低熔点合金在异形孔凹模加工中的应用
2015-10-21赵红娜张凯
赵红娜 张凯
【摘要】数控转塔冲床用凹模要求外圆与中心刃口孔要保证同轴,光洁度要求较高时,通常是依靠内圆或外圆磨床来加工保证。当内孔为异型孔而非正圆时,如何保证内孔和外圆的同轴度要求,是生产中需要解决的实际问题。采用浇注填充的热装配途径。在工件中心埋入一段棒料,棒料与工件之间的缝隙选用一种低熔点的金属合金进行浇注。待浇注合金冷却变硬后,磨削外圆。
【关键词】内外圆同轴;异型孔;低熔点金属合金
数控转塔冲床广泛用于机械、电器、仪表、筛网、五金、各类金属盘、箱、柜等行业的冲压加工,利用单次冲裁方式和步冲冲裁方式冲出各种形状、尺寸的孔和零件,特别适用于多品种的中、小批量或单件的板材冲压。其拥有多个模位,换模方便快速,用于各类金属薄板零件加工,可以一次性自动完成多种复杂孔型和浅拉深成型加工。主要构造在于冲床的转盘上可以安装多种模具。数控转塔冲床模具,通常由上模、下模、模座三部分组成。其凹模要求外圆与中心刃口孔要保证同轴,以便安装时能快速方便,并保证刃口孔的位置度。
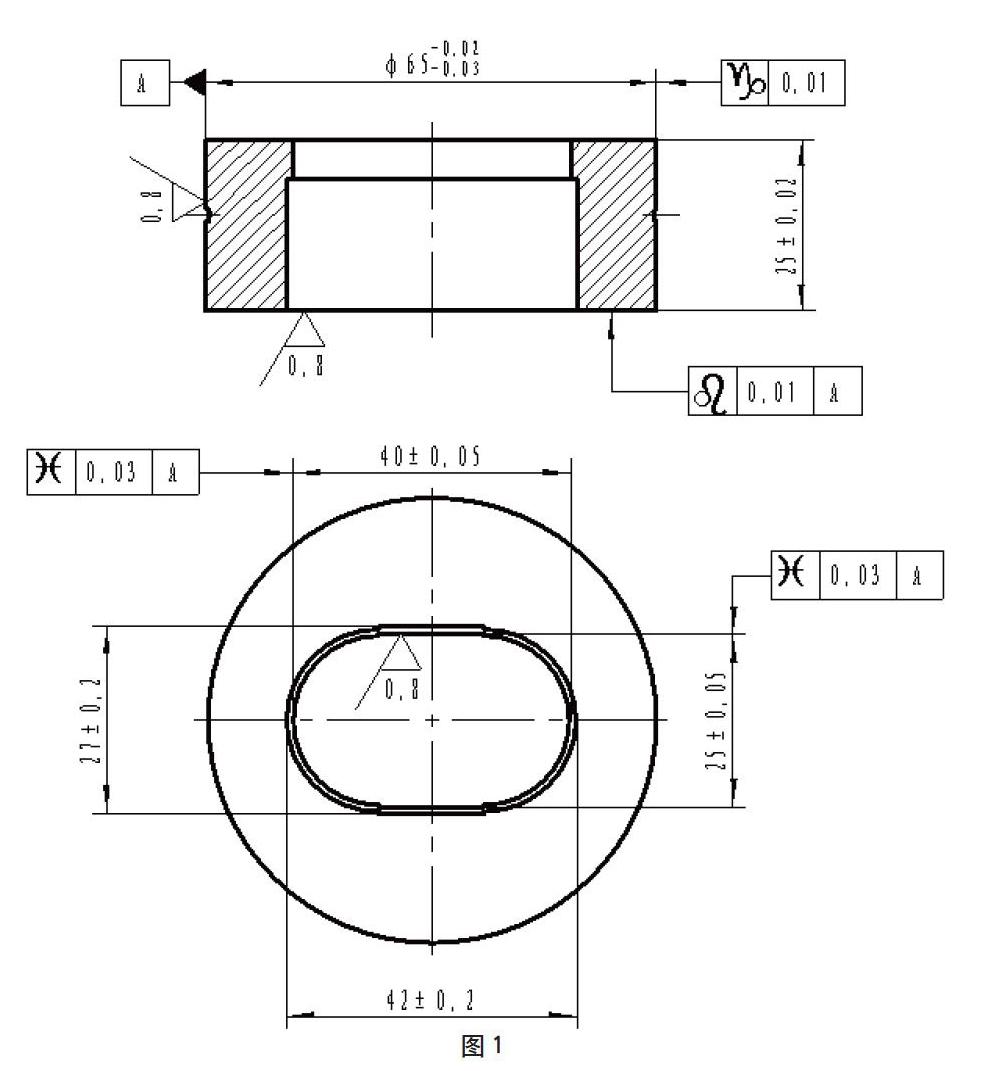
通常而言,当工件同时存在内、外圆,且内、外圆的尺寸公差、形位公差(尤其是同轴度)及光洁度要求较高时,通常是依靠内圆或外圆磨床来加工保证。传统工艺是先在内圆磨床上装夹工件外圆,来磨削工件的内圆。在保证了内圆的尺寸公差和圆柱度之后,再在外圆磨床上磨制与之前内孔相配合并带锥度的芯轴,最后将工件穿在芯轴上来磨削外圆。但是,当内孔为异型孔而非正圆时,如上方法则无法适用。那么对于这样的工件,如何保证内孔和外圆的同轴度要求,是生产中需要解决的实际问题。我公司日前接到客户一批产品订单,产品为长圆孔刃口的凹模,并要求外圆磨削并保证长圆孔与外圆的同轴度,形状如图1:
材料选用Cr12MoV。淬火硬度HRC60±2
从图纸要求上分析:
1.外圓尺寸,表面光洁度均为0.8μm,圆柱度0.01,用普通车床成批加工达到要求困难,因此需要磨削加工。2.刃口25±0.05×40±0.05,光洁度0.8μm,用普通铣削方式难达到。3.落料孔27×42,光洁度3.2μm,公差和光洁度用普通铣削方式可以达到。由于工件需要淬火,硬度要求HRC60±2,考虑到淬火时热处理会导致工件变形,从而对公差产生影响,因此公差要求严格的外圆及刃口的精加工需在淬火后加工达到。而落料孔公差±0.2,在淬火变形范围内,可以在热处理前加工。
因此初步确定工艺安排如下:粗车外圆、内孔→铣落料孔→淬火→磨端面→磨外圆→线切刃口孔→钳工修整→检验包装1.粗加工:粗车外圆、内孔,铣落料孔,去除大部分加工余量,使形状和尺寸接近成品要求。2.热处理:通过淬火回火后,硬度可达HRC60左右。3.精加工:去除少量加工余量,使工件达到要求的加工精度和表面质量。
首先磨削两端面作为后续精加工的基准,同时保证端面要求的光洁度。然后精加工内外圆。按照以往的加工经验,内孔和外圆要求同轴度时,一般先磨内孔,根据公差配芯轴,然后穿芯轴磨外圆;但这个工件内孔是长圆的,磨床无法进行磨削,因此不能按上述方法进行。考虑可先磨外圆,在以外圆为基准加工内孔,同样可以达到同轴度要求。
磨外圆时,可一端装卡箍,另一端用顶尖。但落料孔已在热处理前加工出,且为长圆孔,无法配车芯轴。因此,需要在此时的工件上安装一个等同于芯轴的工装夹具。既要保证安装及拆卸方便,又要保证两者结合牢靠。考虑到此时工件的内孔为粗加工后淬火,孔的精度及光洁度都打不到冷装配要求,因此考虑采用浇注填充的热装配途径。在工件中心埋入一段棒料,棒料与工件之间的缝隙选用一种低熔点的金属合金进行浇注。
低熔点合金,是指熔点低于232℃(锡的熔点)的易熔合金;通常由锑、铅、铋、锡等低熔点金属元素组成。低熔点合金曾被广泛地用做焊料,目前越来越多的应用到模具制造、金属加工领域。
使用的低熔点合金由锑、铅、铋、锡4种有色金属材料配制成。其中锑的熔点为630.5℃,铅的熔点为327.3℃,铋的熔点为271℃,锡的熔点为231.91℃。将这四种合金材料按照锑:铅:铋:锡=9%:28.5%:48%:14.5%的比例熔化配制后,它们就由原来各不相同的熔点变成为低熔点。其温度计算为{[(630.5℃+327.3℃)÷2+271℃]÷3+231.91℃}÷4=120.47℃,则浇注温度为150~200℃[1]。该合金熔点为227℃,但在120℃下仍能保持足够浇注用的流动性。其抗拉强度为9.1kg/mm2,硬度为HB19,延伸率1.0%[2]。此四元低熔点合金的抗拉强度和硬度相比其他各种低熔点合金都较高,能够保证在后序加工中的牢固性和稳定性,避免出现松脱、变形等影响加工精度的问题出现。
待浇注合金冷却变硬后,以工件的端面为精基准,工件的外圆为粗基准,在棒料两端加工顶尖孔。使顶尖孔垂直于工件端面并与工件外圆大致同轴。此时工件相当于已被穿入芯轴,等待进行外圆磨削加工。
外圆后完成并检测合格后,将工件略微加热,填充的低熔点合金便会融化,中间的棒料很方便的取出。此时最为棘手的外圆已加工完毕,最后只需以外圆定位,线切割切出刃口长圆孔即可。最后经过钳工修整,尺寸公差,形位公差及表面光洁度均达到了图纸要求。
参考文献
[1]韩冬久.低熔点合金在冷冲模中的紧固作用[J].金属加工:热加工, 2002, (9):62-63.
[2]沈国勇.低熔点合金的性能、用途和发展[J].机械工程材料,1981, (4).
作者简介
赵红娜(1979-),女,工程师,主要从事机床配件、医疗器械机械加工工艺方面的研究。
