起动机电枢用半塑换向器焊接工艺研究
2015-08-25张沐昌
张沐昌
(广东井得电机有限公司,广东梅州514479)
起动机电枢用半塑换向器焊接工艺研究
张沐昌
(广东井得电机有限公司,广东梅州514479)
半塑换向器是起动电机电枢常用的主要零部件,电枢的焊接过程是电枢制作五大工艺中的其中之一。通过对半塑换向器的焊接工艺研究,分析半塑换向器的焊接特性,来制定最佳的焊接工艺方法,并总结出半塑换向器的焊接参数变化规律。
起动机;电枢;硬钎焊;半塑换向器焊接;焊接工艺方法
DOI:10.3969/j.issn.1009-9492.2015.01.028
0 前言
随着半塑换向器的广泛应用,半塑换向器与电枢线圈的焊接工艺日益受到人们重视。焊接工艺决定着换向器接线端的结构,不同的焊接工艺就有不同的结构,目前使用的换向器主要有两种结构:一种是带凸台有槽式,另一种是平头无槽式。两种结构的性价比也不一样。
本文通过对两种换向器结构的焊接性能对比分析,选择性价比较优的焊接工艺方法,分析各种焊接的优缺点,制定最佳的焊接工艺方法,以提高产品焊接工艺质量。
1 结构分析
1.1带凸台有槽式
某系列产品的换向器结构如图1,这种结构是带凸台有槽式,接线外径与换向器工作外径有一台阶,凸台高出部分是换向器接线外径尺寸D1,厚度L1;换向器工作外径是D;槽宽H是开在凸台上,用于嵌套电枢线,刚好能够嵌入两根扁铜线,尺寸H一般比电枢线大0.1~0.15mm,这样才方便嵌入。
1.2平头无槽式
某系列产品的换向器结构如图2,这种结构是平头无槽式,接线外径与换向器工作外径没有台阶,在同一外圆面上,尺寸为D。
1.3结构对比
从图1带凸台有槽式和图2平头无槽式两种结构来分析,图2的结构:制作简单,换向器超速性能比图1结构的好;从铜材的消耗方面来分析:如果两种结构用于同一产品,带凸台有槽式的用铜量比平头无槽式的多20%,意味着成本多20%。
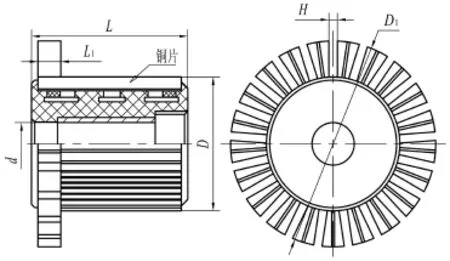
图1 带凸台有槽式
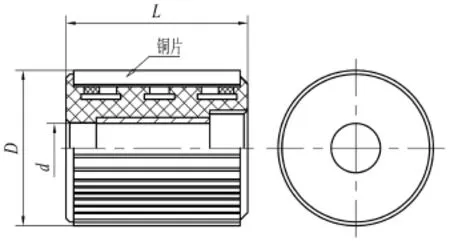
图2 平头无槽式
2 接线方式分析
2.1带凸台有槽式的接线方式
带凸台有槽式的接线方式如图3,电枢线嵌入到换向器凸台部分的槽内,电枢线与换向器槽宽之间存在0.1~0.15 mm的间隙;多根线头要同时对正换向器槽才能嵌入,工艺难度大,要有专用设备才能达到要求。
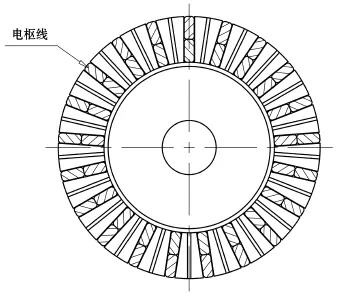
图3 带凸台有槽式的接线方式
2.2平头无槽式的接线方式
平头无槽式的接线方式如图4,两根对正好的电枢线直接接在换向器外圆上,工艺简单,操作方便。
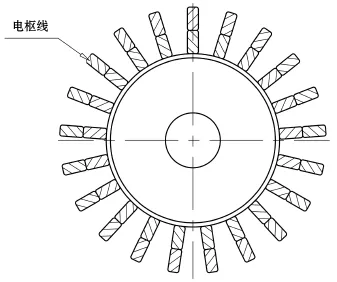
图4 平头无槽式的接线方式
3 焊接原理分析
3.1带凸台有槽式的焊接原理
带凸台有槽式的换向器,电枢线嵌入到换向器槽内,通常采用电阻焊的方式来焊接,不需要焊料,用某型号的焊接设备来焊接此类产品其焊接参数见表1,根据实际焊接情况来确定焊接参数;焊接过程:焊机的正极压在换向器的凸台和电枢线上面,正极材料是钨合金,负极压在换向器换向片的另一端,负极材料是紫铜,正负极之间形成电路,由于电枢线与正极焊头之间存在接触电阻,电流流过时会发热,正极在压力的作用下形成压印点,见图5,使换向器铜片挤紧电枢线,从而达到焊接的目的。通常把这种焊接又叫热压焊或热挤焊。
带凸台有槽式结构的电枢用电阻焊的优点:生产效率高,不需要焊料;缺点:由于电枢线与换向片间隙,焊接时又无法把电枢线圈与换向片熔接在一起,使用一段时间后会出现电枢线与换向片导电不良,力矩下降,最终导致无法使用。本公司很少采用这种结构及焊接方式。
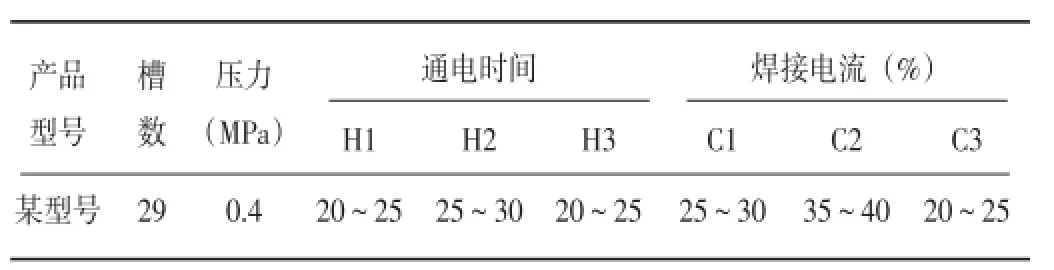
表1 R焊接参数
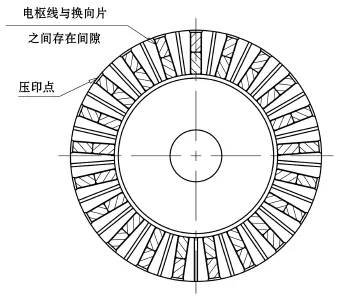
图5 带凸台有槽式的焊接后图示
3.2平头无槽式的焊接原理
平头无槽式的换向器结构,电枢线直接均匀分布在换向器圆周上,见图6,要把上、下两根电枢线与换向器换向片有效连接起来,况且铜与铜之间的接触电阻很小,就必须有焊料才能达到,这种焊接叫电阻钎焊。由于所用焊料的熔解温度在600℃以上,又叫硬钎焊;下面介绍硬钎焊应用在电枢焊接上的工艺过程。
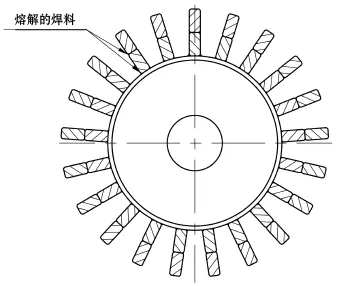
图6 平头无槽式的焊接后图示
3.2.1钎料
根据本公司多年的使用,HL204铜基焊料很适合电枢的钎焊,厚度0.1~0.15 mm,带料,宽度6~6.5 mm,含银15%,易成型,熔化温度固相线640℃,液相线815℃。有很好的润湿性,不需要钎剂[2]。根据现在的银价,用于某型号的钎料每片约0.1元,每槽一片。
3.2.2焊前准备
钎料在专机上做成与电枢线类似的C字型,套在电枢线的下层线端;焊机的正、负极材料用铜合金或纯紫铜做成,正极压在上层电枢线上;负极压在换向器换向片的另一端,正负极之间形成电路,由于电枢线与焊料之间存在接触电阻,电流流过时会发热,由于焊接温度超过600℃,易对换向器内部的电木粉造成损坏,所以在焊前应检查焊机是否配有干净的冷却水,用于冷却换向器表面。
3.2.3焊接过程
在焊接过程中,一定要按以下循环过程进行焊接[3],即:
电极压紧→通电→断电→电极松开
否则焊机的正、负极压头与工件间将产生电弧,烧损电极头和工件表面。
本公司某型号的焊接设备用于焊接某型号的电枢,其工艺参数如表2。
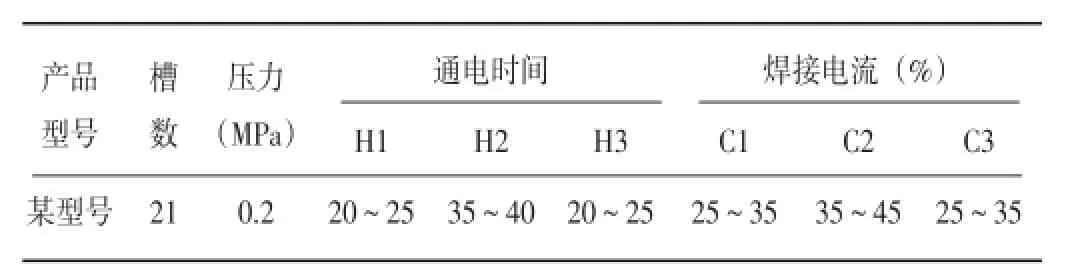
表2 R焊接参数
根据实际焊接情况,观察钎料的熔解状态,调节通电时间H1、H2、H3和焊接电流(%)C1、C2、C3参数;熔解的焊料能粘附在电枢线表面上,润湿到钎缝处;温度不能太高,否则焊料会飞溅到周围的无关的电枢线上,造成钎缝处焊料不足,不能形成牢固的接头;温度不能太低,否则造成焊料无法熔解,会脱焊。焊接全过程要用干净的水冷却换向器表面,这样才不会烧坏换向器内部的电木粉。现在的焊机都能实现自动焊接。
3.2.4焊接结果检验
用硬钎焊的方法焊接出来的电枢,应如何来检验焊接效果?可以从以下几个方面来检验:(1)外观要看焊料的熔解状态,是否完全熔解,是否有效粘附在电枢线表面上,钎缝处是否有焊料;(2)机械检验,通常用专用工具嵌住电枢线,用力矩扳手来扭转电枢线,直到电枢线变形,焊接位都还没有开裂,说明焊接牢固,这只能用于抽检;本公司用硬钎焊焊接出来的产品,电枢线的规格2.43 mm×5.5 mm,用6 N·m的力矩来检验,电枢线变形,焊接位都不会出现开裂;(3)有条件的企业可用超声波进行致密性检查[1],可检查工件焊接位内部缺陷。
3.2.5焊接的优缺点
换向器结构采用平头无槽式的电枢,用硬钎焊的方法来焊接,其优点:焊接位导电良好,接点牢固。其缺点:焊接过程焊机受电网电压的波动影响,电压过高时,易对换向器内部的电木粉造成烧坏,有条件的企业可加装电源稳压装置可解决电压过高问题。
4 结论
通过对换向器结构、电枢接线方式、焊接原理的分析;起动机电枢用半塑换向器的焊接工艺:用硬钎焊的工艺方法,焊接过程用水冷却换向器表面,钎料用HL204铜基钎焊片,通过该方法加工出来的产品,能够适应用户的使用要求,且性价比好,对企业的长远发展起着重要作用。
[1]刘胜新.特种焊接技术问答[M].北京:机械工业出版社,2009.
[2]邓键.钎焊[M].北京:机械工业出版社,1979.
[3]孟庆龙.电器制造工艺学[M].北京:机械工业出版社,1982.
(编辑:向飞)
Starter Armature with Half a Commutator Welding Technology Research
ZHANG Mu-chang
(Guangdong Kingtec Electrical CO.,Ltd.,Meizhou514479,China)
Plastic commutator is starting motor armature main components in common use.Welding process of the armature is the armature produced in the process of the five one of them.Through the model of the commutator welding technology research,analyzing and half plastic welding properties of commutator.To develop the best method of welding process,and sum up the half mold commutator welding parameter change rule.
starter;armature;brazing;half a commutator welding;welding method
TM303.2
B
1009-9492(2015)01-0101-04
2014-07-08
张沐昌,男,1970年生,广东五华人,中专,助理工程师。研究领域:汽车起动电机产品研发与制造。
