核电6kV全浇注母线施工技术探索
2015-10-21张卿卿
张卿卿

【摘要】6kV全浇注母线在国内化工、船厂低压系统中已有成功使用案例,但在电厂还未得到广泛使用,本文以阳江核电6kV全浇注母线施工为例,详细介绍了施工工序及关键点,阐述了施工通病及解决措施,以提高施工工艺及技术水平,并为新型技术向更高电压等级发展提供相关资料。
【关键词】6kV全浇注母线;施工技术;模铸浇筑;铜排氧化
前言:
6kV浇注母线是采用高性能的绝缘树脂,将母排直接浇注密封。全浇注母线的外包绝缘材料由环氧树脂与火山岩无机矿物质混合而成。环氧树脂是一种电气性能优越的绝缘材料,加入无机矿物质填料浇注成型后又具有多种优良特性。浇注母线的特点有防水、防火、防腐、防爆等四防功能的新型无金属外壳母线槽,具有结构紧凑、体积小、热稳定性强的特点,具有良好的耐水、耐火、耐腐蚀、防爆等性能,防护等级达到IP68。
一、概述
由我公司承建的阳江核电常规岛安装工程厂用电6kV全浇筑母线单条长约1000米,母线截面为1280平方毫米系国内首个在核电使用浇注母线的核电厂,且国家在核电6kV全浇注母线安装还没有指导性条文及验收标准。
二、施工技术
2.1支撑安装与母线就位
根据图纸确定吊架/支撑架的安装位置、标高、类型;吊架/支撑架安装应力求水平、牢固,所使用型材、紧固件应符合图纸及其他相关程序要求。全浇注母线绝缘支撑座使用M10螺栓固定于吊架/支撑架上,可增加平垫在绝缘支撑座与支架中进行微调;绝缘支撑座固定后,应将其表面与外部有接触的地方进行擦拭清洁。母线组件吊装时与本体接触部分应使用纤维带进行保护,以免刮伤;母线安装时应将裸露在外的铜排特别加以保护,必须避免发生碰伤变形。
2.2母线接头连接
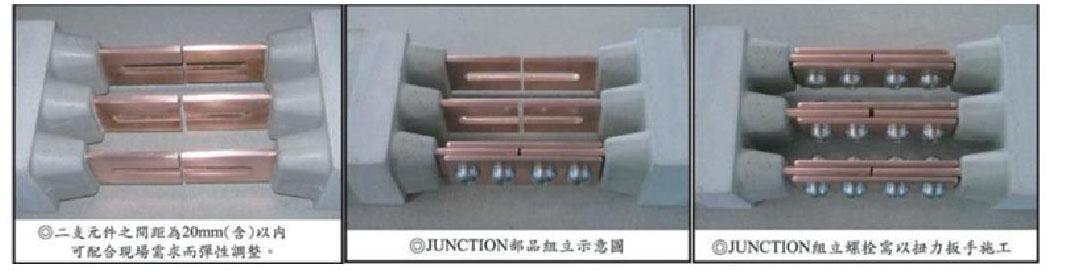
母线组件与组件间连接、紧固,使用M10螺栓时,紧固力矩为43N.m,使用M12螺栓时,紧固力矩为74N.m,每一区间的连接螺栓最终紧固必须使用力矩扳手完成,并填写接头螺栓力矩检查记录表;组件与组件间间距为0±20mm;接头连接完成后,在浇筑模铸材料前应使用保鲜膜包裹,以防止铜排氧化,并可保持清洁。
2.3模具组装
模具组装前应进行母线绝缘电阻测试,使用5000VDC绝缘电阻表检查,绝缘值应≥50MΩ,并填写绝缘记录表;母线各连接点模具组装前应将模具板內部清洁干净并均匀涂上水蜡;模具应平均安装在两母线组件上,防止因重量分配不均而造成模铸浇灌完成后形体不美观;模具必须锁紧,以避免模铸浇筑时模铸料从隙缝渗漏。
2.6模铸浇筑
将无机矿砂与环氧树脂混合的模铸材料倒入搅拌真空桶中,搅拌均匀并抽真空后才能开始浇筑;浇注后一般温度下,4至6小时(25℃=4hrs、15℃=5hrs、5℃=6hrs)待模注料完全冷却硬化后方可进行拆模;拆除模具时,空间足够时仅需拆卸上层螺栓,利用橡皮锤均匀敲打模具,使其脱落;拆模后将接头毛边使用磨光机进行打磨,不便打磨之处运用锉刀等进行挫磨,使接头棱边无凸出状毛刺,呈直线平滑状不会割伤皮肤,外型美观。未打磨的毛边在运行时会产生电晕发电的现象。
2.7施工工序关键的质量控制点
母线组件连接前检查螺栓、压板外观,应无生锈;母线组件连接后检查固定螺栓力矩是否满足厂家要求;母线组件连接处在模铸料浇筑前应清洁干净并包塑料薄膜;在浇筑母线每一回路完成后,未接软连接前应使用5000VDC绝缘电阻表检查对地绝缘电阻,绝缘电阻应≥50MΩ;在浇筑母线每一回路完成后,未接软连接前应进行耐压试验,试验标准为42kVAC1min,耐压过程中应无击穿;安装过程中所使用计量器具、仪器仪表应标定合格且在有效期内。
在母线预制元件的结合处:一是保证连接处铜排接触良好;二是严格遵守浇注工艺要求,一般共箱母线需要维护,主要是接续处热胀冷缩导致螺丝松脱,天气、尘埃影响爬电距离等等情况,而全浇注线线不仅克服了这些问题,并提供更多的功能,全方位取代共箱母线或密集型母线。我们接续处采用200%接触面积来消除接触电阻,第一重用不锈钢的螺丝锁固,第二重用火山岩无机矿物质材料填充,从而达到整段含接口IP68。
三、施工通病原因分析及解决措施
3.1铜排表面氧化及解决措施
由于到货时间长,部分浇筑母线附件开箱的时候就发现了铜排出现了不同程度的氧化,一层浅浅的铜绿,按照业主及厂家的要求,轻微的铜排氧化可以用机械摩擦去除,但是铜排的表面的微小毛刺及氧化层处理,经过砂纸磨光、机械磨光后不同程度的出现了刮伤刮痕,易造成铜排保护层的加剧破坏,母线经浇筑后易造成隐蔽工程项,连接铜排在潮湿环境及其它电解质的作用下,会加剧腐蚀,最终造成产品破坏。安装完成母排对接后,对母排对接处采用保鲜膜封包加干燥剂的方式可以有效阻止了铜排的氧化。
连接铜排氧化在现有的条件下似乎成了不可避免的,铜排氧化可以喷砂处理,利用入式干喷砂机外加压缩空气为动力,通过气流的高速运动在喷枪内形成负压,将磨料通过输砂管吸入喷枪并流经铜排内孔,喷扫铜排内表面,消除其表面的氧化层。喷砂机储砂罐最高耐压为0.8MPA,空气消耗量为1m3/min,铜排表面的抛光处理工艺达到安装要求,再有的就是再连接铜排拆封后,未能及时安装的,要做防腐蚀处理,在铜排表面涂抹铜排防氧化保护剂/液TLR-5000,做进一步的保护。
浇筑母线在调整好铜排接头间距后,将接合材料(连接铜排)组立之前,有个较为精细的环节需要我们注意的就是,在调整好母线段,保证水平,垂直的情况下,对组件末端的表面进行检查,将组件末端的表面用#80砂纸进行打磨磨平,使得接触面光滑,实现零接触,这有利于保证进一步降低电阻阻值,细节的重要性由此凸显。
3.2施工技术掌握问题
设备在吊装及运输过程中为做好防护措施,很容易造成设备的损坏。如运输过程中包装严重破损,造成铜排氧化;运输及吊装时未按指定的绑扎点进行绑扎,造成设备受力不均造成设备隐形的损坏。
施工人员技术水平不过关,会造成浇筑的成品有瑕疵且浪费浇筑材料,增加施工成本。我们进行了小范围的浇筑,通过多次试验来训练施工人员的水平并探索最优的浇筑程序及培养最好的施工人员。
3.3环境问题
设备在环境不达标的场所进行安装,环境潮湿会使暴露在空气中时加速氧化;在这种环境中浇注的母线绝缘电阻下降,会出现不良设备。浇注过程中,要严格控制廊道内的温湿度,使得符合浇注的要求,尤其在湿度大于85%的情况下,是不允许做浇注的,如果确需要进行施工的,必须增加除湿器,达到浇注湿度时才进行浇注施工。湿度过大时,浇注一旦未完全凝固的母线接头被水浸泡,这对产品设备会造成极其严重的破坏,模注料的搅拌也是一个需要我们去思考的问题,如果从运输距离上考虑的话,最佳的模注料搅拌地点应该是廊道内的各个位置,由于母线段的接头是遍布廊道内各处,但需选择一个通风的环境或加装通风设施,加快空气的对流。
3.4设备潜在问题
设备潜在的内部瑕疵,肉眼无法判断,需进行设备的淋水检验,防止潜在隐患造成的重大损失。母线分段浇注完成后进行淋水,端接裸露的铜排处要做好防水措施,淋水后进行试验,试验方法如下:
用干布将浇注母线表面擦拭干净,确保浇注母线表面干燥清潔,用2500V以上兆欧表分别测量浇注母线U/V/W各相对地绝缘水平,要求大于500兆欧;选择100米内的母线段,具体长度可根据现场实际情况增减,先由目视检查其表面无明显缺陷,用喷雾装置对表面进行均匀喷水,喷水量约为1.5L/min,为在支架处形成泄漏通道,可采用金属箔或湿布包覆支架处母线表面与支架间;伸缩元件及预留未浇注接头不做喷淋,15分钟后再次喷雾一次,以确保处有湿气充分浸入;用2500V以上兆欧表分别测量浇注母线U/V/W各相对地绝缘水平,并记录数据;若绝缘电阻值低于10MΩ时,即表示可能存在故障点。对设备进行故障点分析,决定是否要返厂维修。
四、效果检查
根据全浇注母线全方位的特性:耐火、防水、防尘达到IP68、防腐蚀、防爆、耐撞击、防开裂、50年以上免维护。
全浇注母线不仅绝缘性能优良,而且体积小占用空间少、安装方便、土建基础要求不高,因此非常适合现场改造要求。17.5kV电压等级以下全浇注母线不需要防护外壳,能节省可观的铝材,也避免了其他金属封闭母线外壳上的涡流和环流损耗。此外,全浇注母线既不需要加热驱潮,也无须配套微正压装置来保证母线的绝缘水平,这些不但有节能意思也大大降低了日常消缺,维护工作。从这些方面来看全浇注母线比共箱母线略胜一筹。浇筑母线作为一种新型母线技术,该技术带来的高可靠性是未来母线技术的发展方向,特别适合在粉尘多、易燃区域、腐蚀性大、地区推广使用。
参考文献
[1]《全浇注母线施工作业指导书》阳江核电常规岛.
[2]《火电机组达标投产考核标准》(2001年出版).
[3]《电气装置安装工程电气设备交接试验标准》GB 50150-2006.
[4]《电气装置安装工程母线装置施工及验收规范》GBJ 149-90.
[5]《金属封闭母线》GB/T 8349-2000.
