机座夹具设计与数控加工
2015-09-24陈伟群
陈伟群
(广东省机械高级技工学校,广东 广州 510450)
机座夹具设计与数控加工
陈伟群
(广东省机械高级技工学校,广东 广州 510450)
本文利用一个不规则外形零件内孔、退刀槽,在数控车床(宝源)FANUC系统上进行批量生产的装夹及定位问题,根据客观实际加工条件与可行性设计专用夹具,选择合理加工方法及刀具来解决此问题,从而提高产品的生产效率,达到效益最大化。
不规则外形;内孔;退刀槽; 专用夹具
近年来,随着机械加工行业的飞速发展,产品的灵活多样化,对设备及技术人员提出了更高的要求。数控车床的高效率、高精度、高柔性、低劳动强度的特性基本能满足企业的生产要求。机械加工中除了会遇到外形规则的零件外,常常会遇到一些不规则零件。这些零件的加工工艺较复杂,消耗时间长,传统零件加工方式难以实现其大批量的机械化生产。在机械加工过程中,对于简单的轴类、盘类零件,使用普通的夹具就能满足产品加工要求;但对于复杂的或是不规则的零件,必须使用专用夹具,才能提高生产效率,保证加工过程顺利,使产品质量稳定。因此,机床夹具设计是机械制造系统的重要部分,需深入研究和持续发展。
零件图样(如图1所示),该零件精度要求高,且数量比较大(每月3000件),材料为(航空铝)铸件,该零件批量比较大,因此选用数控机床进行加工,以提高加工效率。由于该零件的外形不规则,若采用普通车床加工,使用通用的三爪自动定心卡盘或四爪单动卡盘无法夹持,同时伸出加工部分又过长,刚性也不好,在加工过程中难于保证尺寸精度,也容易发生事故,因此需要解决工件装夹和切槽时的刚性、刀具等问题,才能保证加工出来的产品达到图纸要求。

图1 零件图样
一、难度分析及工艺流程分析
1该零件外形形状较复杂;
2加工时,注意夹紧力要适当,否则会产生变形和形状误差,甚至会因夹紧力不足会飞出伤及设备及操作者;由于是航空铝,表面容易损坏,故装夹时也要考虑保护好铸件表面;
3加工时,易出现同轴度误差及基准不重合误差,故加工前应先镗爪。
根据以上情况及其批量要求情况,应考虑设计一套专用夹具,保证产品的稳定性,从而提高生产效率,实现效益最大化。从零件图样得知:(航空铝)铸件,经测量需加工部位是φ29,加工余量不多,且批量较大。因此,既要考虑如何保证零件在加工时的定位精度,又要考虑装夹方便、快速、可靠;铸件材料较软,需保证表面完好。综上所述,加工时,关键是解决零件的定位和装夹问题,此工件需做两个辅助夹具装夹加工,夹具如图2所示。
经图样分析,该零件的工艺流程如下:

上述两道工序中都比较难实现图纸的要求,该产品的难点是加工时,装夹和保证圆度问题。该产品属于批量生产,要提高生产效率最好的解决方法是针对该工序设计一个专用的夹具;另外,圆度要求也比较高,○0.01,增大了加工难度。
二、夹具设计和零件定位
如何保证工件定位准确、装夹方便和夹紧可靠呢?根据运动学可知,刚体在空间的任何运动都可看成是相对于三个互相垂直的坐标平面,共有六种运动的合成。选作主要定位面的表面应力求其面积应尽可能的大,以利于提高定位精度,增加定位稳定性。
本次所加工零件毛坯是(航空铝)铸件,外形尺寸比较复杂,且工序余量不多,因此加工时,工件的夹紧和定位最重要,直接在夹具上采用螺丝锁紧,螺丝与工件接触部位采用胶圈,以保护工件表面。但零件是不规则体,必须先镗爪,以保证同轴度。
除以上方面外,还有乐器制造业、音乐印刷业、音乐生产业等相关盈利的音乐产业,以及音乐图书和乐器销售、音乐培训机构、音乐娱乐机构等。其均是在音乐产业原本的基础上,逐渐延伸和扩展起来的行业。这些行业符合音乐产业创新性发展的要求,在总产业规模上占有举足轻重的地位。同时,相对于未来音乐产业发展的前景而言,拥有巨大的市场潜力。
1第一次装夹、加工准备工作及要求
(1)夹具外圆直径必须精磨后能配合型材内孔,车床三爪装夹前必须镗爪保证装夹辅助夹具的稳定性;
(2)辅助夹具装夹需保证大端面跳动和同心度,在加工许可范围内,通过螺丝加胶圈锁紧工件,限位销定位。
2第二次装夹、加工准备工作及要求
(1)夹具外圆直径必须精磨后能配合型材内孔,车床三爪装夹前,必须先镗爪保证装夹辅助夹具的稳定性;
(2)辅助夹具装夹需保证大端面跳动和配合外圆的同心度,在加工许可范围内,通过内胀锁紧工件,前端配合面有四个线割处。
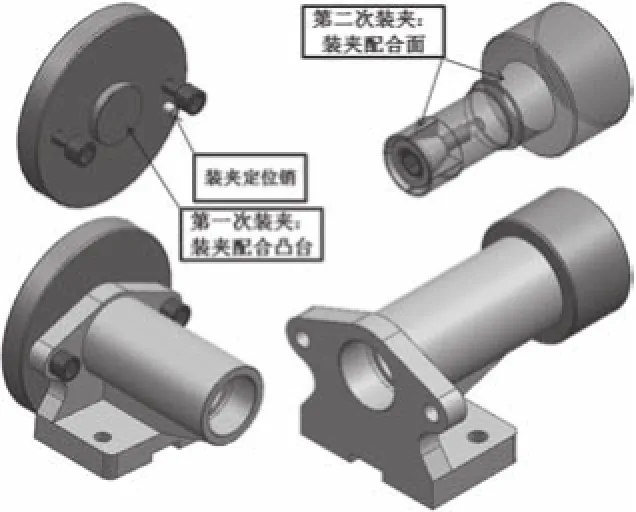
图2 一夹、二夹夹具
3刀具准备
(1)端面外形车刀;
(2)内孔车刀:粗加工,直径φ20~φ24的范围,保证刀具的刚性,以避免出现振纹;
(3)内孔槽刀:刀片宽度选用3mm;
(4)内孔车刀:精加工,直径φ20~φ24范围,保证刀具的刚性,以避免出现振纹。
备注:上述刀具使用刀片均为铝用刀片,保证被加工表面的光洁度。
4加工参数
(1)端面车削时,主轴转速取300~400r/min,为取得较好的表面粗糙度选用较低的进给速度取F0.08~0.1mm/r,采用一次走刀加工完成;
(2) 内孔粗车时,主轴转速取200~300r/min,进给速度取F0.7~0.9mm/r,留精车单边余量0.1~0.15mm;
(3)车退刀槽时,主轴转速取200~300r/min,进给速度取F0.1~0.15mm/r,采用一次走刀加工完成;
(4)内孔精车时,主轴转速取300~400r/min,为取得较好的表面粗糙度选用较低的进给速度取F0.08~0.1mm/r,采用一次走刀加工完成。
5 注意事项
(1)由于工件是不规则外形,会产生重量失衡,所以程序需限制一定的最高转速;
(2)在车削时,使用适当的冷却液,并且要加注到位,能减小受热变形,避免产生积削瘤现象,使加工表面达到图纸要求;
(3)安全文明生产。
结语
此次研究的课题是本人在2014年参加企业实践活动时,实际加工生产例子,以上夹具能很好地解决产品的装夹和表面质量等问题,达到图纸的垂直度和圆度要求。减轻了操作者的工作量和劳动强度,提高了效率,保证产品质量,实现经济效益最大化。
[1]王光斗,王春.机床夹具设计手册[M].上海:上海科学技术出版社,2000.
[2]刘杰华,任昭蓉.金属切削与刀具实用性手册[M].北京:国防工业出版社,2006.
TG75
A