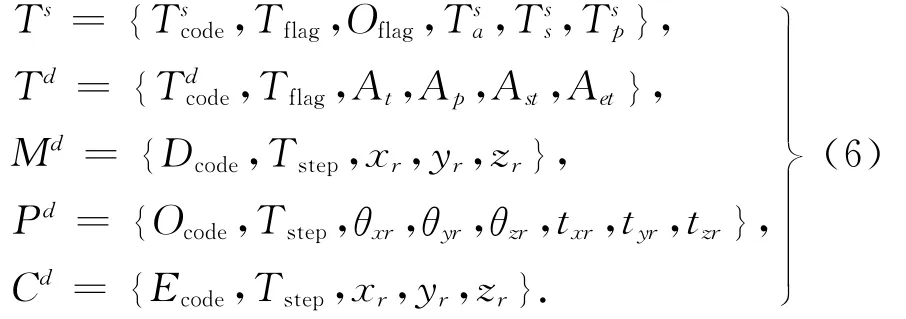
式中:Ts为配置任务集合、Td为动态任务集合、Md为测量值集合、Pd为位姿评价值集合、Cd为设备位置集合,
2 装配数据多重结构定义
第1节结合数字化装配的工艺背景和需求,对装配数据的具体内容包括数据项、数据意义进行了详细的分析,并将其分为工装、产品、任务3类领域数据,一定程度上将离散数据有序化.为了对同领域数据间的组成关系和不同领域数据间的关联关系更全面的描述、管理和存储,还需要对装配数据进一步分析进行结构化处理.
数据结构包括线性结构、树形结构和图形结构,利用产品设计时形成的结构树,基于层次关系将装配数据细分为多重关联的任务结构树、产品结构树和设备结构树,以便于数据结构的重用和扩展.如图3所示为装配数据的树结构及其互相间的引用关系.
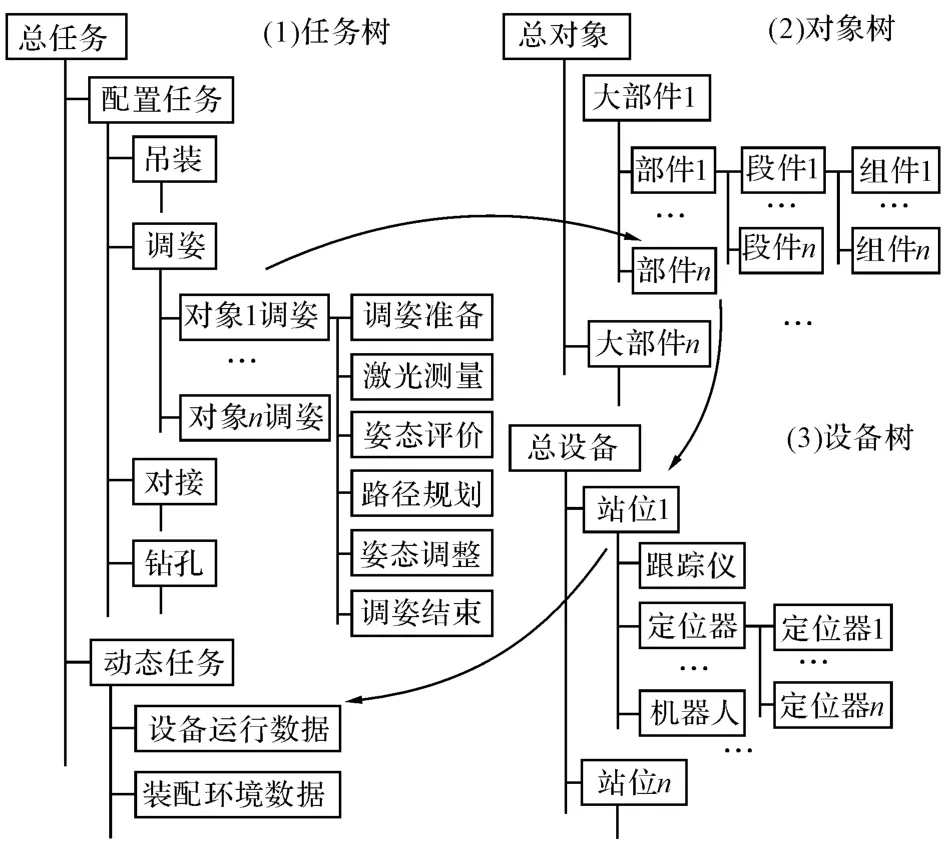
图3 任务、产品及设备结构树Fig.3 Task tree,object tree and device tree
1)任务结构树从工艺流程角度对装配活动进行描述,将配置任务数据和动态任务数据层次化组织,反映产品结构的装配路线和工程实际运行数据.
2)产品结构树按照设计分离面将飞机产品逐级分解,从而形成一棵完整的结构树.树的根节点是最终产品,过渡节点是中间装配体,叶节点是零组件,体现产品的包含和装配关系.树节点属性由关键特性和工艺参数组成.
3)设备结构树以装配过程中所处的工位对工装资源进行组织,规定指定装配对象所需要的一套设备,如测量跟踪仪、调姿定位器组和钻铆机器人等,设备树节点属性是与坐标系统相关的参数.

式中:Tm,To,Td分别为任务、产品及设备结构树代表的局部结构,Rmo,Rod,Rdm分别表示任务与产品、产品与设备、设备与任务数据结构间的相互关系.
2.1 局部树结构定义
对式(7)中的局部树结构及其相互关系分别定义,定义局部树结构是由节点属性A,节点关系Re和结构约束C的集合如下:

式中:m,o,d分别表示任务、对象及设备局部树,其中:
1)节点属性A〈t,a,v〉:属性是节点所包含全部种类数据的集合,按照式(3)~(6)的定义,节点属性Ai⊂{D,V,T,P,M,C,H,A,J,E,K,Ts,Td, Md,Pd,Cd}.每类属性数据又是由多个数据项组成的子集合,数据项是对属性内容的具体描述,包括类型t、名称a和取值v.比如设备树节点属性Ad⊂{D,V,T},其中子集D有数据项<字符,点编号, LU#1ERS>,<实数,x坐标,100>,<实数,y坐标,-300>,<实数,z坐标,400>.
2)节点关系Re〈b,p〉:树结构节点的有2种关系,一是兄弟关系b,表达同层节点间的并列关系;二是父子关系p,表达上层节点与次级节点间的包含关系.比如任务树的调姿节点分解出准备、测量、评价、规划、调整等几个子节点,子任务按一定的次序执行,体现装配工艺顺序.
3)结构约束C:树结构的约束是对节点关系的一种强化,即一个子节点只能有一个父节点,一个父节点可以拥有多个子节点,树结构只能有一个根节点,父节点必须先与子节点而存在.
2.2 树结构间关系定义
式(7)中树结构间的关系Ri,i∈(mo,od,dm)与树内的层次结构关系不同,描述的是不同领域数据节点的引用关系,通过这种关系来确保装配数据的完整性和关联性.数字化装配过程按照装配任务集中调度指定站位设备工作,来完成特定装配对象的装配工艺,所以树结构之间的关系是一一对应的关系.以某型飞机中机身前下壁板姿态调整为例,展示多重结构数据如何互相参引来形成完整的装配数据.
在任务树Tm中,“姿态调整”节点拥有属性子集TS,TS包含数据项“执行对象标记”,记作为<枚举,前下壁板,PA_PART_FB>;在产品树To中搜索标记为PA_PART_FB的装配对象,其节点为“前下壁板”,获取前下壁板的调姿工艺参数子集A,包括目标位姿和调姿容差等;根据PA_PART_ FB标记在设备树Td中搜索相对应工位的“定位器组”节点,将目标位姿和调姿容差发送至指定控制系统,控制数控定位器多轴协同运动完成对前下壁板的位姿调整.
3 多重结构数据的关系模型
式(7)表达的数据结构是对树形结构符号化的定义描述,不利于装配数据在计算机中的结构化存储.基于此,借鉴关系理论的相关知识,对多重结构数据的定义进行细化表达,以符合关系理论对离散数据的描述规范,从而将装配数据转化为易被理解和存储的形式.
式(8)中的数据属性子集是具有相同类型和性质的数据集合,用关系理论的弱实体来表达这类子集,而结构中节点组成的集合则用强实体来表达,弱实体高度依赖于强实体,体现出节点集对属性子集的包含关系.如装配对象是强实体,关键检测点是弱实体,若装配对象消失了,则关键检测点变的没有意义;属性子集中的数据项则由实体属性来表达,实体属性是对实体所具有的某一性质特性的描述;节点间的层次和引用关系用实体彼此之间的联系来表达.
由第1.3节的分析可知,任务树包含配置任务和动态任务2类节点,其节点属性是不相同的,因此为了避免数据冗余,以符合关系理论的第3范式要求,设计配置任务和动态任务2个强实体来描述任务树节点集合,其中配置任务强实体属性由式(6)中的Ts定义,动态任务强实体属性由式(6)中的Td定义.为了将设备运行数据与动态任务关联起来,设计检测点实测值,定位器位置值和装配对象位姿评价值等弱实体,其实体属性分别由式(6)中的Md, Cd,Pd来定义.基于此,设计任务结构树的实体-关系模型如图4所示,为了使模型清晰简单只列出了具有代表性的实体属性.
产品树中的节点拥有相同的属性,即产品关键特性和工艺参数.将产品树的节点集合用装配对象强实体来表达,其实体属性包括对象ID、对象标记等唯一性属性.而节点的属性子集合分别用测量特性、控制特性、位姿特性、吊装参数、调姿参数、对接参数和制孔参数等弱实体表达,这些弱实体依赖于装配对象强实体,弱实体属性分别由式(4)、(5)中P,M,C,H,A,E,J,K定义.基于此,设计产品结构树的实体-关系模型如图5所示.
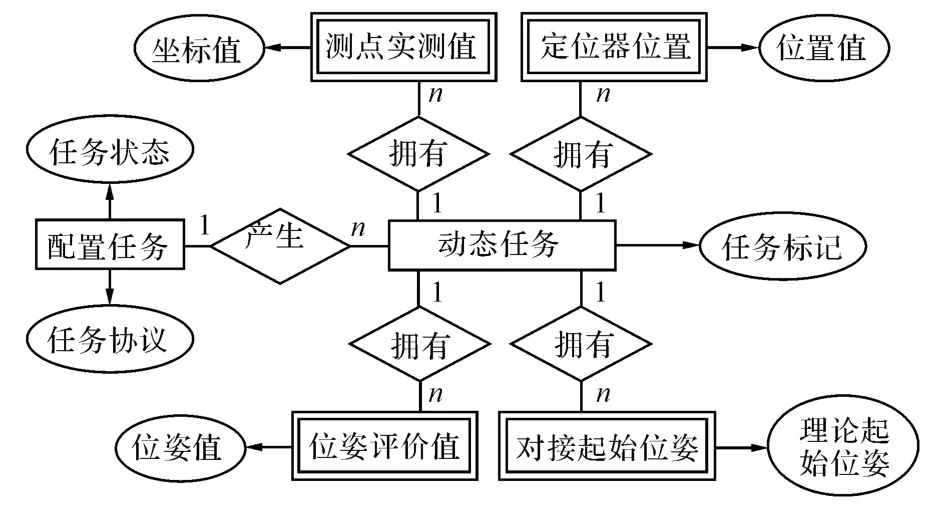
图4 任务结构树实体-关系模型Fig.4 Entity-Relation model of task tree
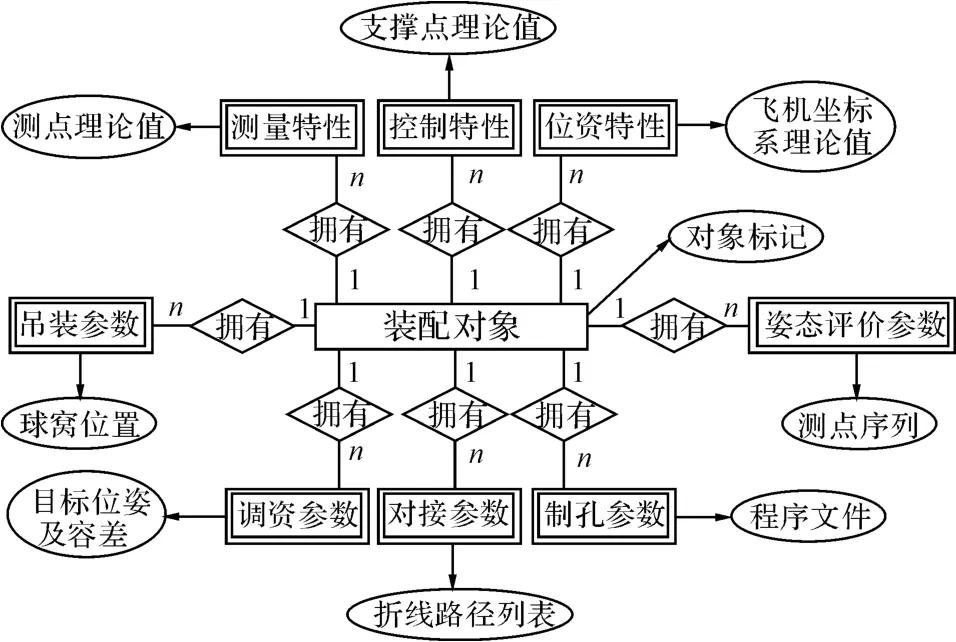
图5 对象结构树实体-关系模型Fig.5 Entity-Relation model of object tree
设备树中的节点属性子集由设备类型来确定,根据不同的设备类型,分别设计激光跟踪仪参数、数控定位器参数、移动平台参数和制孔设备参数弱实体来描述设备属性集,弱实体属性则由式(3)中的D,V,T定义.设备树节点组成的集合由工装设备强实体表达,其实体属性包括设备所属工位、设备类别和设备标记等简单类型数据,所定义的弱实体隶属于工装设备强实体.基此,设计设备结构树的实体-关系模型如图6所示.
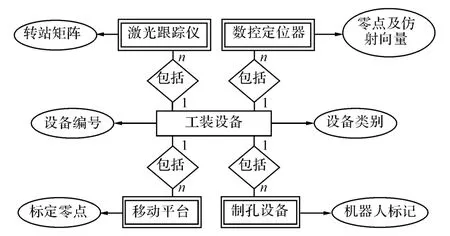
图6 设备结构树实体-关系模型Fig.6 Entity-Relation model of device tree
图4~6是用关系理论的实体概念对树结构节点集和属性子集的细分描述,并没有对树结构的节点关系Re、结构约束C和树节点之间的关系R进行表达,因此,还需要为图4~6中的相关强实体创建特殊的实体属性,来确定实体内以及实体间的联系.由于树节点关系Re〈b,p〉包含2层意义,一是同级节点的兄弟关系,二是上下级节点的父子关系,因此为配置任务强实体、装配对象强实体和工装设备强实体添加主键属性ID和非空属性ParentID,用相同的ParentID表达兄弟关系,用ID与ParentID相等来表达父子关系;其中,ParentID的值必须比ID小,且唯一根节点的ParentID为0;由于树节点彼此之间的关系R是一对一的关系,在配置任务强实体中增加装配对象标记,在装配对象强实体中添加关联工位标记,通过标记的唯一性来实现树与树之间一一对应的联系.基于此,设计任务树、产品树和设备树之间实体-关系模型,如图7所示.
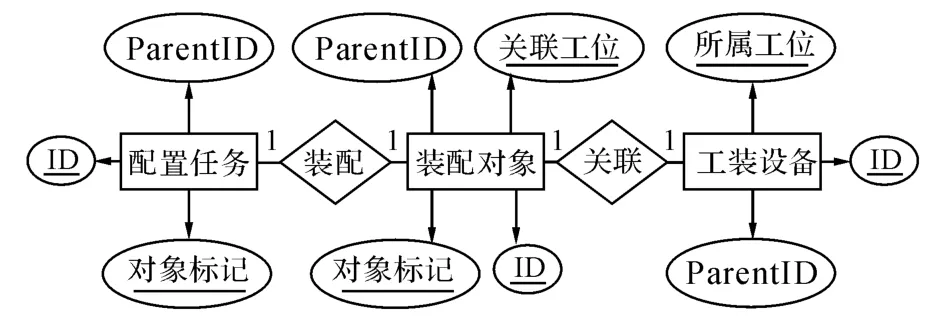
图7 任务树、对象树和设备树实体-关系模型Fig.7 Entity-Relation model of task,object and device trees
图4~7创建了符合关系理论的多重树结构数据的实体-关系模型,将其组合起来则构成完整的装配数据关系模型,根据关系理论对关系型数据库的设计原则,设计装配数据的完整表结构.将配置任务、装配对象和工装设备强实体分别用3张主结构表来存储,主结构表的属性列由主键、外联键及一般属性构成.而与强实体相关联的弱实体则用数据表来存储,数据表存储树结构节点的实际属性和数值,如点的坐标、部件的位姿等.
4 工程实例
针对飞机数字化装配中,多个协同工作的子系统数据基准各异、结构离散,导致数据难以管理的现状,利用提出的装配数据分类方法、结构定义形式及关系模型,以oracle关系型数据库为后台,建立了飞机数字化装配单一数据源,并开发了数据管理客户端,实现了飞机数字化装配数据的有效管理.
如图8所示以某型飞机中机身数字化装配为例,表示了装配任务、对象、设备的结构形式及其相互关系.工艺操作人员选择工具栏的“任务管理”并在功能区点击“前下壁板调姿”,弹出任务信息属性框,显示基本信息和调姿参数2个标签页,基本信息页面中的“组件”属性与装配对象树中的“下壁板”节点对应,据此建立起任务与装配对象的关系.装配对象的支撑球头参数标签页中的“定位器”与设备树中的“前下壁板定位器组”节点对应,从而将设备资源与前下壁板关联起来.
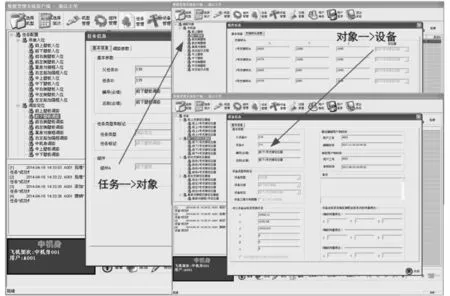
图8 飞机数字化装配数据集成管理实例Fig.8 Application of data integration in aircraft digital assembly
如图9所示为某型飞机3段对接装配对象发生变更时,数据管理系统根据本文模型对装配数据管理的实例.系统在保持数据结构不变的情况下,只需要修改树结构中节点数量和名称,来适应新装配对象和新工艺的改变.因为树节点属性集合和相互关系是类似的,只需对系统少量修改,即可满足不同飞机装配项目数据管理要求,保证数据模型的复用性.对于装配对象的特定工艺需求,数据结构支持对新数据的灵活添加,如ERJ这3段对接项目中需要对全机水平测量,则在装配任务树中添加全机水平测量评价任务节点如图9所示.
5 结 语
飞机数字化装配系统是由测量、控制、加工及集成管理等多个子系统组合而成,系统中涉及到的装配数据结构离散、关系复杂,难于统一管理.本文针对各子系统的工艺需求,归纳装配所需数据,提出一种通用的数据分类方法.建立逻辑上独立但又互相关联的任务树、对象树及设备树,形成多重结构关联的数据结构,从而支持装配数据模型的复用和可扩展,满足新机型研制的时间要求.对多重结构语义化定义,为关系模型的建立提供依据.基于关系理论,建立完整的多重结构数据关系模型,由此确定关系型数据表结构及表的关联关系,对测量、定位、调姿及评价相关的各类数据进行一致性存储维护,为数字化装配顺利进行奠定基础.
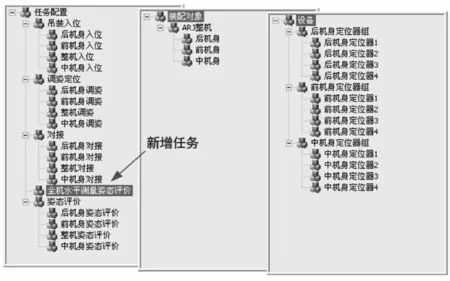
图9 装配对象变更实例Fig.9 Applicability for different assembly project
(References):
[1]刘善国.先进飞机装配技术及其发展[J].航空制造技术,2006,10:38-41.
LIU Shan-guo.Advanced aircraft assembly technol-ogy and development[J].Aeronautical manufactur-ing technology,2006,10:38-41.
[2]卢鹄,于勇,杨五兵,等.飞机单一产品数据集成模型研究[J].航空学报,2010,31:0836-0841.
LU Hu,YU Yong,YANG Wu-bing,et al.Researchon Integration model of single source aircraft prod-uct data[J].Acta Aeronautica et Astronautica Si-nica,2010,31:0836-0841.
[3]SEBASTIEN G,CLEMENT F.Application of the CMII model to an integrated engineering and man-ufacturing development environment[J].InternationalJournal of Interactive Design and Manufacturin-g,2007,1(1):5-13.
[4]SCOTT M,DAVID S.747 Data Management Syst-em Development and Implementation[EB/OL].(1999)[2014-08-02].h-ttp://www.Kinematics.com/images/DMS-2.pdf.
[5]陈哲涵,杜福洲,唐晓青.基于关键测量特性飞机装配检测数据建模研究[J].航空学报,2012,33:2143-2152.
CHEN Zhe-han,DU Fu-zhou,TANG Xiao-qing.K-ey measurement characteristics based inspection data modeling for aircraft assembly[J].Acta Aero-nautica et Astronautica Sinica,2012,33:2143-2152.
[6]靳江艳,黄翔,卢鹄,等.飞机设计域向工装域映射机理研究[J].航空学报,2012,33:2330-2337.
JIN Jinag-yan,HUANG Xiang,LU Hu,et al.Research on mapping mechanism from product design to tooling concept design for aircraft[J].Acta Aeronautica et Astronautica Sinica,2012,33:2330-2337.
[7]张佳朋,刘检华,宁汝新,等.面向离散装配的过程和数据集成管理技术[J].计算机集成制造系统,2011,4:0716:0725.
ZHANG Jia-peng,LIU Jian-hua,NING Ru-xin,et al.Integration management method of process and datafor discrete assembly[J].Computer Integrated M-anufacturing Systems,2011,4:0716:0725.
[8]韩清华,郑保,郭宏利,等.采用激光跟踪仪测量飞机外形[J].航空计测技术,2004,1:0015-0018.
HAN Qing-hua,ZHENG Bao,GUO-Hongli,et al.Measurement of aircraft outline by using laser tracker equipment[J].Aviatioin Metrology&Me-asurent Technology,2004,1:0015-0018.
[9]曲巍巍,董辉跃,柯映林.机器人辅助飞机装配制孔中位姿精度补偿技术[J].航空学报,2011,32:1951-1960.
QU Wei-wei,DONG Hui-yue,KE Ying-lin.Pose accuracy compensation technology in robot aidedaircraft assembly drilling process[J].Acta Aeron-autica et Astronautica Sinica,2011,32:1951-1960.
[10]WHITNEY,D.E.The role of key characteristics in the design of mechanical assemblies[J].Assembly Automation,2006,26(4),315-322.
[11]王恒,宁汝新,唐承统.三维装配尺寸链的自动生成[J].机械工程学报,2005,41(6):181-187.
WANG Heng,NING Ru-xin,TANG Cheng-tong.Automation generation of 3D assembly dimension chains[J].Journal Of Mechanical Engineering,2005, 41(6):181-187.
[12]ZHENG L Y,MCMAHON C A,et al.Key characteristics management in product lifecycle management:a survey of methodologies and practices[J].Proceedings of the Institution of Mechanical E-ngineers, Part B:Journal of Engineering Manu-facture,2008, 222:989-1008.
Data integration for aircraft digital assembly system
DOU Ya-dong,WANG Qing,LI Jiang-xiong,KE Ying-lin
(State Key Laboratory of Fluid Power Transmission and Control,Zhejiang University,Hangzhou 310027,China)
Aircraft assembly data consist of large amount of scattered data,which represents complex assembly relationships as well as other important assembly information.Analysis,classification and integration of this information has become the major challenge in developing aircraft digital assembly system.A novel efficient framework was proposed to integrate this multi-dimensional data in aircraft assembly system based on cascade structure.Firstly,the assembly information was analyzed and classified according to different assembly requirements and scenarios.The cascade structure tree of task,object and device was then created respectively combined with the semantic definition of the structure.Finally,a complete integrated data model for the entire assembly process was established using relational theory.This data integration method has already been applied in aircraft assembly projects,the results show that the proposed data model has good versatility and flexibility,which can increase the efficiency of the assembly process.
aircraft digital assembly;assembly data;integration management;cascade structure;relational model
10.3785/j.issn.1008-973X.2015.05.007
TP 273
A
1008-973X(2015)05-0858-08
2014-08-02. 浙江大学学报(工学版)网址:www.journals.zju.edu.cn/eng
国家自然科学基金资助项目(51375442).
窦亚冬(1987-),男,博士生,从事飞机数字化装配数据管理的研究.E-mail:dou_yd@163.com
王青,男,副教授.E-mail:wqing@zju.edu.cn
book=865,ebook=58
