新型复合型阳极钢爪研究
2015-09-03于冠英
于冠英
(中国有色(沈阳)冶金机械有限公司, 辽宁 沈阳 110141)
新型复合型阳极钢爪研究
于冠英
(中国有色(沈阳)冶金机械有限公司, 辽宁 沈阳 110141)
本文提供一种新的铝电解槽用钢壳铝芯阳极钢爪,从理论计算和浇铸分析、有限元分析等多方面对其结构合理性进行验证。该结构能达到电解铝生产节电降耗的目的,同时保障其结构强度满足实际生产使用的要求。
钢壳铝芯; 导电性能; 节电降耗
0 引言
目前通用铝电解槽预焙阳极均采用铸钢阳极钢爪,主要是通过铝、钢复合爆炸焊片与铝导杆焊接,铝导杆和阳极钢爪起传导电流和承载负载的作用。由于铸钢的电阻比较大,在铝电解过程中,阳极钢爪部分电压降较大,损耗的电功率也大,增加电解铝的生产成本。因此,如何在能源紧张的我国工业现代化的进程中,采用新的生产技术,简化工艺,增加收益、节能降耗、减少成本,对于电解铝企业来说是保证其具有市场竞争力的必要条件。本文提供了一种新型钢铝复合结构阳极钢爪,并通过理论计算、有限元分析、铸造模拟、电流模拟等方法验证了其结构的合理性,此新型结构具有显著的节能效果、较高的经济效益,因此具有很高的推广价值。
1 项目研发背景概述
铝电解法生产是一种高能耗过程。根据调查,世界原铝生产成本的组成当中,其中电能占24%,而我国原铝生产电能消耗占30%~40%。为此,铝行业各大制铝企业纷纷对电解工艺过程及电解流程进行详细的剖析,用以研究和探索制铝过程节能降耗的方法和有效途径。
通过对铝电解过程及其关键设备分析发现,电解槽对安全性能有较高的要求,因此改造的可能性和经济性较差;铝排、母线由于大量使用,其材料的导电性和使用经济性已属于最优选择。阳极方面,由于存在阳极导杆与钢爪、钢爪与碳块属于异种材料过渡,使得电流在流经该位置时阻抗较为显著;再加上单槽阳极数量较多,因此整个车间因阳极压降损耗较高。考虑阳极使用的环境条件限制,需要研究一种高导电率的阳极结构,进而解决阻抗引起能源浪费的重大问题。
我国目前大多数电解铝生产企业应用的阳极结构由铝导杆、铝钢爆炸焊接复合片、铸钢爪组合而成。[1]主要作用是传导电解电流和承载电解消耗的碳块重量,其中以导电为主。该结构在使用过程中存在以下问题:
(1) 铝- 钢爆炸焊片最高使用温度较低,仅为350 ℃;
(2) 铝- 钢爆炸焊片增加阳极压降、制作和检修成本;
(3) 铝导杆与铝- 钢爆炸焊片铝端采用摩擦焊也不能改变铸钢钢爪横梁导电性能差的本质;
(4) 铝导杆与铝- 钢爆炸焊片铝端采用熔化焊,有效接触面积小,阳极压降增加;
因此,降低吨铝直流电耗是降低铝电解生产成本的主要措施之一。[2]本文提供的新型钢壳铝芯阳极钢爪能够解决结构强度不足,易变形等问题,保障达到比现有各种阳极钢爪更优异的导电性能,这种结构的优点有:
(1) 将铸钢阳极钢爪横梁改为钢包铝式的铝钢复合结构阳极钢爪横梁。这种设计充分发挥了金属铝导电性能优于铸钢的导电性能的特点,相当于把铝导杆延伸到钢爪横梁内部。采用钢壳设计,钢壳本身主要起承载重量和保护铝芯不被电解质进行电化学腐蚀和烧损的作用。
(2) 铝钢复合结构阳极钢爪横梁上部直接设计制造出与横梁钢壳内铝芯相连的凸台,用来与铝导杆相连,其主要目的是取消与铝导杆焊接连接而设置的铝钢复合爆炸焊片,使阳极钢爪横梁和铝导杆可以直接进行铝—铝焊连接。这种设计使阳极钢爪横梁既发挥了铝材的优良导电性能,又解决了铝阳极导杆与阳极钢爪的焊接结合。
2 基础研究工作
2.1 温度因素
传统的阳极钢爪在使用过程中,会使电压降升高,电流损耗增大,电功率下降,生产成本增大。同时在铝- 钢爆炸焊片处还容易出现复合部位开裂、断开(经查资料在温度达到350 ℃时焊片易开裂),影响生产的正常进行,致使铝电解的成本增加。钢壳铝芯钢爪是近年来开发的新结构,为了克服了上述现有技术的不足,提供一种使用寿命长,造价低,电流效率高,耗电低的节能型铝钢复合结构。这种结构的优点有:
(1) 将铸钢阳极钢爪横梁改为钢包铝式的铝钢复合结构阳极钢爪横梁。这种设计充分发挥了金属铝导电性能优于铸钢的导电性能的特点,相当于把铝导杆延伸到钢爪横梁内部。采用钢壳设计,钢壳本身主要起承载重量和保护铝芯不被电解质进行电化学腐蚀和烧损的作用。
(2) 铝钢复合结构阳极钢爪横梁上部直接设计制造出与横梁钢壳内铝芯相连的凸台,用来与铝导杆相连,其主要目的是取消与铝导杆焊接连接而设置的铝钢复合爆炸焊片,使阳极钢爪横梁和铝导杆可以直接进行铝—铝焊连接。这种设计使阳极钢爪横梁既发挥了铝材的优良导电性能,又解决了铝阳极导杆与阳极钢爪的焊接结合。
根据文献显示,钢爪位置温度达600 ℃,残极时更高;横梁温度在200~350 ℃。在该温度作用下,无论是铝芯还是钢结构,其刚性、强度和导电性能降低现象显著。铝与铁的电阻率,见表1。[3]
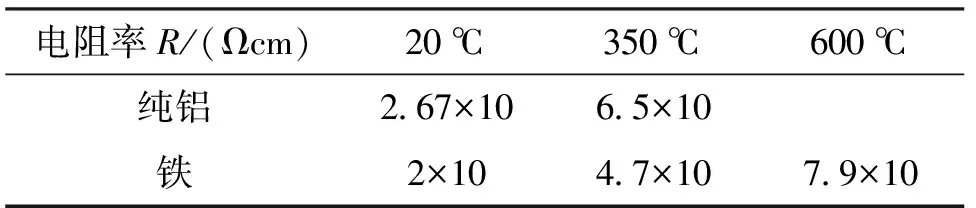
表1 金属电阻率及其温度系数
其它温度可根据公式Rt=R20[1+α20(t-20)]计算得出,其中α铝=0.004 29;α钢=0.006 51。
2.2 结构因素
结构的合理能够保证承载过程中仅发生微小变形(控制在金属的收缩范围或延伸范围内);同时,能够控制腔内铝液凝固收缩特性。这两个方面都是保证钢壳与铝芯接触性能的重要方面。
2.3 环境因素
钢爪在使用过程中各部分温度虽跟电解电流有关。但经过160 kA~600 kA现场考察情况可知,液态电解质温度基本都保持在930~950 ℃。因此,阳极钢爪的温度也基本可确定为一个较小的有效范围。根据文献及现场简易测量,阳极钢爪工作时温度,见表2。
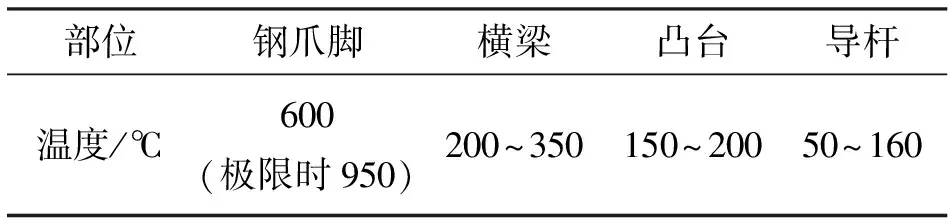
表2 阳极钢爪工作时温度
3 实施方案
基于以上影响因素的考虑,初步拟定了两种新型钢壳铝芯的结构形式,并逐一列出该结构的优缺点,见表3。
4 结构研究基础
4.1 压降计算
针对以上实施方案的两种新型钢爪结构,逐一进行压降计算,评估其结构的性能及合理性。
4.1.1 第一种新型钢壳铝芯阳极钢爪的压降计算过程
常温下(20 ℃)的电阻值为:
2.67×10-6×6/70.88+2×
10-5×22/254=1.96×10-6Ω
因为阳极钢爪在电解槽内部工作时,钢爪的温度达到600 ℃,横梁的温度大概是350 ℃。
阳极钢爪正常工作时的电阻:
6.5×10-6×6/70.88+ 7.9×10-5×
22/254=7.39×10-6Ω
钢壳铝芯钢爪压降:
常温下:V20=IR=2 233×1.96×10-6=4.37 mV
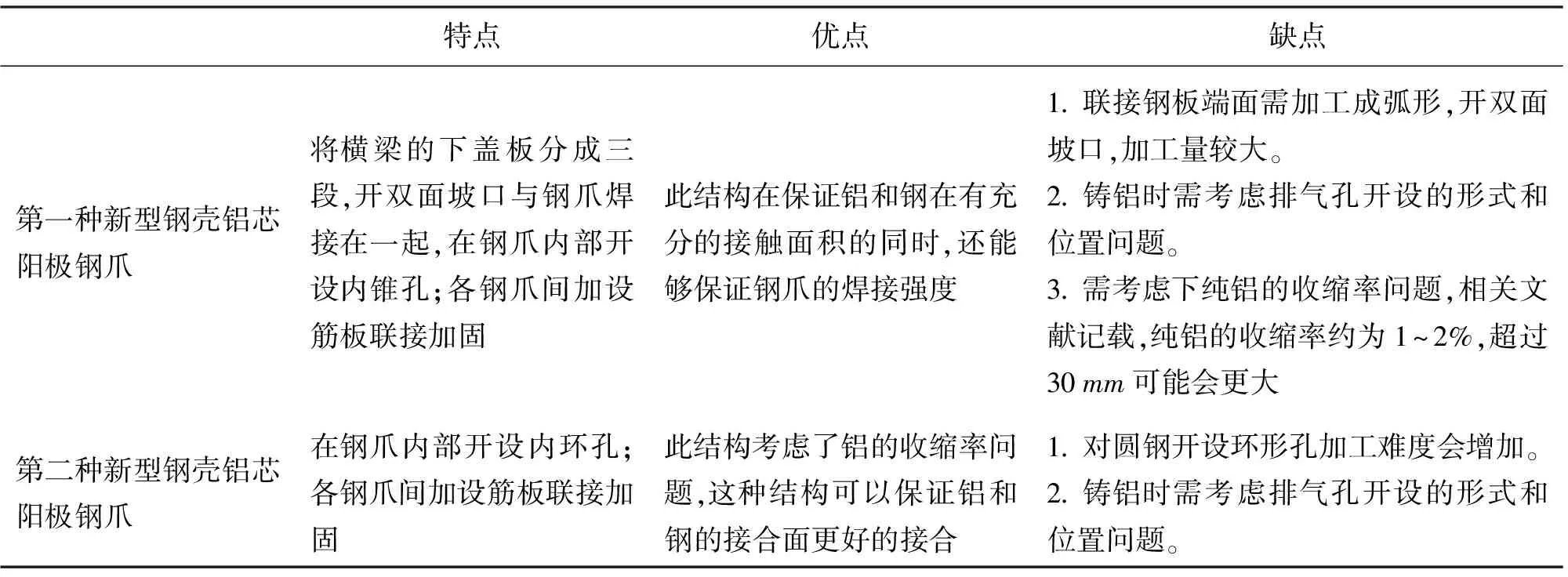
表3 新型钢爪四种结构对照表
工作时:V600=IR工作=2 233×7.39×10-6=16.5 mV
钢壳铝芯横梁的电阻:


钢壳铝芯横梁压降:
常温下:V=IR横梁=0.039×10-6×8 929=0.35 mV
工作时:V工作=IR横梁工作=0.082×10-6×8 929=0.73 mV
钢壳铝芯凸台压降计算:
常温下钢壳铝芯凸台电阻:
0.53×10-7Ω
工作时钢壳铝芯凸台电阻:

钢壳铝芯凸台压降:

四个钢爪是并联的关系根据公式1/R=1/R1+1/R2+1/R3+1/R4。
R1=R2=R3=R4;得出钢爪总电阻R=R1/4。
钢壳铝芯钢爪和横梁压降总和在常温(20 ℃)为:4.37/4+0.39+0.47=1.95 mV,
钢壳铝芯钢爪(600 ℃)和横梁(350 ℃)压降在电解槽工作时的压降总和为16.5/4+0.73+1.16=6.02 mV,运用第一种结构形式的阳极钢爪单个阳极钢爪可以降低压降。
常温下:6.85-1.95=4.9 mV
工作时:18.44-6.02=12.42 mV
4.1.2 第二种新型钢壳铝芯阳极钢爪的压降计算过程
由于凸台和横梁部分的结构没有变化,所以在这里只对钢爪的压降进行计算:
常温下(20 ℃)的电阻值为:
2.67×10-6×6/84.82+ 2×10-5×22/254=
1.92×10-6Ω
因为阳极钢爪在电解槽内部工作时,钢爪的温度达到600 ℃,横梁的温度大概是350 ℃。
阳极钢爪正常工作时的电阻:
6.5×10-6×6/84.82+7.9×10-5×22/254=
7.3×10-6Ω
钢壳铝芯钢爪压降:
常温下:V20=IR=2 233×1.92×10-6=4.29 mV
工作时:V600=IR=2 233×7.3×10-6=16.3 mV
结论:
钢壳铝芯钢爪和横梁压降总和在常温(20 ℃)为:4.29/4+0.39+0.47=1.93 mV。
钢壳铝芯钢爪(600 ℃)和横梁(350 ℃)压降在电解槽工作时的压降总和为:6.3/4+0.73+1.16=6 mV。
运用第四种结构形式的单个阳极钢爪可以降低压降。
常温下:6.85-1.93=4.92 mV
工作时:18.44-6=12.44 mV
综合以上两种结构,考虑到压降、刚强度和加工方法等因素,建议采用第二种结构形式。
4.2 有限元分析
因为前面两种结构除了钢爪的结构不同,其他部位的结构类似,所以选取第一种钢壳铝芯结构进行有限元静力学分析,并按照钢爪在现场使用过程中的实际工况添加边界条件[4]。计算得阳极钢爪的变形和应力云图,见图1~图3。
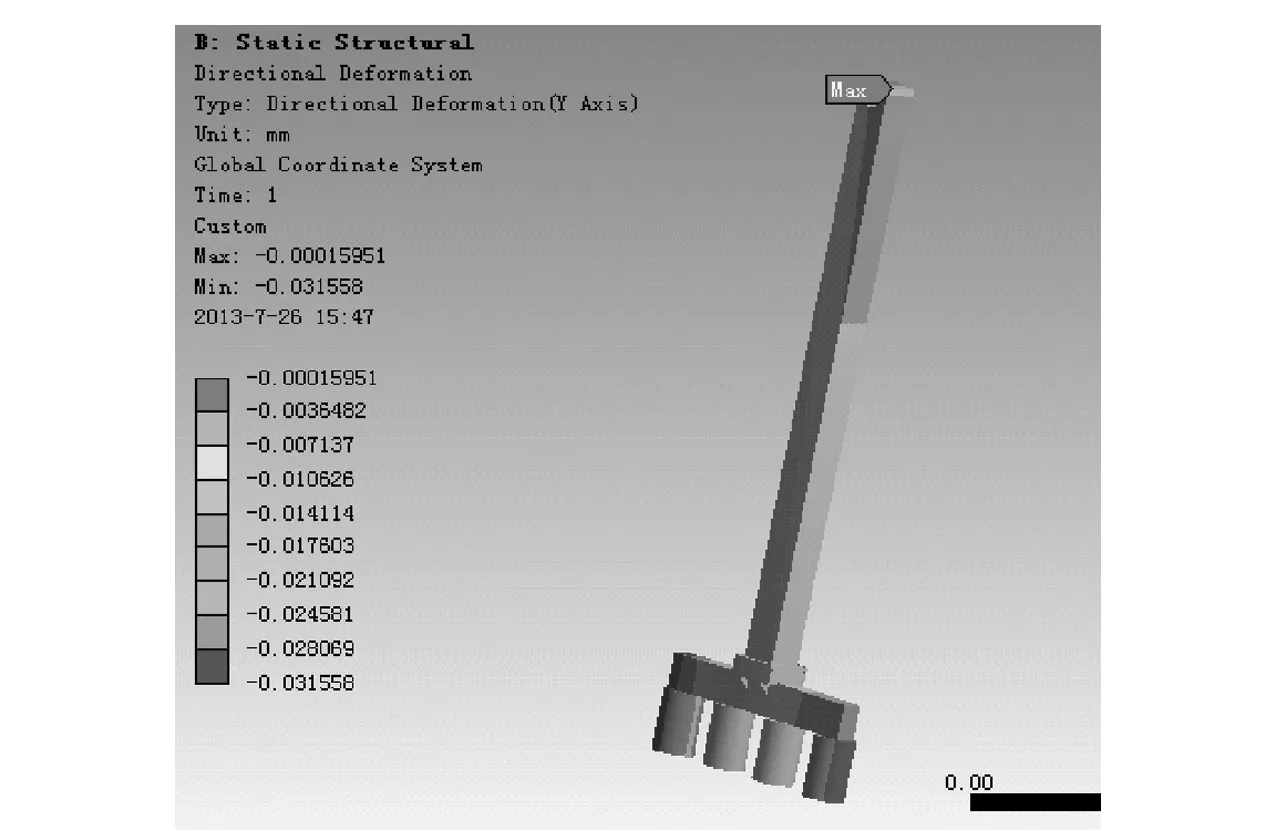
图1 阳极钢爪的变形云图
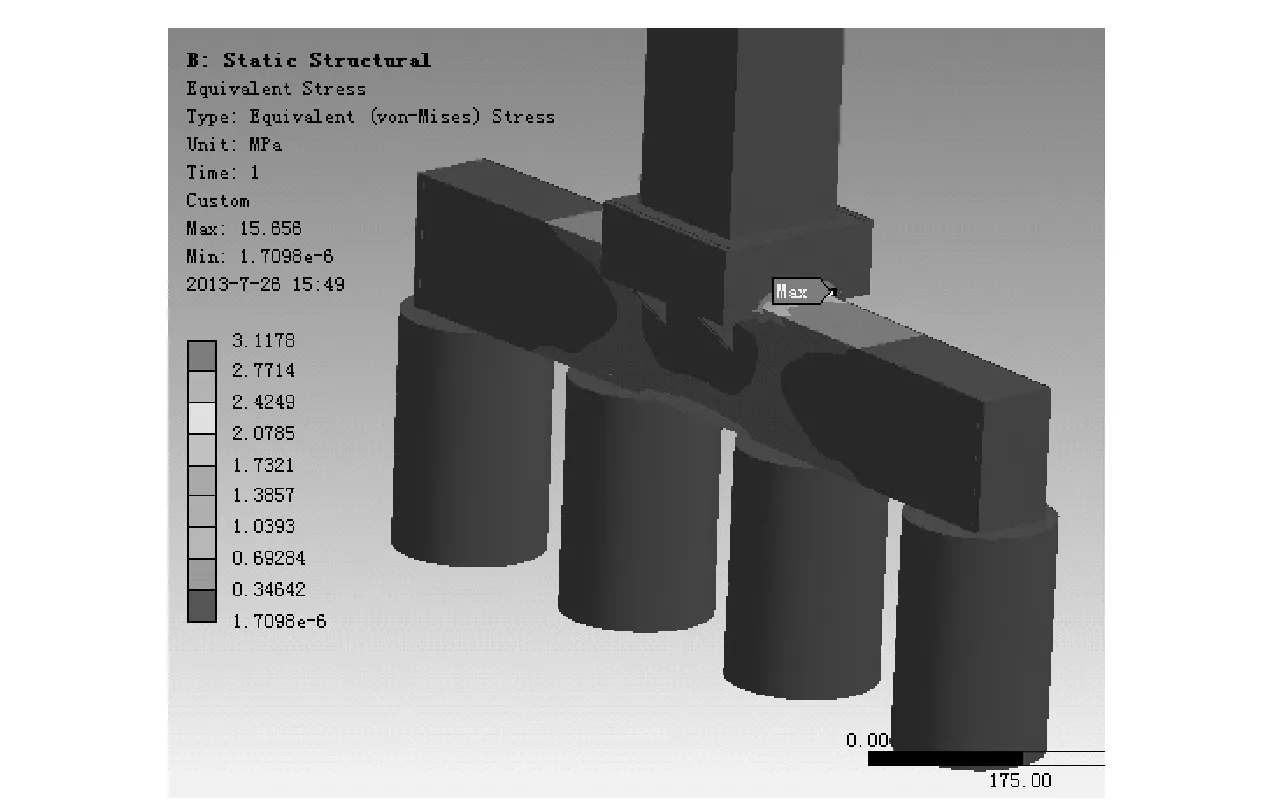
图2 阳极钢爪的局部应力云图
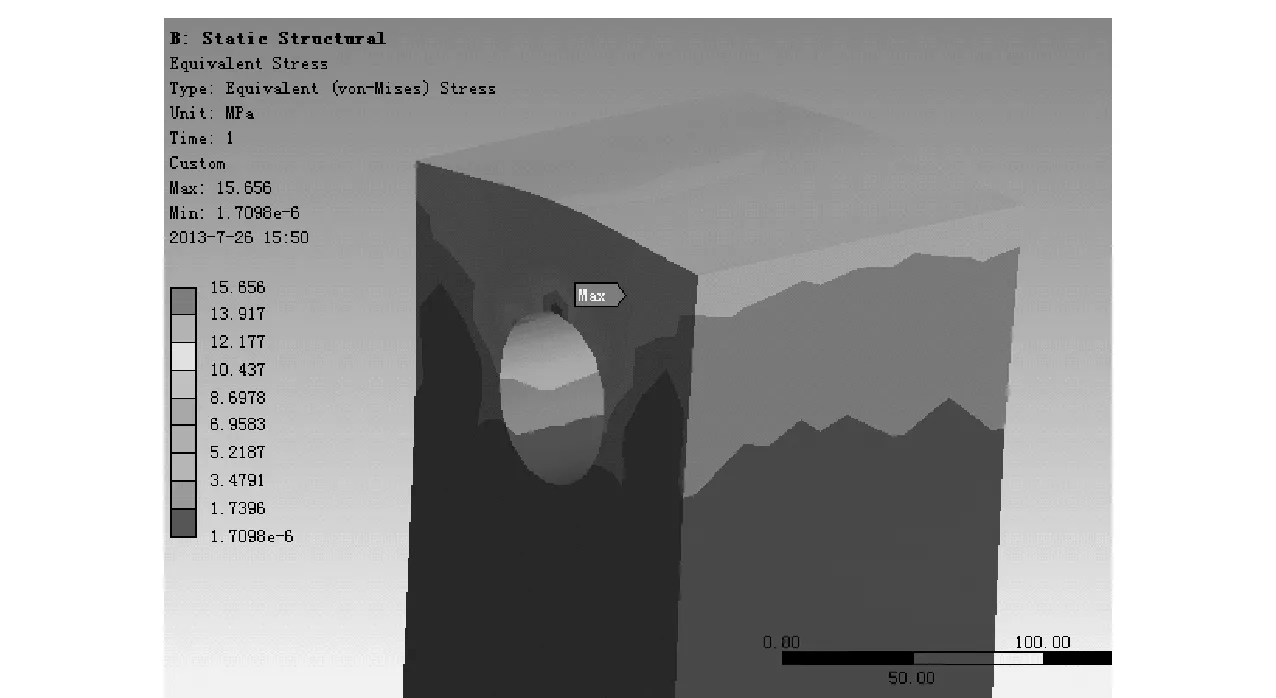
图3 阳极钢爪的应力最大处的云图
从其结果可以看出钢爪的最大变形值0.03 mm,见图1,相对于整体结构变形值较小,钢爪的刚度足够。钢爪的最大应力位于钢爪的铝导杆顶端圆孔处,见图3,其值为15.656 MPa,远小于材料的许用应力,因此强度也满足条件。
4.3 铝芯浇注分析
4.3.1 铝液流动模拟
为了查看铸铝过程中铝水在钢壳内部的流动和收缩情况,利用专业铸造模拟软件Procast对在金属腔体内铸铝的过程进行仿真模拟,对铝水的流向和速度以及凝固时间进行监测,得出了铝水在浇铸过程中的温度变化、凝固时间和填充时间的云图。
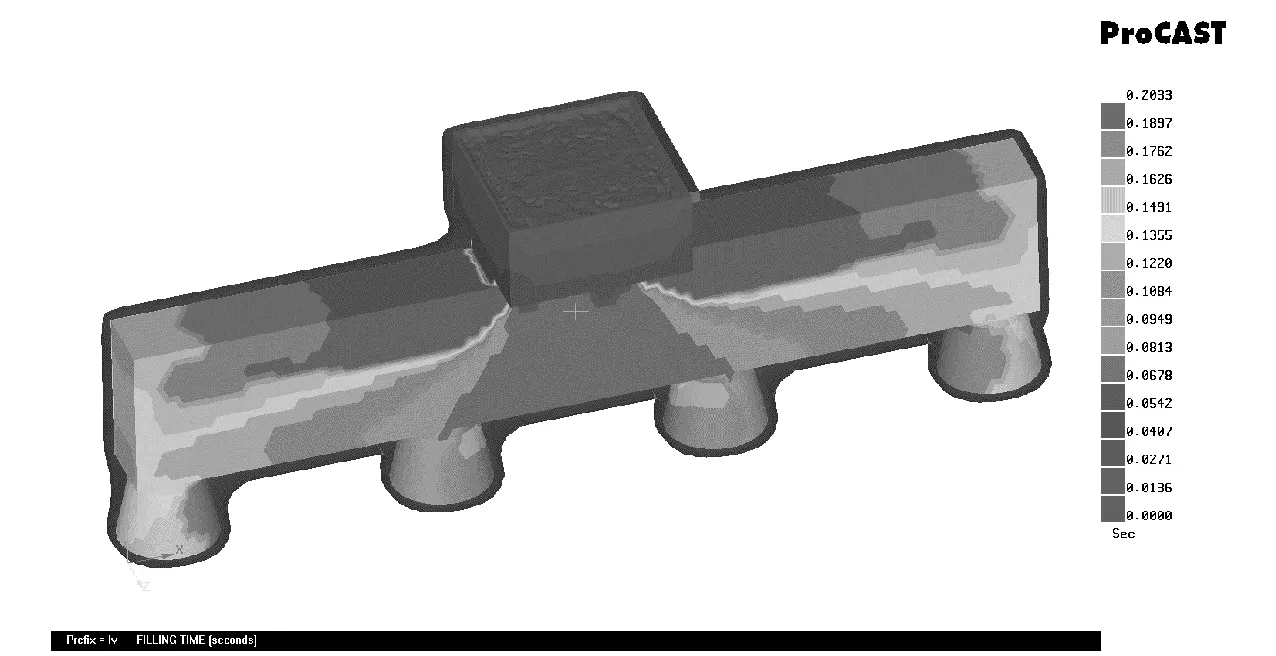
图4 铝液凝固时间示意图
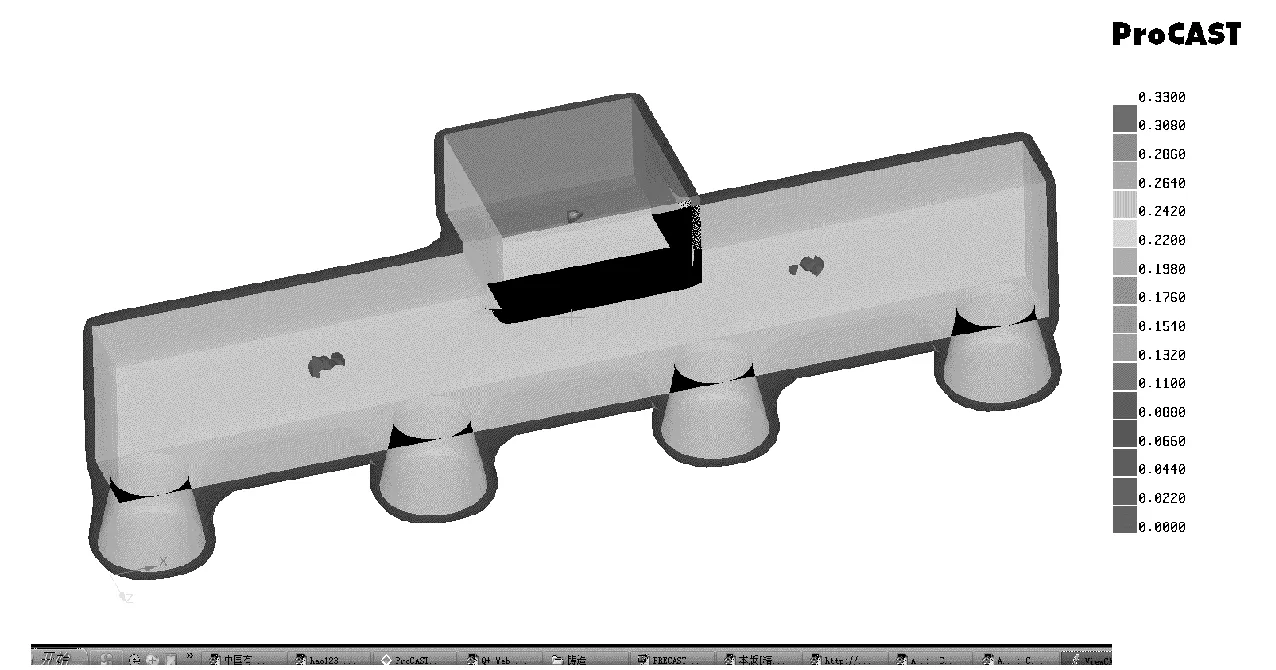
图5 铝液缩孔位置示意图

图6 凝固过程的温度云图
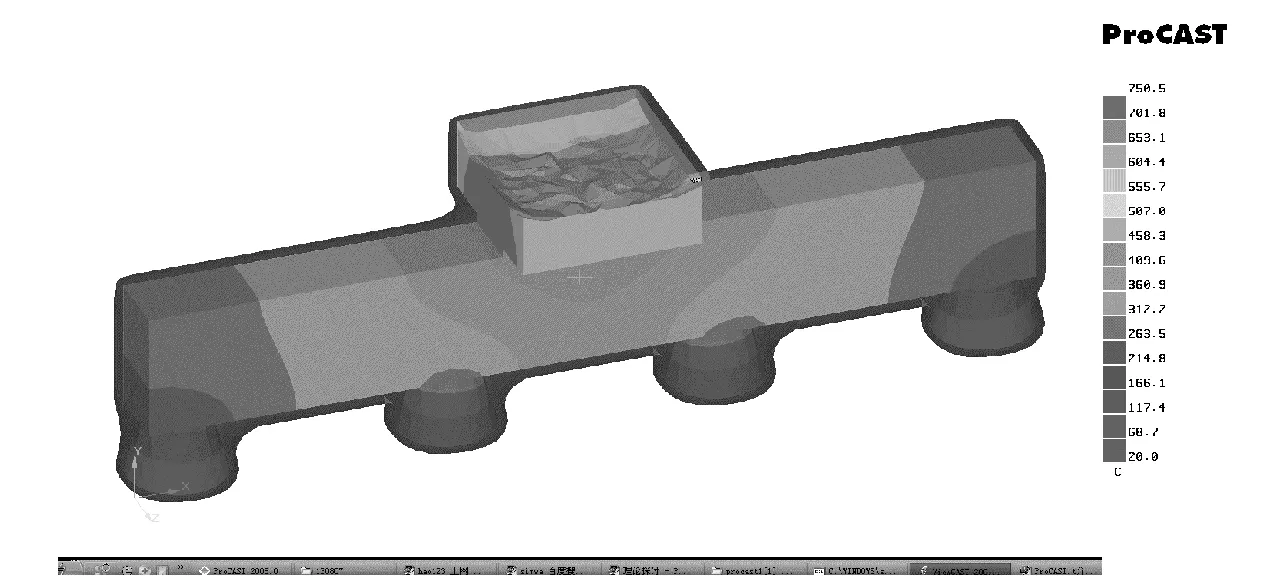
图7 浇铸过程中铝芯的温度云图
图8 浇铸过程中钢壳的温度云图
4.3.2 铝液凝固收缩计算
根据膨胀率计算公式
α=(Lt-L0)/L0Δt
(1)
可得:
Lt=L0(1+αΔt)
(2)
式中Lt—温度为t时的长度;L0—基准温度时的长度; Δt—温度t与基准温度的差值。
主要考虑铝在钢爪和横梁内的收缩性,根据公式(2)进行计算。
铝液浇铸温度设为750 ℃,降至室温(20 ℃)时的收缩率为:
(L750—L20)/L750=(750—20)×27×10-6=1.93%,降至600 ℃时的收缩率为:
(L750—L600)/L750=(750—600)×27×10-6=0.405%,降至350 ℃时的收缩率为
(L750—L350)/L750=(750—350)×25.5×10-6=1.02%,降至200 ℃时的收缩率为
(L750—L200)/L750=(750—200)×24.3×10-6=1.34%。则,横梁长度为1 030 mm时,由浇铸温度降至室温时纵向收缩量为19.88 mm;当再次由常温升至工作温度(350 ℃)时膨胀量为8.5 mm。横梁宽度为76 mm时,由常温升至工作温度(350 ℃)时膨胀量为0.64 mm。钢爪长度为90 mm时,升至工作温度(600 ℃)时膨胀量为1.41 mm;钢爪直径为Φ70 mm时,升至工作温度(600 ℃)时膨胀量为1.09 mm。
钢壳厚度一般为12 mm,热膨胀量很小,且受钢壳结构限制,在此忽略。
因此,浇铸时若浇口能补偿铝的收缩量,铝芯与钢壳内表面结合较好情况下,可根据公式
铝与钢的间隙=铝的膨胀量-钢的膨胀量-钢爪受力变形量
粗略计算工作时铝芯外表面与钢壳内表面的间隙,从而确定计算电阻时的接触面积。
小结:根据上述计算,受力时钢壳变形量在0.5 mm以下,则在工作温度下铝芯与钢壳结合面接触良好,且具有一定压应力。
4.4 排气设置
(1) 钢爪底部气阻位置设置排气塞,具体尺寸需要试验确定;
通过查阅相关资料与阳极钢爪的结构相结合,拟定采用一种简单有效的金属型排气塞,即用粗细合适的铜(铁)丝,按需要截取一定长度,将其一端挫平,另一端压扁,即制成排气塞。
每个钢爪在容易形成气阻的位置,即内锥孔的地面附近开设四个小孔,直径大概10 mm左右,然后再用铜(铁)丝,按需要截取一定长度,将其一端挫平,另一端压扁制成的排气塞,塞入其中,具体形式如图16所示。
(2) 钢爪上部若采用新结构1、4、5、6时,需设置上部排气塞;采用新结构2或3时,浇口即为排气口,见图9。
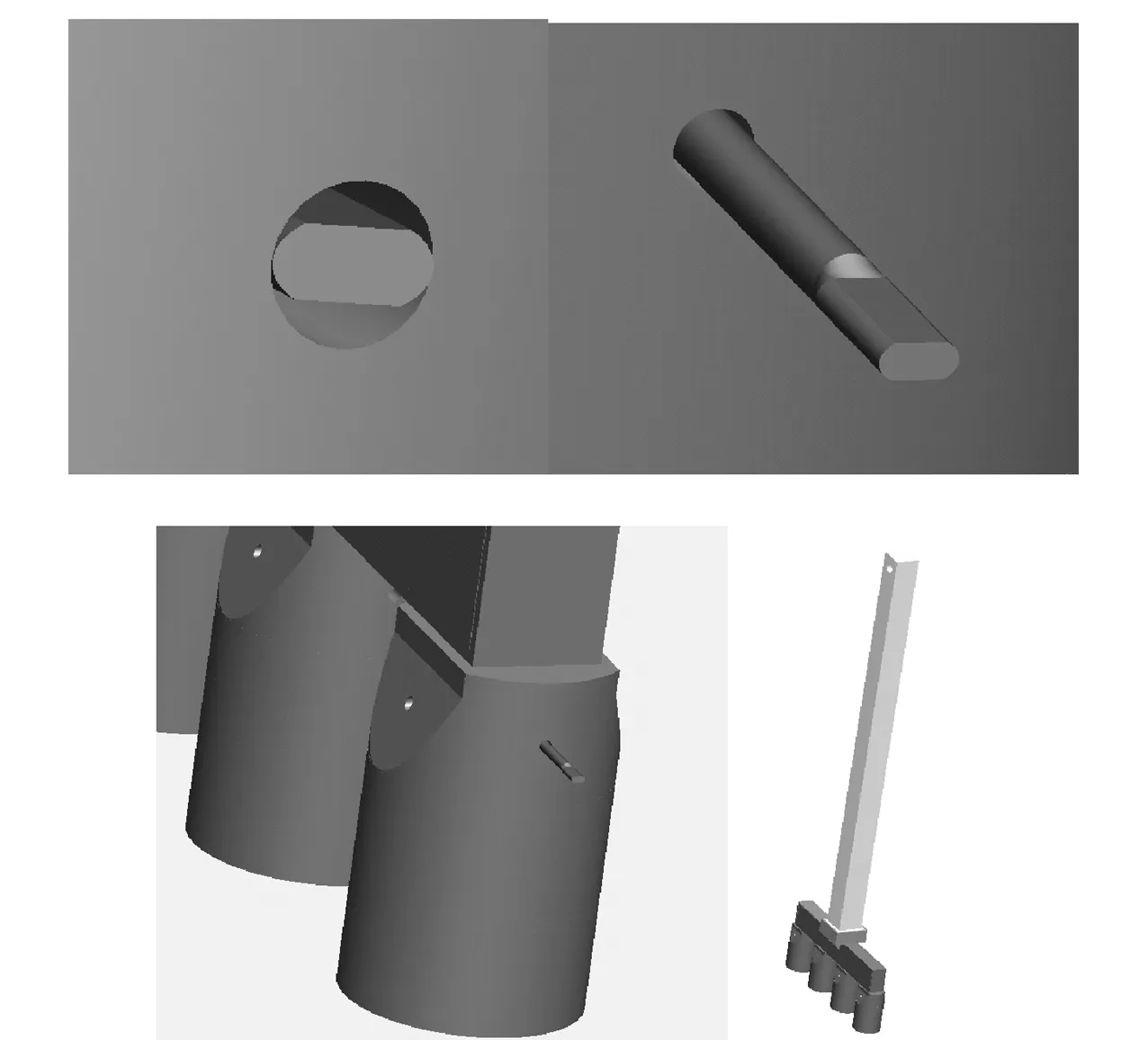
图9 钢爪开设排气塞示意组图
4.5 电流流向分析
结构设计时需要考虑电流流向,一是局部加强时应尽量减少对铝导体的隔断;二是阳极上电流的流通路线应使铝导体最长、钢导体尽量短,从而减小压降;三是推荐纵向隔断铝芯加强方式,须保证被纵向隔开的铝芯成并联方式传导。
阳极理想的电流流向为铝导杆—铝凸台—横梁铝芯—钢爪。钢爪为并联结构,根据并联电路原理,四个钢爪的压降相同。由于电流由铝凸台经横梁铝芯流至钢爪过程中,中间两个钢爪电流流经线路较短,两端两个钢爪线路较长,见图10。为了保证钢爪压降相同,电流在横梁铝芯中分流状态为中部电流较大、两端电流较小。
5 结论
铸钢阳极钢爪自从电解铝产业采用预培槽技术以来,便一直沿用至今,经过近50年的发展,由于受到钢导电性能的制约,铸钢阳极钢爪的电耗指标基本保持在一定水平,较难取得革命性的突破;钢壳铝芯横梁阳极钢爪充分利用了钢的强度性能和铝优良的导电性能,既满足了传统铸钢爪的使用强度要求,又增大新产品的导电率,减少新产品的电阻从而达到节能降耗的目的。
钢壳铝芯横梁阳极钢爪既能满足正常电解生产的强度要求,又具有节能效果显著的特点,生产成本相对很低但是经济效益很高,随着对阳极钢爪这一配件认识的不断深化和提高,电解铝生产企业也高度重视这一配件产品的选购和使用[5],新型钢铝复合阳极钢爪的研发能给铝厂节省的电费支出等很可观,因此具有较高推广价值。
[1] 杨阳,石岩.铝和钢异种金属焊接发展现状[J].长春大学学报,2011,(2):22-25.
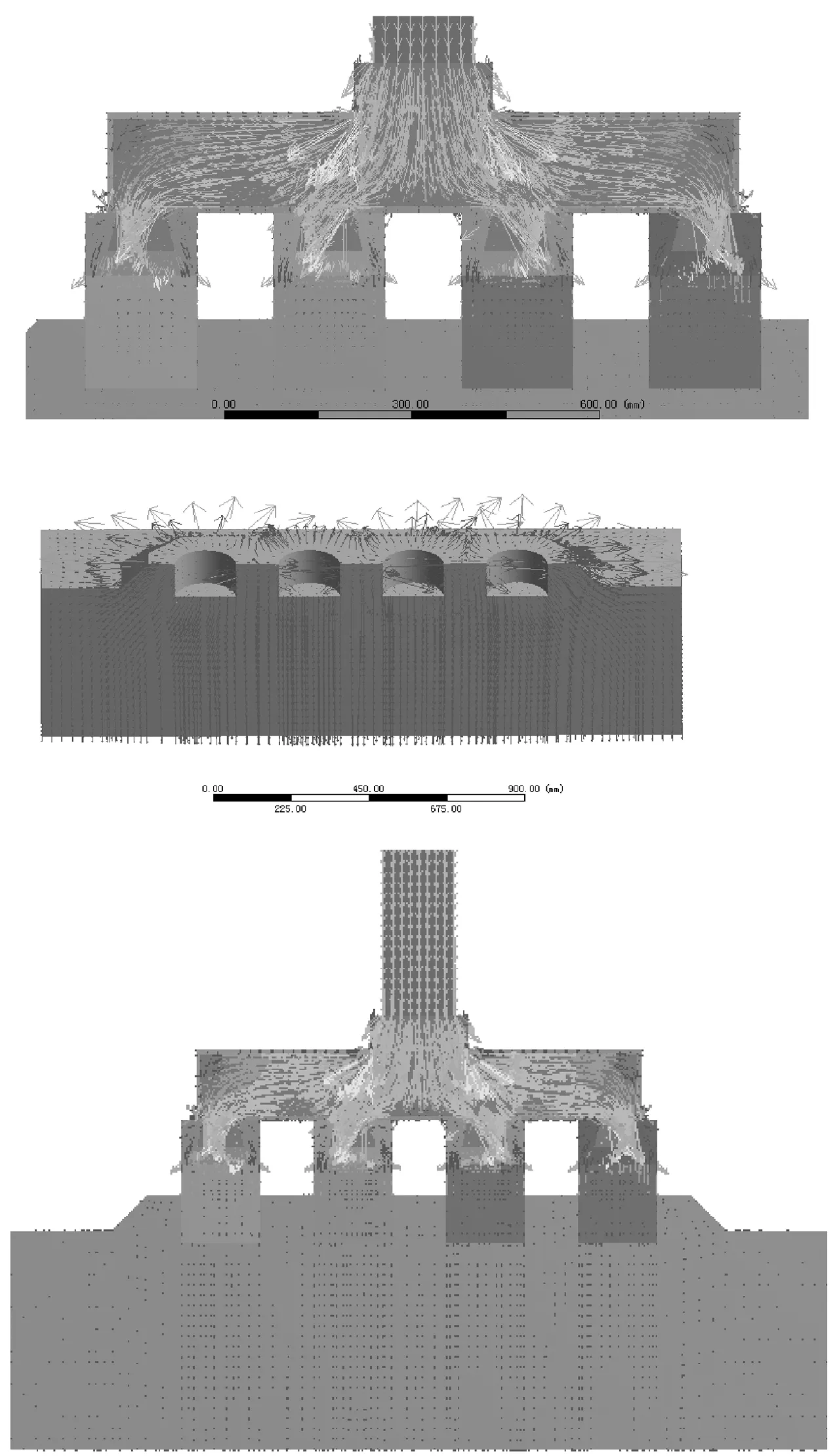
图10 钢爪电流流向示意组图
[2] 王从曾.提高阳极钢爪导电性能的途径[J].轻金属,2002,(10):7-9.
[3] 成大先.机械设计手册第三版[M].北京:化学工业出版社,2008.
[4] 段进.ANSYS机构分析[M].北京:北京科海电子出版社,2006.
[5] 张志强.改善阳极钢爪性能、提高预焙铝电解槽综合经济效益[J].轻金属,2001(12):40-41.
Research of New Composite Type Anode Steel Claw
YU Guan-ying
This paper provides a new aluminum reduction cell with aluminium core steel shell anode steel claw, analyses the structure rationality for validation by the theoretical calculation, the analysis of casting, finite element analysis. By using the structure, it can be achieved energy saving and consumption reducing purposes in aluminum production, and its structural strength can meet the requirements of actual production use.
aluminum core steel shell; conductive properties; energy saving and consumption reducing
2015-01-06
于冠英(1985-),女,辽宁沈阳人,工程师,工程硕士在读,主要从事产品设计和有限元分析工作,现任中国有色(沈阳)冶金机械有限公司设计研究院研发员。
TF351
B
1003-8884(2015)04-0045-06
