巴尔查斯PVD涂层机的起弧保护方式
2015-10-21王贵元
王贵元
【摘要】随着中国经济的发展,PVD等离子涂层业务也发展很快。在PVD等离子涂层中起弧保护是很重要的刀具保护措施之一。本文对针对巴尔查斯BAI1200PVD涂层设备的起弧保护进行了研究,详细分析了起弧保护的原理和动作过程。
【关键词】巴尔查斯;PVD涂层;起弧;起弧保护
近年来,随着中国工业经济的发展,PVD涂层业务也发展很快。目前在国际市场上知名的PVD设备制造商有瑞士的巴尔查斯、德国的普拉提,荷兰的豪泽等。其中巴尔查斯的涂层在国际上处于领先地位,市场占有率第一。在PVD涂层工艺过程中,起弧保护是重要的保护之一,好的起弧保护措施可以有效的避免加工零件灼伤,从而最大限度的保护工件。
一、巴尔查斯PVD涂层机介绍
巴尔查斯涂层设备最普遍的型号是BAI1200,在2006年后逐渐推出了新型号-INNOVA。无论是BAI1200和INNOVA设备涂层原理都是一样的,都分为抽真空、刻蚀、涂层、冷却、检漏五个阶段。其中最关键的阶段是刻蚀和涂层:
刻蚀:是巴尔查斯涂层机特有的工艺。由弧电源在阴极和辅助阳极间放电,对工艺气体-氩气进行电离,从而形成氩气的等离子体。等离子体中的带正电的氩离子在偏压电源产生的电场中进行加速,高速撞击工件的基体,把附在基体表面的氧化层打掉,从而增加了涂层的结合力。
涂层:金属蒸发源(靶源)作为阴极,在真空的条件下通过它与阳极腔体之间的弧光放电,使靶材蒸发并离化,形成空间等离子体。等离子体中的金属正离子在偏压电场的牵引下,镀覆到工件基体表面形成涂层。
巴尔查斯涂层机的基本组成包括真空镀膜室、阴极弧源、离子室、辅助阳极、基片、负偏压电源、真空系统、起弧保护装置等。
二、“起弧”定义和判断原理
“起弧”定义:在刻蚀和涂层阶段,由涂层电源提供等离子体,在等离子体中包含大量的正离子和电子,如果此时在基体和腔体之间加上负向偏压,则一部分正离子会被吸附到基体上,同时电子会被吸引到腔体,形成偏压电流。正常情况下,偏压电流均匀分布到基体和腔体之间。但是特殊情况下,偏压电流突然上升,并且大部分电流都从工件上某个特定位置流过,这种情况我们称之为“起弧”。起弧现象会引起工件灼伤,严重甚至报废。
判断原理:正常情况下,在刻蚀阶段中的偏压电流为10-20A,而在涂层阶段的偏压电流为30-50A。无论在刻蚀阶段还是涂层阶段偏压电流都比较均匀。但是在“起弧”的时候,偏压电流迅速上升,远超正常电流值。巴尔查斯设备就是根据测量偏压电流和电流变化率的实际值来判断是否有“起弧”现象发生。
“起弧”原因:关于起弧的原因有很多,在工作中我们发现除了设备不正常导致偏压电流突然上升外,引起起弧的原因主要有两个。在刻蚀阶段主要是由于前处理(清洗和喷砂)不充分,导致工件过脏,这些杂质在等离子体中会被二次电离,从而释放出过多电子,导致偏压电流突然上升。在涂层阶段,基本上是由于工件在大盘(即装载工件的架子,和偏压电源阴极直接相连)上未进行正确装载,导致接触电阻不断变化。因为偏压电压不变,所以电压会集中到电阻最大的地方,导致这个区域附近的工艺气体发生电离,产生“起弧”。
三、“起弧”现象的处理过程
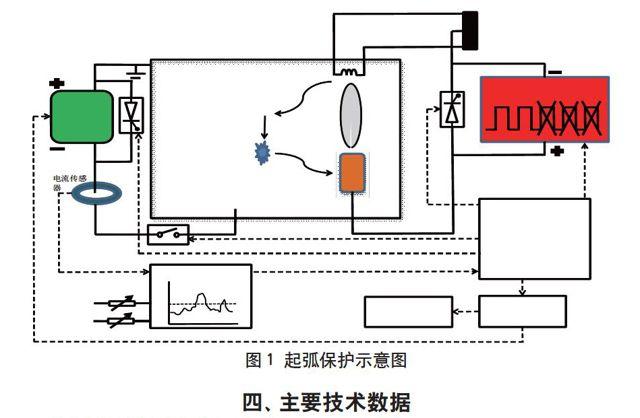
“起弧”检测是基于偏压电流的测量(如图1),它的核心元件是起弧保护装置12。偏压电流是通过一个快速电流传感器(1)和电流变化阈值比较器(2)来检测的。刻蚀和涂层阶段的电流动态阈值分别通过两个可调电位计(3,4)设定。任何高于阈值的电流变化都被认为是一次“起弧”。同时任何远高于正常电流绝对值也被认为是一次“起弧”。为了防止损坏工件,起弧保护装置和PLC马上采取行动来抑制“起弧”,最大限度地保护工件。下面详细介绍这个保护的工作过程:
在检测到一个“起弧”后,起弧保护装置内部的一个快速电子开关(6)马上把偏压电源(7)从工件上断开,并驱动一个晶闸管把偏压电源(7)的两个输出端短接起来。这样即使快速开关(6)未及时断开,晶闸管(7)也能通过将偏压电源输出端短路引起电源的自我保护,从而抑制偏远电源的输出。然后起弧保护装置发送一个信号给PLC,PLC把偏压电源的使能信号断开。延时一段时间后,PLC将偏压电源的使能信号置位,工艺恢复。
(只有在刻蚀阶段):在“起弧”發生后,弧电源的电流有可能通过辅助阳极(13)→工件(5)→离子室阴极(14)形成另外一个电流通路。这样即使把偏压电源断开后仍不能保证熄弧,工件仍然有被灼伤的危险。为了避免这种风险,起弧保护装置还要驱动另外一个晶闸管(9)并使其动作,短接弧电源两端,使其能量不再输出。同时让PLC把等离子体电源的使能信号断开,弧电源关闭。延时一段时间后,PLC把弧电源和偏压电源的使能信号同时置位,工艺恢复。
四、主要技术数据
刻蚀电流变化阈值:5A/ms
涂层电流变化阈值:13.5A/ms
偏压电流最大值:100A(不管电流变化率如何,偏压电流的绝对值大于100A,设备就认为有”起弧”现象发生
短接晶闸管型号:T130N800,额定电流:800A
快速开关型号:BB467828,功率元件IXYS MCO500
起弧抑制时间:2S
五、“起弧”数量和频率的监控
综上所述,为了最大限度地保护工件,BAI1200设备为“起弧”现象做了完善的保护动作。这个保护动作会持续2S,也就是说,在这2S的过程中,偏压电源和弧电源处于关闭状态。但设备总的刻蚀和涂层时间是程序设定好的,不能改变。如果“起弧”数量过多,就会导致刻蚀和涂层时间不足。刻蚀时间不足会导致刀具结合力不好,涂层时间不足会导致涂层厚度降低,不符合质量要求。另外起弧数量过多也会导致电源频繁开启/关断,对设备也是一种冲击。从质量和设备的角度出发,设备需要对“起弧”数量进行监控。
“起弧”数量的监控是由工控机来完成的。PLC接收到从起弧保护装置发送来的信号后,同时传送给工控机。工控机接收到信号后开始计数,如果在采样周期内“起弧”数量超过设定值(在刻蚀阶段为90S/最大10个,在涂层阶段为900S/最大100个),则,设备产生报警,自动循环停。
巴尔查斯的起弧保护装置,抑制起弧能力强,关断可靠。缺点是抑制时间过长,在有过多“起弧”的情况下,涂层厚度不能得到有效保证。而且装置复杂,价格较高。
参考文献
[1]欧瑞康巴尔查斯公司.BAI1200 涂层机操作手册,2003(07).
[2]过增元,赵文华.电弧和热等离子体.科学出版社,1986(12).