塑料感应焊接技术(下)
2015-09-11张胜玉
张胜玉
(广州市特种设备行业协会)
塑料焊接技术连载(二)
塑料感应焊接技术(下)
张胜玉
(广州市特种设备行业协会)
(上接《塑料包装》2015年第4期)
6 .感应焊接接头设计
接头设计是开发新应用的高交互过程。典型的设计流程包括材料相容性初步试验、概念布局与建立三维实体模型、对实验室压制机中的原型零件进行设计验证以及对生产工装中的生产件的工业化生产过程进行验证。典型的接头设计如图7-11所示。
平面-平面接头
这是最简单的设计,用于连续焊接作业或焊合线较长的零件。该接头仅产生结构焊缝,可用于热成型件、板件、点焊等。植入物可用圆的、扁平的或带状型材。

图7 平面-平面接头
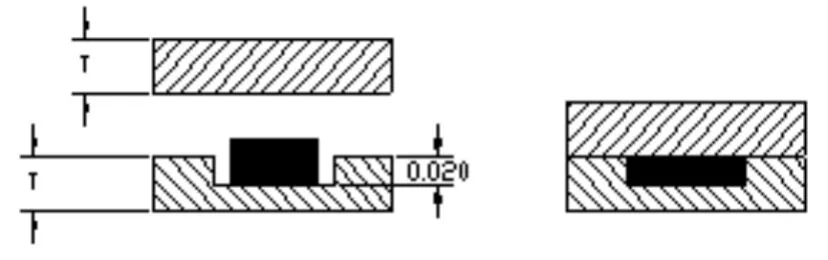
图8 平面-凹槽接头
平面-凹槽接头
平面-凹槽接头确保焊缝的精确定位和植入物的密封。用于植入材料需自动伸进结合面的场合。它能产生结构焊缝和有限密封焊缝,可用于平直零件装配、圆盘、压力密封等。植入物可用圆的、扁平的或带状型材。
榫槽接头
榫槽接头适用性最广,能获得最高强度焊缝。植入物密闭在接头中,能够产生气密封接和耐压密封及外形美观的焊缝。榫槽剪切接头是使用最广的接头设计。该设计适用性好,具有如下优点:1)具定位功能2)接头预接合,组装简便3)物理止动(physical stop)保障连接件的相对位置4)植入物在接头内定向流动5)由于最终接头强度随界面结合面积而变化,榫槽剪切接头一个很大的优点是能在薄壁接头内提供较大的界面结合面积。普通的榫槽接头如图9所示,植入物用圆型材。高压榫槽接头如图10所示,用于大型模制件的长剪切接头,植入物用片材或带材。
阶式接头
阶式接头能适应较大的零件收缩变化,产生高压密封接头。该设计利用小型圆柱形模制件中的有限剪切高度空间。植入物可用1.27mm厚的片材或带材。
适当的接头形状和尺寸是感应焊接零件设计的重要考虑事项。接头形状和高频线圈空间布置之间的相互关系决定能量从高频线圈传递至接头处电磁材料的总效率。结合线应相对于外壁均匀布置。这一点对于保证耦合距离(即工作线圈与结合线之间的距离)恒定必不可少。接头本身应尽可能规则,最好是环状或圆柱形的。不规则形状的接头需要更复杂和更昂贵的工作线圈且难于均匀加热。接合线应尽可能靠近线圈。应避免采用阻碍工作线圈靠近接合线的外部突缘、突出部或其它不规则物。可以采用使耦合距离可能达25mm的特殊反射线圈。但反射线圈需要开发,成本更贵,工作效率不及贴身线圈。图12阐明了上述原则。
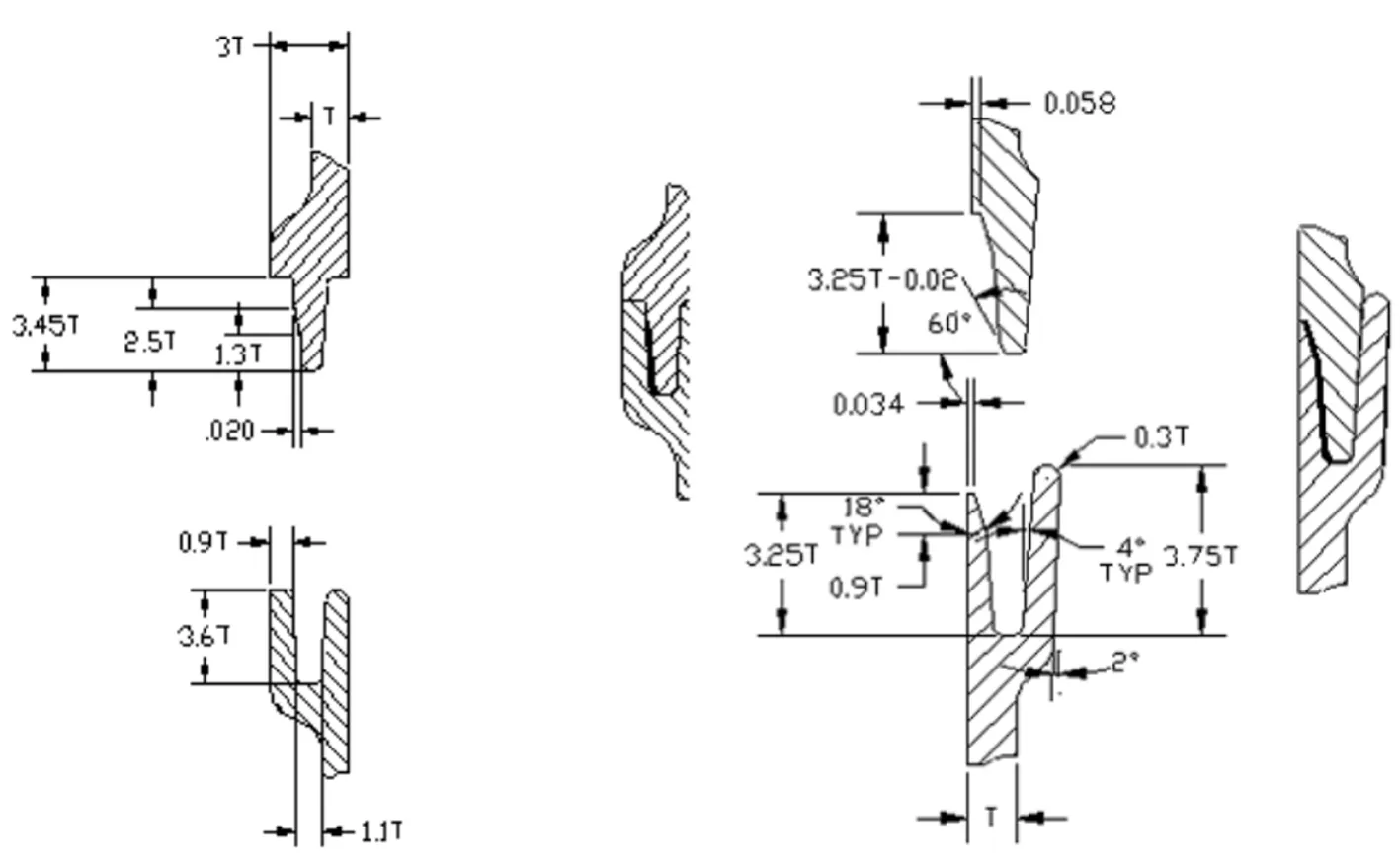
图9 普通榫槽接头 图10 高压榫槽接头
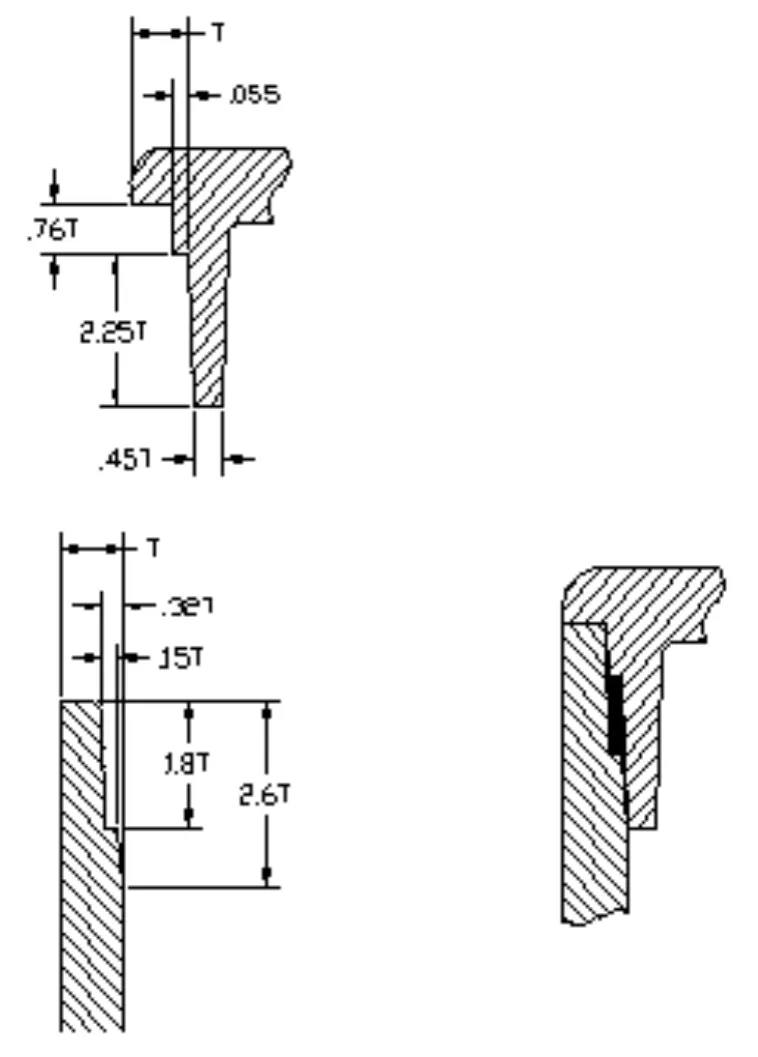
图11 阶式接头
接头设计应考虑熔化电磁材料的流动。熔化电磁材料会沿着最小阻力的路径流动并按设计填满空隙或者填满收缩或下凹表面。接头应尽可能设计成剪切接头而不是剥离或对接接头(见图13)。在焊接薄板材料时,由于电磁材料的添加会造成厚度增加。增加量是微不足道的,取决于电磁材料的厚度和焊接过程中作用于接头的压力。
不同的接头设计需要不同形状的电磁材料。榫槽接头在凹槽处放置模压垫圈或挤压线束,而平面-平面接头需在两表面之间放置带材或挤压线束。
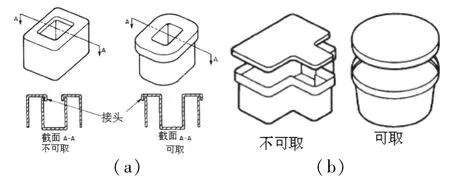
图12 感应焊接头设计准则。
(a)原接头不可达。改进设计可达,形状更规则。(b)原设计接头形状不规则使线圈制作和操作困难。
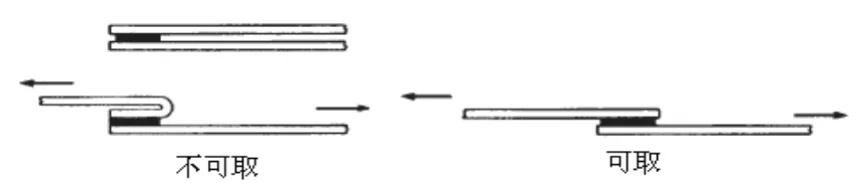
图13 金属丝或金属薄片位于其中的感应焊接头设计成产生剪切应力而不是剥离应力
7 .感应焊接特点
由于感应加热只发生在界面处,热量不必从外源或经由母材传至所需位置,所以焊接速度很快。焊接时间一般为1秒到30秒,如聚乙烯接头的感应焊可以只花短短的3秒钟时间。自动焊接设备焊接速度可达每分钟150个零件。因为热量只在需要的地方产生,在零件主体中不产生热应力。由于位于接头界面处的电磁材料熔化时,在压力下流入空隙和不平整表面,可形成废品率接近于零的可靠焊缝。所以感应焊对零件尺寸和几何形状限制少,焊接表面可以相当不规则及形状比较复杂(如复杂形状的三维接头),能够适应不平整调节安装。感应焊适宜于长焊缝,能焊接大型零件(可一次焊接长达6.1m的熔合线),还可同时焊接多个小型零件(商业应用的线圈已可同时焊接20条单独的焊缝)。感应焊的另一优点是能够沿接头移动线圈以形成连续的焊缝。为了加工复杂的结构,可以用机器人控制线圈。如果需要,焊后零件可以用同样的设备打开以修补缺陷焊缝或打开组件用于内部修理或者回收。感应焊能够形成所有热塑性塑料及某些热固性塑料(如SMC)的结构密封或气密焊缝,尤其适用于焊接高熔点塑料如现代工程塑料(典型的例子是许多汽车发动机罩零件)。某些不能用其他方法焊接的不相容材料(不论其熔化温度如何)能够用感应焊连接。同粘接和铆接接头相比感应焊获得的接头强度高出许多。感应焊其它优点包括:零件热损伤、变形和过量软化较少、熔化材料从结合线处挤出较少、可实现密封、容易通过调节电源功率进行控制、母材不需预处理、粘合剂保存期限不受限制等。
感应焊的主要缺点是感应焊设备昂贵、植入物的额外费用可能很高、工作线圈的优化配置成本以及将植入物置于接头处的附加装配作业。此外植入物保留在接头区域之中,直接影响接头强度。
8 .感应焊接应用
感应焊用量最大的是无菌饮料盒的密封(盒壁中的铝箔层通过感应加热熔化和密封低密度聚乙烯外层)。包装行业其它应用还有:化妆盒(聚乙烯与聚丙烯的焊接)、涂塑金属盖与塑料瓶的封接
汽车工业:由40%玻璃纤维毡增强聚丙烯复合材料组成的旅行车货厢地板和座椅靠背、玻璃填充的PA6注塑进气谐振器、30-33%玻璃纤维增强的尼龙6散热器溢流箱、动力转向储液罐、三都平(热塑性橡胶)/聚丙烯材料连接的方向盘气囊袋、汽车尾灯、PBT热塑性聚酯两部分保险杠、聚碳酸酯汽车保险杠、汽车仪表板、汽车防撞箱形零部件、片状模塑料(SMC)的焊接。
医疗设备:聚碳酸酯血液氧合器、动脉滤器零件
家用器具:蒸汽熨斗、洗碗机喷射水臂、聚丙烯水壶、30%玻纤增强聚丙烯反渗透水箱
电子工业:聚碳酸酯结构泡沫计算机控制台
其它应用还有:玻璃纤维毡聚丙烯复合防风门、交联聚乙烯管的连接、金属格栅与扬声器前部的焊接、高密度聚乙烯割草机护罩及燃料箱的焊接、高密度聚乙烯螺纹管件与吹塑圆筒的焊接等。
9 .感应焊接进展
以前,非智能振荡管高频发生器反馈能力有限。现今美国Emabond公司开发出了带易控制功率输出装置的新型固态高频发生器,它能够提供焊接过程控制和反馈并能精确控制作用于结合线处的能量。新型高频发生器和功率输出装置采用复杂的高频转换技术提高客户产品设计能力和过程控制能力。高频发生器可编程,控制器提供自诊断和对焊接过程的多种控制能力。该新型高频发生器已获得FCC(美国联邦通信委员会)和CE(欧盟)的批准。优点包括:精确控制结合线处的能量(包括功率级直线上升或功率脉冲调制);对在焊接过程中靠近或留存在结合线内的非塑料零件如金属和精密电子元件加热量最小或者不加热;允许点焊和连续扫描结合线的移动电源程序包;更宽的总功率范围;降低总成本。
以前的高频电源输出是一个静态过程——在很多方面类似其它塑料焊接方法如超声波焊和热板焊等,在通过摩擦或外部热源施加能量时工件通常在夹具中保持固定。易控制功率输出装置的出现允许工件在高频能量均匀作用时在夹具中受压下产生移动。电源可同焊件一起移动或者工件从固定高频电源旁边经过。感应焊变成了动态过程。新型固态高频发生器完成了从静态到动态焊接过程的提升。
感应焊最新进展集中于通过持续改进植入电磁材料的性能、焊接设备、统计过程控制、接头优化设计等方面来最优化增强塑料复合材料接头的机械性能。感应焊最广泛用于聚烯烃,最近在承载或高强度应用的工程塑料如尼龙6中使用量日益增加。汽车工业广泛采用了玻纤增强尼龙基塑料,安全、耐用要求是最优先考虑的问题。感应焊技术在重载、承载汽车塑料件的设计中向汽车工程界证明了其有效性、适用性和独特的能力。
10 .结语
感应焊通过与待焊零件结合线密切相符的高频线圈施加高频能量。置于结合线处的电磁材料吸收的能量直接在结合面处提供集中、可控的局部加热。埋入聚合物基体材料中的铁磁性颗粒吸收的电磁辐射引起感受器颗粒快速加热。从铁磁性颗粒至聚合物基体材料的传导热造成植入材料的蠕流(creeping flow)。在适当压力下,植入材料填满接头空穴。在施加足够的压力完全压紧结合面且消除空隙时,植入材料与母材表面之间在热传导作用下形成分子键。待焊零件在连接过程中承受适度夹紧力是为了保证电磁材料的充分流动和冷却过程中零件的密封。
感应焊快捷、可靠,克服了其它一些连接方法固有的一些缺点。感应焊对零件尺寸和几何形状限制少,唯一的要求是感应线圈设计成能施加均匀的电磁场。感应焊接大型或不规则形状零件优势明显。即使在表面不平整或零件之间公差较大的情况下,电磁材料能填满结合面处的模制不平整或空隙以确保实现良好连接。感应焊废品率很低,即便出现缺陷焊缝,还可通过将已焊件置于电磁场中重熔进行脱焊和重焊。感应焊加热仅发生在电磁嵌件接触的地方,母材主体保持室温避免降解或变形。感应焊对温度和湿度变化不敏感,较少依赖于待焊材料的性能如颜色或熔化温度。感应焊能够形成所有热塑性塑料及某些热固性塑料的结构密封或气密焊缝,能产生可靠性好、强度高的耐压密封接头(如医疗设备)。组件中含有金属零件时需要特别考虑。在接头附近和磁场中的任何金属也会发热。如果这种情况无法避免,需专门设计工作线圈。感应加热线圈应尽可能靠近接头。对于复杂设计,线圈轮廓可与接头相符。
感应焊塑料零件的最佳机械性能取决于很多因素,包括零件总体设计、适当接头形状的选择、工作线圈的设计、电磁植入材料的成分和特性、焊接工艺规范的选择等。
成功的感应焊接方案需要优化以下三个重要方面:
a)零件应用设计、接头设计及材料选择。包括:内部金属件的焊接、机械留存附加内部零件于结构接缝内、高温热塑性塑料的焊接、高玻璃含量增强塑料的焊接、不规则形状的均匀焊接等。
b)植入材料配方、外形和组件插入。包括:能配置成预制件的较广范围的热塑性塑料,改善加热效率、预制件形状和熔化特性的高性能感受体颗粒。
c)设备设计与集成。包括:具易控制较宽范围功率输出装置的高频发生器、具数据采集的动力过程控制、允许长的不规则结合线展开的软高频电缆、同时焊接多条焊缝等。
感应焊能焊接全系列工程塑料及难以用其它方法焊接的高填充复合物。随着高强度和承载用途的工程塑料(增强塑料)使用量的显著增长,感应焊接正成为基础设计和制造方法至关重要的一环。
[1]中国机械工程学会焊接学会.焊接手册第2卷:材料的焊接(第3版)[M].北京:机械工业出版社,2008,1155~1179.
[2]张胜玉.塑料焊接在汽车工业上的应用[J].塑料,2004,33(6):89~94.
[3]张胜玉.热塑性复合材料及其焊接[J].纤维复合材料,2000,(4):45~48.
[4]Flavio Caretto.Studying the“induction welding”process applied to thermoplastic-matrix composites.Energia,Ambiente e Innovazione,no.6,p.103-111,2011.
(完)
