利用微分法计算定位误差的改进研究
2015-08-28冯酉南胡文港叶翰尧
冯酉南 胡文港 叶翰尧
摘 要:定位误差的计算是夹具设计中不可缺少的重要环节。文章将对机械制造工艺学中多元素定位误差微分法求解时的矛盾进行数学分析。解释普通微分法的矛盾原因,并且根据高等数学微分法的性质对该算法进行改进。并通过具体实例对改进方法进行验证。
关键词:定位误差;微分法调;整加工法
1 概述
在采用调整法加工时,工件的定位误差实质上就是工序基准在加工尺寸方向上的最大变动量。定位误差的来源主要有两方面:1.由于工件定位表面或夹具上的定位元件制作部准确而引起的定位误差,成为基准位置误差,常用ΔJW表示。2.由于工件的工序基准与定位基准不重合而引起的定位误差,称为基准不重合误差,常用ΔJB表示[1]。定位误差的计算时夹具设计中必不可少的重要环节,也是检验夹具是否满足精度要求的必要条件。目前计算定位误差的方法有三种:定义法、合成法、微分法。三种方法从不同的解题思路来计算定位误差。所谓定义法是根据定义,直接求工序基准的最大变动量。合成法是根据误差来源,分别计算出ΔJW和ΔJB,然后求和得出定位误差定义法和合成法都属于几何计算方法,目前已有的定位误差自动分析软件大多采用几何法进行计算。由于尺寸公差远小于工件基准尺寸,因此可以视此微小变量为其公称尺寸上的微分。微分法就是寻找不受工件尺寸、加工精度影响的固定点,并使该点与工序尺寸有一定的联系,这种联系必须通过工序尺寸上的投影或者平移而同向(工序尺寸方向同向)建立,从而建立工序基准点与固定点之间的线性尺寸关系,通过全微分的方法即可求出该工序定位误差值[2]
但是普通微分法在多元素定位误差分析时可能会得出错误结论,本文主要阐述多元素定位误差微分法计算时产生的矛盾,并从高等数学的角度进行解释,以此为依据提出改进算法,并用实例加以证明。
2 问题提出
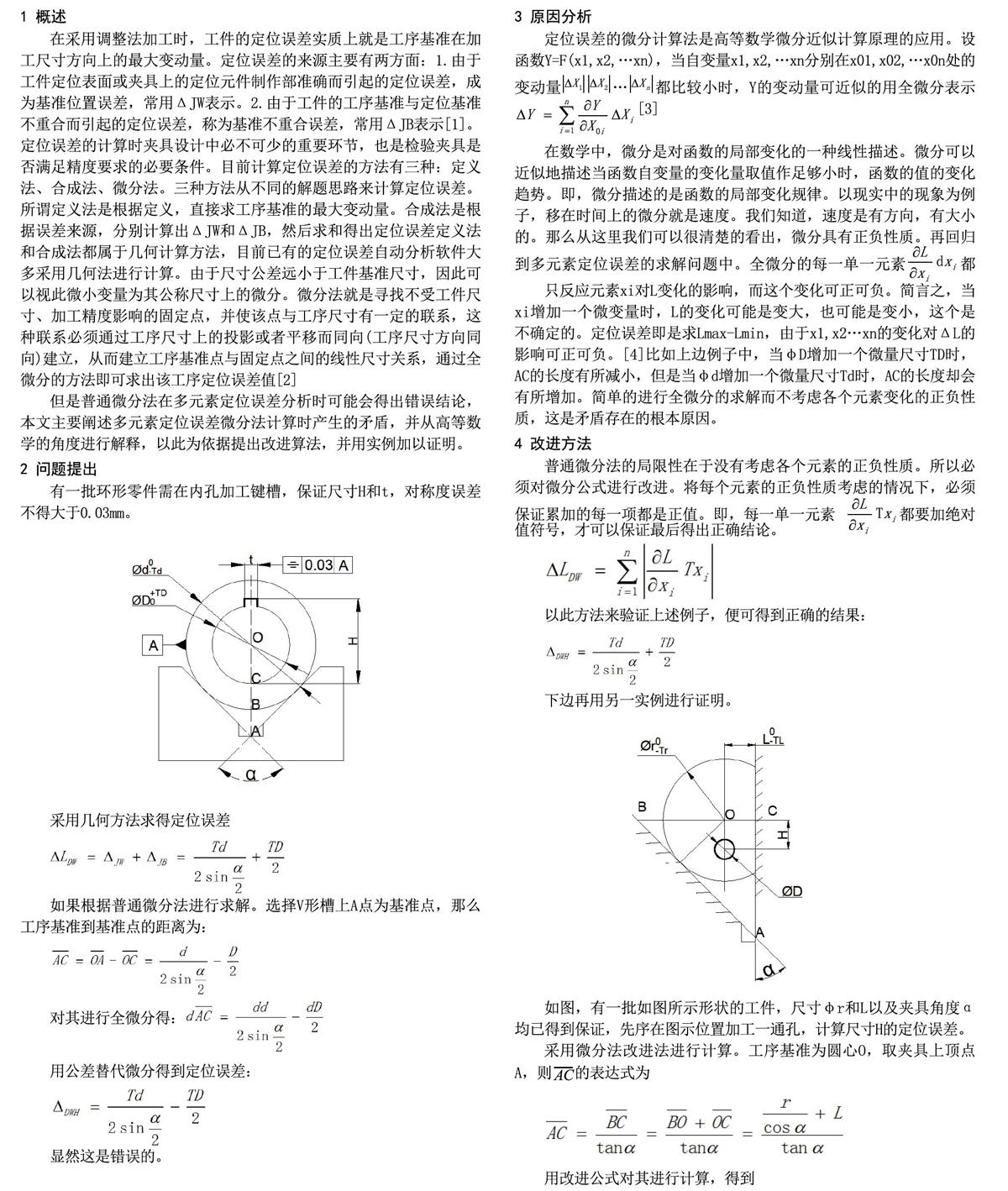
有一批环形零件需在内孔加工键槽,保证尺寸H和t,对称度误差不得大于0.03mm。
3 原因分析
定位误差的微分计算法是高等数学微分近似计算原理的应用。设函数Y=F(x1,x2,…xn),当自变量x1,x2,…xn分别在x01,x02,…x0n处的变动量1XΔ2XΔ…nXΔ都比较小时,Y的变动量可近似的用全微分表示Σ=Δ..=ΔniiiXXYY10[3]
在数学中,微分是对函数的局部变化的一种线性描述。微分可以近似地描述当函数自变量的变化量取值作足够小时,函数的值的变化趋势。即,微分描述的是函数的局部变化规律。以现实中的现象为例子,移在时间上的微分就是速度。我们知道,速度是有方向,有大小的。那么从这里我们可以很清楚的看出,微分具有正负性质。再回归到多元素定位误差的求解问题中。全微分的每一单一元素iixxLd..都
只反应元素xi对L变化的影响,而这个变化可正可负。简言之,当xi增加一个微变量时,L的变化可能是变大,也可能是变小,这个是不确定的。定位误差即是求Lmax-Lmin,由于x1,x2…xn的变化对ΔL的影响可正可负。[4]比如上边例子中,当φD增加一个微量尺寸TD时,AC的长度有所减小,但是当φd增加一个微量尺寸Td时,AC的长度却会有所增加。简单的进行全微分的求解而不考虑各个元素变化的正負性质,这是矛盾存在的根本原因。
4 改进方法
普通微分法的局限性在于没有考虑各个元素的正负性质。所以必须对微分公式进行改进。将每个元素的正负性质考虑的情况下,必须保证累加的每一项都是正值。即,每一单一元素 iixxLT..都要加绝对值符号,才可以保证最后得出正确结论。
以此方法来验证上述例子,便可得到正确的结果:
下边再用另一实例进行证明。
如图,有一批如图所示形状的工件,尺寸φr和L以及夹具角度α均已得到保证,先序在图示位置加工一通孔,计算尺寸H的定位误差。
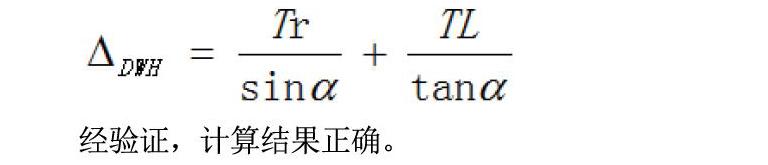
采用微分法改进法进行计算。工序基准为圆心O,取夹具上顶点A,则AC的表达式为
用改进公式对其进行计算,得到经验证,计算结果正确。
5 总结
针对普通微分法求解多元素定位误差出现的矛盾,本文进行了简要的原因分析,提出了相应的改进方法。通过典型例子的证明验证了新方法的可行性。
参考文献
[1]王先逵.机械制造工艺学[M].北京:机械工业出版社,2013.106—107
[2]马成习.微分法在定位误差计算中的应用[J].制造技术与机床,2008(4):130-132
[3]承惠娟,华如.定位误差的微分计算法[J].煤矿机械,2002(1):37-38
[4]徐铁华.定位误差计算方法探究[J].湖南科技学院学报,2009,30(8):17-19