一次装夹六件柱帽、柱窝夹具的设制与应用
2015-10-21赵忠刚纪建忠沙建磊
赵忠刚 纪建忠 沙建磊
【摘 要】本文主要論述了普通在双柱立车上车削柱帽和柱窝底平面的不科学方式,并阐述了新式一次装夹六件柱帽或柱窝的夹具设计原理、制做及应用方法和相关注意事项,且该夹具能通过借助不同的垫块实现同步加工不同类型的柱帽或柱窝。两台立车在一起安装运转时,使用该工装夹具可实现人机同工的科学运作模式。
【关键词】双柱立车;车削;柱帽或柱窝;底平面;垫块
0.引言
山东能源重型装备制造集团新汶分公司常年生产各类矿用液压支架,其结构件顶梁和底座的柱帽和柱窝在拼焊前必须加工底平面和部分侧面。公司主要是先在双柱立车上加工其底平面,然后,在铣床上铣削其侧面。但在双柱立车上加工其底平面时,通常是用卡爪装夹一件柱帽或柱窝进行车削,只用一侧立柱刀架安装刀具进行加工,加工效率不高。为此,笔者经过多年摸索,设制了一种可一次装夹六件柱帽或柱窝的通用夹具,并且该夹具可以通过更换垫块能实现同时车削不同类型柱帽或柱窝的底平面。操作者可以同时开动两台机床进行加工柱窝或柱帽的底平面,因为在一台机床车削工件时,可以在另一台机床上对工件进行装夹校正等事项,最大限度地提高了员工的创收效果。
1.夹具的设计思路
根据所加工的各类柱帽和柱窝的最大尺寸进行设计其可以装夹最大柱帽和柱窝的单个装夹型腔;结合所应用双柱立车的最大旋转直径设计夹具的最大外径(留50mm间隙),并计算该夹具可以装夹柱窝或柱帽的最大数量,确定其主体的实际最大外径;按照立车卡盘T形槽的布置方式设计夹具在卡盘上的夹紧槽位置和尺寸;依据柱帽和柱窝的最高尺寸设计夹具定位柱窝和柱帽的立板高度;依照柱帽和柱窝的余量大小确定其装夹时的夹紧力,并选用较大的紧固螺栓和螺母;最后,根据柱帽和柱窝的高度差设计加工不同类型柱帽、柱窝和同时加工不同类型柱帽、柱窝所要更换的不同高度的各种垫块及校正工件时所用的薄铁皮。
2.夹具的制做
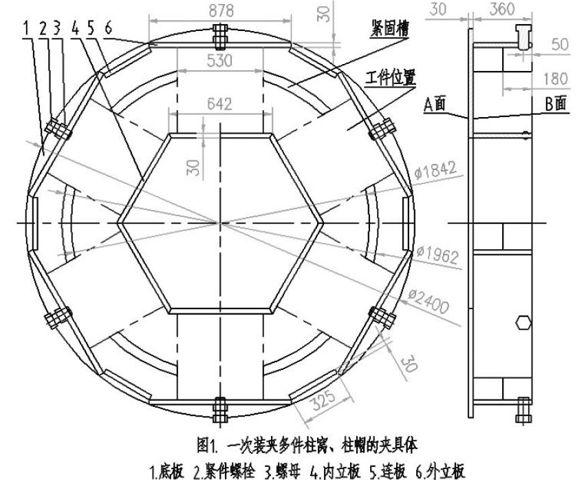
根据上述对装夹多件柱帽或柱窝的设计分析,夹具结构如图1.一次装夹多件柱窝、柱帽的夹具体所示,它主要由底板1、紧件螺栓2、螺母3、内立板4、连板5和外立板6组成。其各件主要尺寸结合柱帽和柱窝尺寸及双柱立车旋转空间设计为图中标注尺寸,为便于施焊和克服加工工件过程中的震动和噪声,各板件均选用塑性较好的Q235材质。首先将各件按图下料,并割出件1底板的紧固槽;其次,将六件外立板3的过螺栓孔划钻完成;再次,按照图示组焊件1底板、件3螺母、件4内立板、件5连板和件6外立板为一体,并做好反变形控制、焊前预热、焊中保温及焊后去应力退火处理;然后,将其装夹在双柱立车卡盘上,依次车削A面和B面(安装工件位置的腔体底面),车削各面时只需车刀找平即可,其变形量约为4~6mm;最后,用丝锥再攻一下各个螺母的螺纹孔,涂油后拧上螺栓2。同时,按照所加工柱帽和柱窝的高度差和宽度差制做各类垫块和垫板备用,各类垫块须分别制做24件,垫板分别制做6件,为提高其使用寿命最好对其做淬火处理。
3.夹具的应用
首先,将夹具体以A面为基准校正外圆后用螺栓、压板等通过其紧固槽紧固在双柱立车卡盘上;然后,按照所加工柱窝或柱帽的高度差在每个工件位置分别布置四个垫块,并根据所加工柱帽和柱窝的宽度差在外立板内侧安放对应的垫板;最后,将柱帽和柱窝吊放在相应位置的垫块上,此时通常有三块垫块支撑受力,测量未受支撑力的垫块与工件底面间隙,按照间隙的一半厚度在分别其与工件底面之间和对角方位的垫块与工件底面之间垫等厚的薄铁皮,用螺栓紧固后即可对刀、车削。对刀时,精加工的刀尖到夹具体B面的高度尺寸=工件图示高度尺寸+垫块高度尺寸,用钢板尺测量校对即可,粗加工刀去工件余量一半。左刀架安装粗加工刀,右刀架安装精加工刀,双刀同步车削工件。此时,员工可以在另一台立车上装卸工件并实施对柱窝或柱帽的加工。
注意:如果由于工件侧面形状不规则而引起在旋拧螺栓紧固过程中导致工件发生歪斜而造成加工后工件周边上下厚度差距较大隐患时,必须在对应螺栓的位置安装塞铁,防止工件受偏载力而歪斜的现象,杜绝该隐患的发生;如果工件底面与挡块接触部位有高点,必须将其磨去;在螺栓和螺母的螺纹处要经常涂油,当其磨损严重后,必须割处组焊新的螺母,保持螺栓的夹紧力;如果“同床”加工的柱帽和柱窝尺寸不同,只需分别安置不同的垫块以保持其加工面所处的高度与夹具体B面的距离一致即可加工;如果加工过程中有发颤现象,可以在夹具体底面和卡盘之间垫纸板解决。
4.结束语
如果在夹具体的A面按照卡盘的直径分别组焊上四块斜形定位块,在下次装夹夹具体时会便于在立车卡盘上安置夹具体,直接使夹具体与卡盘同心,可省去校正夹具体与机床卡盘回转中心同心的工步。该夹具设计科学合理,制做简单,使用方便,通过更换垫块能实现同时加工不同型号的柱帽或柱窝的底平面,做到了“人机同工”的效果,较好地提高了柱帽和柱窝的加工效率,值得推广应用。 [科]
【参考文献】
[1]成大先.机械设计手册.化学工业出版社,2008.4.
[2]陈立德.工装设计.上海交通大学出版社.
