S Zorb装置长周期运行分析
2015-09-03段玉亮尹威威
段玉亮,刘 锋,尹威威
(中国石化长岭分公司,湖南 岳阳 414012)
S Zorb装置长周期运行分析
段玉亮,刘 锋,尹威威
(中国石化长岭分公司,湖南 岳阳 414012)
中国石化长岭分公司1.2 Mt/a S Zorb装置已连续运行40个月,对该装置长周期运行中在反应器过滤器的优化运行、提高原料换热器效率、处理再生吸附剂结块、减少临时转剂线磨损、闭锁料斗系统的维护等方面所采取的措施进行了总结分析。优化反应器过滤器运行的关键是加强反吹系统的维护、反应压力的平稳控制、大法兰密封的保护监测和间歇性将系统内细粉排出;保持原料的清洁度、减少原料换热器结垢可提高换热效率;利用原有卸粉尘流程可减少吸附剂结块对吸附剂循环的影响;在横管下料不畅的情况下,采取少而大的弯头配管形式取代多而小的弯头配管形式,有效地减少了临时转剂线的磨损;采取一系列措施保护闭锁料斗程控阀的磨损以及缩短闭锁料斗故障处理时间,为S Zorb装置与催化裂化装置同步连续运行提供了保证。
催化裂化汽油 吸附脱硫 过滤器 闭锁料斗 吸附剂
中国石化长岭分公司(简称长岭分公司)1.2 Mt/a S Zorb催化裂化汽油吸附脱硫装置于2010年11月21日建成投产,属于首批S Zorb技术国产化装置。装置运行至2014年3月18日停工,共连续运行1 223天,创下了同类装置的最长运行记录。该装置不仅保证了长岭分公司汽油满足国Ⅳ排放标准要求,并且实现了S Zorb装置与上游催化裂化装置同步检修的目标。本文对该装置长周期运行中在反应器过滤器的优化运行、提高原料换热器效率、处理再生吸附剂结块、减少临时转剂线磨损问题、闭锁料斗系统的维护等方面所采取的措施进行总结分析。
1 S Zorb装置简介
S Zorb装置原则工艺流程如图1所示。原料汽油和氢气混合后被加热到420 ℃左右,从底部进入反应器与吸附剂接触并发生吸附反应,反应后的混合油气在反应器顶部经过滤器将油气中的吸附剂颗粒过滤下来,留在反应器中。反应后的吸附剂(即待生剂)从反应器上部自流至反应器接收器,再通过闭锁料斗将待生剂从临氢环境运送到临氧环境的再生器进料罐,然后输送到再生器与空气燃烧,烧去硫和碳,再生过的吸附剂通过再生器接收器,又经过闭锁料斗转换环境,输送至还原器还原,还原后的吸附剂再自流到反应器与油气反应,形成一个循环。
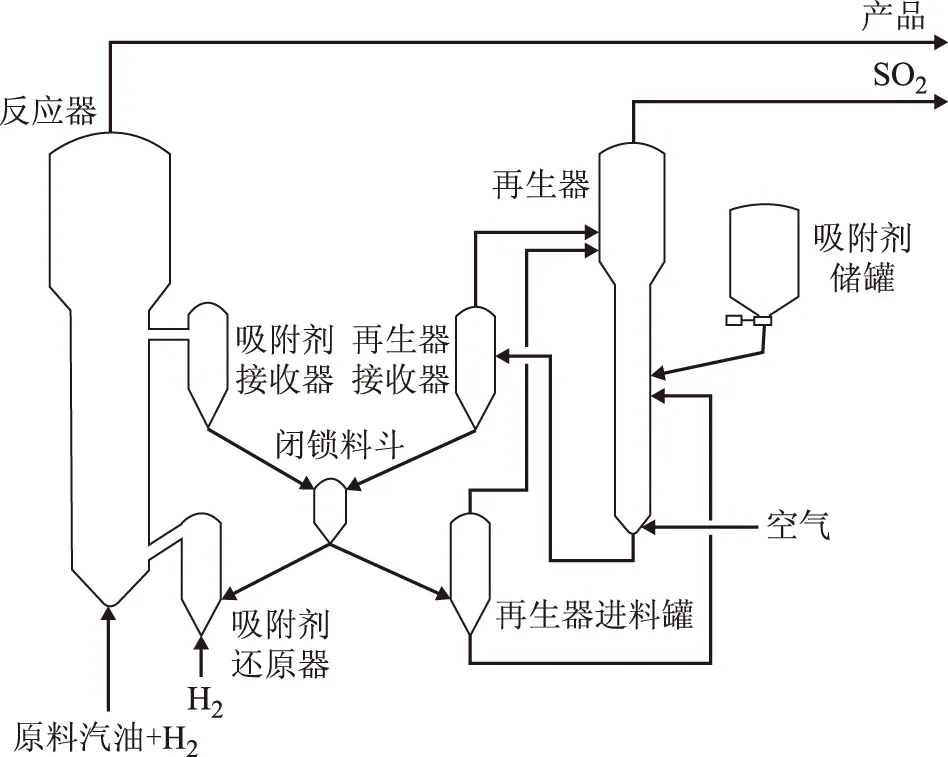
图1 S Zorb装置原则工艺流程示意
2 反应器过滤器的优化运行
反应器过滤器(ME101)为S Zorb装置的核心设备,用于将反应器内吸附剂与油气分离,其运行好坏直接关系到S Zorb装置能否平稳、高负荷、长周期运行。装置运行至2013年8月,ME101差压基本正常,但后期的7个月中,差压急速升高。为确保装置运行,且经过ME101制造商认可后,将ME101差压联锁置于旁路。至2014年3月停车后观察,ME101的6个扇区中有1个扇区严重架桥,其余5个扇区未见异常。根据运行经验分析,其中1个扇区严重架桥的主要原因是该扇区的反吹阀在运行后期出现故障,导致该扇区过滤器不能得到正常反吹,物料累积后在该扇区形成架桥。
对于ME101的优化运行,主要采取的措施有:
(1) 缩短反吹周期、保证反吹压力。最初反吹周期为120 min,且连续运行至2013年下半年仍然为120 min,随着装置运行时间的推移和差压上升,反吹周期不断缩短,至2014年反吹周期设定为45 min。反吹压力根据进料量和反应压力来调整,严格按照过滤器对反吹气压的要求执行,基本控制为反应压力的2.5倍。依靠整定反吹氢气压力控制阀PID参数,保证在过滤器反吹时反吹压力满足反吹要求,同时避免反吹后充压速率再次过快,致使反吹氢气压力超过反吹氢气缓冲罐设计压力而损害设备。
(2) 加强对反吹阀门的维护。将反吹氢气进反吹阀温度控制在220~250 ℃,以延长阀门运行寿命。针对运行过程中出现的反吹阀门开关回讯不到位等问题,定期联系仪表维护人员到现场检查阀门的开关和回讯情况。同时备用2台ME101反吹阀门,以便在阀门损坏时及时更换。
(3) 稳定控制反应压力。压力波动会造成反应床层的扰动,在进料量不变的情况下,反应压力变化时,反应气速变化,ME101的气体流量变化,即反应器的过滤负荷发生变化,最终影响ME101的正常运行,尤其是在反应压力急剧降低的情况下,会出现床层大幅波动,直接冲击ME101。从运行经验看,ME101差压较高的情况多发生在由反应器接收器向闭锁料斗装剂期间,因为大量油气随吸附剂从反应器排至闭锁料斗,这种现象在横管下料不畅时最为突出[1]。另外,闭锁料斗氢气充压步骤也会对反应压力造成影响,如充压过快,氢气在短时间内大量流向闭锁料斗,反应压力不能通过控制阀及时补充新氢,将造成反应压力短时间内急剧变化,所以调整合理的闭锁料斗氢气充压速率也是稳定控制反应压力的重要手段。
(4) 吸附剂接收器间歇性改走横管转剂。一般频次为每个季度走横管1~2天,同时提高再生器内流化气体流量,增加再生器气速,将细粉通过再生器内旋风分离器排至粉尘罐D109。吸附剂从反应器底部通过临时转剂线提升至反应器接收器D105,会有部分吸附剂细小颗粒始终停留在反应器上部,且随着吸附剂循环量的不断增多,这些粒径较小的吸附剂长时间运行后会在ME101滤芯滤饼外又形成一层永久性的滤饼,逐渐使ME101外的正常滤饼失效,增加了滤芯压降,影响ME101的运行。根据运行过程中对吸附剂粒径的分析,走横管转剂时循环吸附剂中0~20μm的颗粒约占3%左右,具体比例与新鲜吸附剂补充速率有关,而吸附剂走临时转剂线提升时,循环吸附剂中几乎没有0~20μm的颗粒。
(5) 降低反应器气速。加大反应器气速不但可以增加装置脱硫率,而且还可以降低反应时汽油的辛烷值损失,但反应器气速过快会使ME101差压上升,所以选择适合本装置的反应器气速尤为重要。一般运行初期反应器气速较高,在保证ME101差压正常的情况下尽量加大反应气速,S Zorb装置运行初期的最高气速为0.34 m/s,到运行后期,气速控制在0.28 m/s左右。
(6) 严格控制进料量以及进反应器氢气量的大幅度调整,其中进料量调整幅度小于0.5 t/min,氢气量调整幅度小于50 m3/min。还应严格控制反应压力的大幅调整,特别是在降压时,调整幅度小于0.05 MPa/min,以减小对反应过滤器的瞬间冲击。
(7) 加强ME101头盖法兰泄漏监控。由于安装缺陷,S Zorb反应器头盖大法兰在第一周期一直存在微量泄漏,反应压力被迫控制在2.8 MPa以内。在反应器顶部空气流通不好的情况下,油气会聚集着火,这种情况曾多次发生。在装置顶部平台安装两台摄像头对ME101大法兰进行监控,着火事件均被及时发现,经装置降压、开灭火蒸汽后,装置在10 min内迅速恢复正常,既没有损害设备、仪表,也没有影响装置正常生产。根据同类装置运行经验[2],装置在运行第二周期已改善密封形式,增加环形垫圈。
(8) 控制原料汽油蒸气压。催化裂化汽油以气相状态进入反应器,所以汽油的平均相对分子质量对ME101的影响较大,同样的进料量时,如汽油相对分子质量偏小,则ME101的气体通量增加。装置曾出现原料汽油大量携带液化气组分的情况,由于原料罐闪蒸能力有限,大量轻组分直接进入反应器,ME101差压急剧上涨至接近联锁值,迅速联系上游装置,经降量操作后恢复正常。由于S Zorb稳定塔的塔顶轻烃及塔顶气均进催化裂化粗汽油缓冲罐,液化气组分会再次循环至催化裂化气压机入口,所以催化裂化汽油蒸气压按指标下限控制,既可降低S Zorb装置ME101的负荷,又可在一定程度上降低催化裂化气压机的功率。
3 保证原料换热器效率
原料换热器(E101)为装置的关键换热设备,E101的换热效率直接影响装置的能耗,如E101效率降低,加热炉将承担更大的加热负荷,所以E101的运行情况直接关系到装置的加工能力。在同类装置中,因E101结垢严重而最终导致装置停工的情况曾多次发生。E101结垢的原因有多种,其中上游装置的铁锈、汽油中的胶质和盐类为原料换热器结垢的主要因素[3]。S Zorb装置E101在第一周期运行良好,最初的换热终温为380 ℃,装置运行40个月时,换热终温仍然维持在355 ℃以上,E101热端温差由运行初期的50 ℃涨至65 ℃,仅上涨15 ℃。
装置主要采取如下措施来提高和保证E101换热效率:
(1) 原料汽油清洁化,稳定汽油不经碱洗直接送到S Zorb装置,避免因汽油带碱造成原料换热器结垢、换热效果变差的问题,尽量不掺炼来自罐区的汽油,减少胶质进入E101结垢的风险。
(2) 增加一台原料过滤器。装置原始设计原料过滤器仅一台,正常时过滤器运行2~3个月后就需要拆开清洗,而整个清洗过程时间较长,耗时将近一周,这段时间装置原料走过滤器跨线,没有经过过滤。装置运行至2013年初,增加了一台原料过滤器。
(3) 加强对罐区原料汽油的管理。对中间产品汽油罐,预先做好清罐和除锈的工作,减少或避免罐区汽油与空气接触生产胶质。
(4) 对上游催化裂化装置,控制原料中二烯烃质量分数在1.2%左右,减少二烯烃在原料换热过程中聚合而产成积炭,控制氯离子质量分数不超过0.5μg/g,减少氯盐在原料换热系统结垢。
4 再生吸附剂结块的处理
装置近年来的生产实践证明,吸附剂在再生条件下容易结块。因为再生器中具备吸附剂结块的条件且不可避免,即含有一定量的水和局部低温。再生空气中带有少量的水,待生吸附剂上的烃类在燃烧过程中也会生产少量的水;现有再生器中吸附剂的混合没有催化裂化再生器混合剧烈,更容易出现局部低温,尤其是再生器锥体部位流化较弱,常出现低温状况。当吸附剂结块时,块状物将堵塞输送吸附剂的滑阀,造成吸附剂循环中断。在装置运行的第一周期,待生、再生滑阀因吸附剂结块堵塞而造成吸附剂循环中断的情况频繁出现,频次最高时达月均3次,严重影响了装置的平稳运行。
为减少吸附剂结块对S Zorb装置精制汽油质量的影响,经过深入研究和实际摸索经验,提出一种解决方法:在再生器下料口处加过滤罩,将块状物挡在再生器内,再通过在底部增加的卸剂线将块状物卸出,整个过程在线进行,不需要中断吸附剂循环,具体步骤如下:
(1) 将再生器下料流程从原有的再生器锥体底部输送至再生滑阀,改为由再生器筒体下部跨线输送至再生滑阀。
(2) 再生器筒体下料口处增加过滤罩,网罩通过直径为150 mm,将再生器内的吸附剂结块挡在再生器内,使再生器内的块状物不影响吸附剂的循环。
(3) 再生器锥体内的吸附剂在正常情况下只维持松动,保证其中吸附剂处于流化状态,但大多不会参与吸附剂循环,再生器中一旦结块将大部分沉积在再生器锥体内。
(4) 将原有锥体处下料改排至装置吸附剂粉尘罐,并安装用于输送的氮气管线。
(5) 正常生产时,定期将再生器锥体内吸附剂块状物卸往吸附剂粉尘罐。
(6) 在装置吸附剂储罐顶部装剂斗中安装过滤网,将粉尘罐中吸附剂和块状物收集至装剂斗中,经过滤网过滤后的吸附剂可重新进入吸附剂储罐回用,将块状物从装剂斗上的过滤网中清除掉。
再生器底部改造后的流程示意见图2。下料跨线抽出口再生器内增加过滤罩,吸附剂正常循环改走再生器下料跨线去再生滑阀,再生吸附剂再经氮气输送至D110。原有的下料锥体抽出口,增加管线至D109吸附剂粉尘罐,同时管路上增加两道球阀便于隔离、增加氮气松动及输送管线确保再生卸剂畅通。

图2 再生器底部改造后流程示意
根据装置中吸附剂结块多少来决定再生卸剂的频次,也可以利用正常系统吸附剂置换时卸剂来卸出块状物。正常生产时或系统需要置换吸附剂时,只需打开新增氮气线,利用新增再生器锥体至D109管线卸剂即可。卸剂前将D109内原有粉尘卸空,待D109接收到卸出吸附剂后,这部分吸附剂可以送至装置吸附剂储罐顶经过滤后回收,同时也可以根据系统吸附剂活性选择直接废弃。
通过上述改造后成功解决了再生吸附剂结块问题,同时达到了以下3个效果:①在线清除吸附剂块状物,不需要中断吸附剂循环,确保精制汽油质量连续合格;②卸出的吸附剂可以根据装置需要选择回收或废弃;③减少了拆装原有过滤漏斗的步骤,降低了人工成本。
5 减少临时转剂线磨损问题
装置运行第一周期中,因横管下料不畅,吸附剂循环被迫改走临时转剂线,从反应器下部将待生吸附剂提升至反应器接收器D105内。2012年由于提升热氢气流量计量不准确,导致提升氢气流量长时间超过所需最小提升气量(200 m3/h),临时转剂线内气速增加,磨损速率加快,致使2012年全年临时转剂线共穿孔5次之多,虽然都能及时发现和处理,没有造成装置停工,但临时转剂线的磨损已经成为S Zorb装置的一个巨大的安全隐患。同类装置也多次出现弯头磨损现象[4-5]。
针对反应器底部临时转剂线磨穿的情况,采取了以下措施:
(1) 更换提升热氢气流量孔板,其检测流量量程变为0~500 m3/h,在保证吸附剂输送量的情况下尽量降低提升热氢气量,降低吸附剂输送气速,减少吸附剂对管线的磨损。实际生产经验证明输送氢气流量为200~300 m3/h时就可以保证吸附剂正常提升。
(2) 在临时转剂线弯头处设置活动保温层,可以随时打开保温层对弯头进行测厚,正常时期每月监测一次,如出现整体均有减薄现象,则将监测频次增加,如发现单个弯头明显减薄则停止使用该管线,更换弯头。
(3) 对反应器底部转剂线进行改造,减少弯头数量,采用大弧形的流程,将原有临时线上的13个弯头降至4个。
(4) 采用厚壁管,原有管线壁厚为7.5 mm,现全部采用壁厚为12 mm的厚壁管。
(5) 对吸附剂弯头进行贴板处理,增加弯头管壁厚度。
(6) 弯管改卡套连接形式,监测到磨损严重、需要更换弯头时,可缩短处理时间。
只有解决横管下料问题,才能避免临时转剂线的磨损,因此在反应器过滤器ME101正常运行的前提下,通过适当提高反应器气速和反应器藏量、降低D105内气提氢气量来优化横管下料;另外,增加D105至反应器顶部的气相返回线,使横管处吸附剂输送正常,横管下料基本达到装置吸附剂循环要求。
6 闭锁料斗系统的维护
闭锁料斗程控阀的故障问题是影响S Zorb装置长周期运行的关键问题,而阀门的故障主要表现为阀门填料密封泄漏、球面损伤导致阀门卡或内漏以及回讯器故障。装置运行第一周期曾多次出现填料密封泄漏,大量吸附剂粉末喷出,泄漏后的阀门填料密封损坏后,无法压紧修复,被迫离线处理。阀门球面轻度损伤,会使阀门产生内漏,不但会有很大的安全风险,而且会造成闭锁料斗系统无法正常运行,如重度损害导致阀门卡,则必须停运闭锁料斗,进行更换。回讯器故障问题为仪表问题,可以进行检修和备货更新。
表1统计了S Zorb装置第一周期的阀门故障情况,除对设备自身硬件提出更高要求外,还采取了以下措施来减少阀门故障及其对装置稳定运行的影响:

表1 闭锁料斗阀门泄漏情况
(1) 保证各种型号的程控阀至少有一个备用阀,在必要时更换,尽量避免临时抢修,发现开关时间较长或发现有较小内漏时及时处理。
(2) 仪表维护部门定期对阀门检查,并给阀杆加油。
(3) 主管部门督促维护单位加强维护、维修培训,并建立S Zorb设备出现故障时的快速响应机制,尽量缩短处理程控阀时闭锁料斗停运时间。
(4) 在闭锁料斗平台安装索道,提高程控阀安装效率。
(5) 加强闭锁料斗氢气、氮气过滤器的反吹管理,保证吸附剂输送管道放空泄压畅通,管线不憋压、减少管线内残存的吸附剂,减少阀门的磨损。
(6) 制定阀门试内漏方案,定期对阀门试漏,对有轻微内漏的阀门应全部提前集中更换,将损失降至最低,同时缩短了分批次处理内漏阀门导致闭锁料斗停运的时间。
除程控阀外,闭锁料斗过滤器ME102也是需要精心维护的关键设备。S Zorb首次开工时,由于ME102管板放置在施工现场的时间过久,且对管板内螺纹保养不利,导致ME102的部分滤芯安装时插入深度没有达到要求,在装置运行1年后,ME102有3根滤芯出现泄露,大量吸附剂带至闭锁料斗后路气相系统,将气相管线上4个程控阀、2个控制调节阀、1个手阀全部磨坏,而且管线弯头也磨损严重,被迫停运闭锁料斗,更换ME102管板。
闭锁料斗通气盘也是故障率高的设备,首次安装时通气盘过滤器裸露在外,直接与吸附剂接触,在运行2年后4支通气盘全部损坏,首先表现在ME102反吹时差压高、闭锁料斗气体阀门故障率增加,说明部分吸附剂由通气盘倒流至气体管线内。及时将原通气盘更换为带外保护罩的通气盘,并对闭锁料斗气体管线进行反复吹扫后重新投用,第一周期结束后检查更新的通气盘,没有发现损害情况。
7 结 论
优化反应器过滤器ME101运行的关键是加强反吹系统的维护、反应压力的平稳控制、大法兰密封的保护监测和间歇性将系统内细粉排出;保持原料的清洁度、减少原料换热器E101结垢也是装置长周期运行的保证;利用原有卸粉尘流程减少了吸附剂结块对吸附剂循环的影响;在横管下料不畅的情况下,采取少而大的弯头配管形式取代多而小的弯头配管形式,有效地减少了临时转剂线的磨损;通过采取一系列措施保护闭锁料斗程控阀的磨损以及缩短闭锁料斗故障处理时间,为S Zorb装置与催化裂化装置同步连续运行提供了保证。
[1] 刘进平,白永涛,宋红燕.S Zorb汽油精制装置操作优化[J].石油炼制与化工,2014,45(12):50-53
[2] 刘燕敦,孙同根.S Zorb装置的生产优化[J].石油炼制与化工,2014,45(10):72-76
[3] 余贺,赵基钢,侯晓明,等.FCC汽油S Zorb反应吸附脱硫过程中不饱和烃加氢反应的研究[J].石油炼制与化工,2014,45(7):13-19
[4] 曹文磊.S Zorb装置长周期生产低硫含量汽油的影响因素及对策[J].石油炼制与化工,2014,45(2):74-78
[5] Xu Li.Influence of carbon content on S Zorb sorbent activity[J].China Petroleum Processing and Petrochemical Technology,2013,15(2):6-10
ANALYSIS ON LONG PERIOD OPERATION OF S Zorb UNIT
Duan Yuliang, Liu Feng, Yin Weiwei
(ChanglingPetrochemicalCompanyofSINOPEC,Yueyang,Hunan414012)
The 1.2 Mt/a S Zorb unit of Changling Petrochemical Company of SINOPEC has been running for more than three years. The measures for optimizing the filter operation, improving the heat exchanger efficiency of raw material, processing and regenerating the adsorbent agglomerate, reducing the line wear of temporary transfer agent as well as lock hopper system maintenance were summarized during the long operation period. The key to optimization of reactor filter operation is strengthening counter blowing system maintenance, smoothing reaction pressure control, monitoring large flange seal protection and discharging intermittently the powder in the system; the thermal efficiency can be improved by maintaining the raw materials purity and reducing feed heat exchanger fouling; the effect of adsorbent agglomerate on adsorbent recycling can be reduced by using the original dust unloading process. In the case of the horizontal tube poor in unloading, using the bend pipe with little and big instead of many small bend pipe can effectively reduce the wear of temporary transfer agent line. A series of measures to protect the wear in lock hopper program-controlled valve and shorten the failure processing time of the lock hopper make the S Zorb device synchronize with catalytic cracking unit.
FCC gasoline; adsorption desulfurization; filter; lock hopper; adsorbent
2015-05-04; 修改稿收到日期: 2015-06-25。
段玉亮,工程师,主要从事炼油生产技术工作。
段玉亮,E-mail:2zybduanyl.clsh@sinopec.com。
