基于PLC数控钻床控制系统的应用与开发*
2015-08-25邓昌奇
邓昌奇
(广东石油化工学院机电学院,广东茂名525000)
基于PLC数控钻床控制系统的应用与开发*
邓昌奇
(广东石油化工学院机电学院,广东茂名525000)
简述数控钻床和数控系统的组成,详细分析了可编程控制器,在数控钻床中的应用方式及特点,利用三菱PLC对数控钻床进行控制,详细讨论了钻床的输入输出信息,研究了其逻辑关系,并列出了部分梯形图,实际使用表明该系统获得了良好的控制效果。
PLC;钻床;应用;开发
DOI:10.3969/j.issn.1009-9492.2015.01.020
0 引言
钻床是一种孔加工机床,可用来钻孔、扩孔、铰孔、攻螺纹及修刮端面等多种形式的加工。本文所叙述的数控钻床是加工饲料模的专用数控钻床。数控钻床主要用于圆柱体、圆锥体的钻孔,数控钻床设有主轴、B轴、Z轴、机体支架、通气管及冷却液漕[1]。主轴由变频器驱动异步电动机,异进电动机带动皮带叶轮,皮带叶轮驱动主轴转动。B轴是旋转轴,由步进驱动单元驱动B轴旋转,使B轴旋转所需要的转角。Z轴是作上下(垂直)运动,由步进驱动单元驱动Z轴步进电动机作上下移动,使Z轴上下移动所需要的距离[2]。前后的移动由手动前后移动的距离。数控机床组成见图1。
1 数控钻床控制的设计与实现
数控钻床的控制主要用于对主轴的转速及转矩的设定、显示及其报警;Z轴的移动距离的设定与显示;B轴的旋转角度的设定与显示。它们是本机的关键技术。对不同的加工件进行速度、位移及旋转角的设定及其显示,在显示的过程中在触摸屏上随时可在线调出不同加工件及材质的速度、位移及旋转角的设定,也可以调出某加工件的速度、位移及旋转角的设定。包括Z轴、B轴位移的计算、主轴变频器、B轴驱动模块、Z轴驱动模块、PLC和触摸屏等装置。
触摸屏主要用于主轴、B轴、Z轴的速度、旋转角及位移的设置及其显示,在线调阅相关的技术参数及数据,触摸屏采用三菱GOT1000系列的GT1175-VNBA规格。PLC用于主轴、B轴、Z轴间的逻辑控制及数据处理、脉冲数的运算与输出,是本机的核心部件,PLC采用三菱FX2N-24MT。两轴驱动模块主要用于B轴、Z轴的驱动定位控制,作为PLC的重要的附属模块,配合PLC处理B轴、Z轴间的关系,两轴驱动模块采用D306三相混合式步进电机驱动器。主轴变频器主要用于主轴的速度及转矩的设定及控制,变频器的控制方式为恒转矩控制方式和恒功率控制方式,安装于主轴的异步电动机上,主轴的转速、转矩、加减速等参数通过触摸屏与变频器通讯在触摸屏上进行设定和参数的实时显示。
2 三菱可编程控制器PLC简介
2.1指令
脉冲输出指令PLSY∶指令用于产生指定数量的脉冲plsy[S1.][S2.][D.],
[S1.]:指定脉冲频率,
FX2N,FX2NC为2到20 000(Hz);
FX2S,FX1N为:16位指令1到32 767(Hz)
32位指令1到100 000(Hz)
[S2.]:指定产生脉冲的数目。脉冲范围:
16位指令1到32 767个脉冲
32位指令1到2 147 483 647个脉冲,若指定脉冲数为“0”,则产生无穷多个脉冲,即连续脉冲输出。
[D.]指定脉冲输出单元号,占空比:50%,只能为输出的YO或Y1,在编程过程中使用FX1S,FX1N,FX2N(V2.11以上版本)PLSY指令或者PLSR指令在Y0和Y1输出端得到各自独立的脉冲输出,该指令只能使用一次。FX1S,FX1N,PLSY指令或者PLSR指令在Y0和Y1输出端得到各自独立的脉冲输出,可以反复使用该指令。
M8029:指定脉冲数输出完成后,M8029置1,当PLSY和PLSR指令从ON变为OFF时,M8029复位[3]。输出用晶体管电路。
2.2元件
可编程控制器的输入输出分配表见表1所示。X0—X12为可编程控制器的输入信号,Y0—Y5为可编程控制器的输出信号,输入、输出继电器均为八进制,内部中间继电器、计数器、定时器等均为十进制,PLC输入、输出、内部继电器、定时器和计数器等进行分别编址。本PLC采用FX1N-24MT,三菱FX1N系列输入输出总点数为24点,输入14点输出10点的晶体管输出。
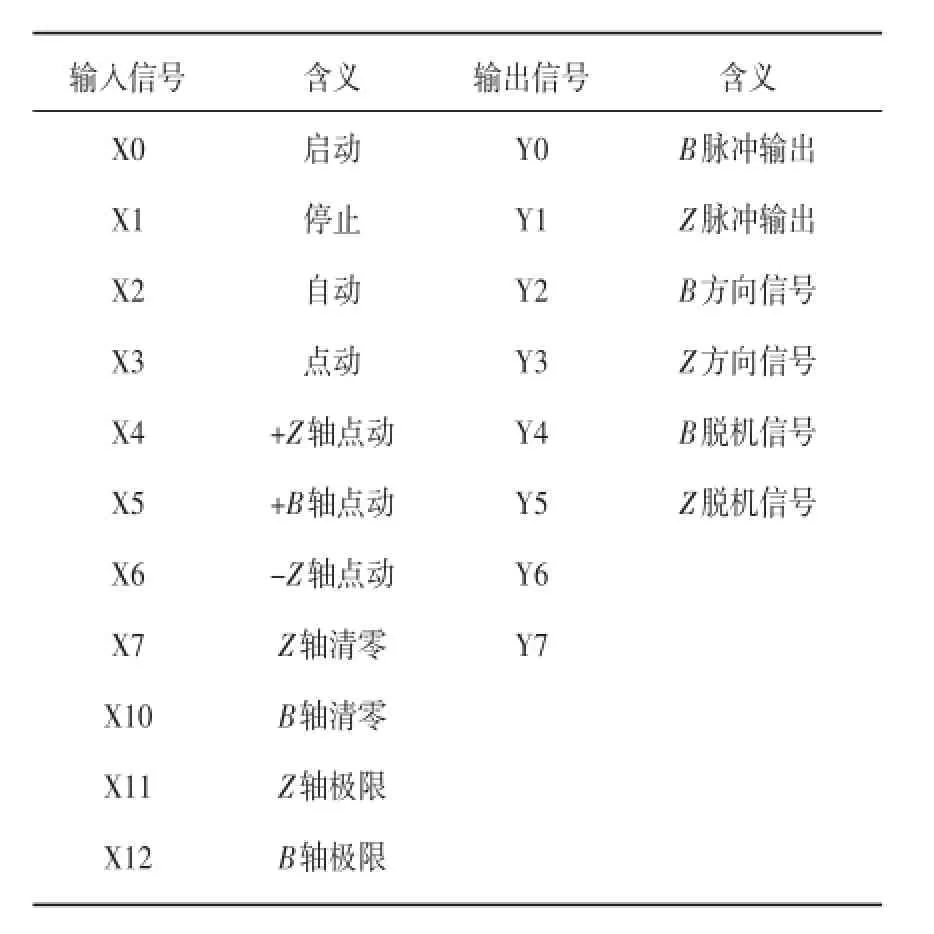
表1 R输入输出分配表
2.3位移及速度计量处理装置
计算机是用RS232及RS485接口分别与PLC和触摸屏进行通讯,将程序传送至PLC和触摸屏。触摸屏将B轴和Z轴的位移量传送至在编写及调试程序时使PLC程序进行运算,将运算结果传送至B轴、Z轴驱动单元,经驱动单元放大后送至B轴、Z轴的步进电动机,使电动机旋转带动B轴、Z轴移动。计算PLC送到的脉冲数D8141、D8140和D8143、D8144数据寄存器的脉冲数目在触摸屏显示B轴、Z轴的旋转角度和位移量。主轴变频器通过电位器设置主轴电动机的转速,将单位时间内的脉冲数送到主轴电动机,主轴电动机在设定的值旋转,电动机的实际转速通过调用变频器的特殊存储器送到触摸屏,在触摸屏上显示主轴电动机的实际转速。加工时冷却液由PLC控制,当加工零件时PLC控制冷却液泵电动机,将冷却液抽上冷却被加工零件。数控钻床处理系统工艺流程如图2所示。
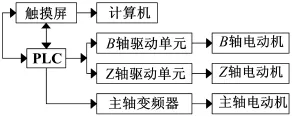
图2 数控钻床处理系统工艺流程
3 梯形图及程序流程
3.1程序流程
数控钻床的控制流程如图3所示。初始化处理外部是否有报警、坐标极限是否超程等。判断自动方式还是手动方式,在自动方式下Z轴下降(即钻孔)到位后上升,上升到位后判断循环次数到没有,到了B轴就旋转,没有到继续下降和上升,钻孔根据用户需求分几次才钻到需要的位置。手动操作包括Z轴的上下移动、B轴旋转、Z轴B轴的清零等操作[4]。程序对Z轴、B轴位移及主轴的旋转速度、电流及频率等参数进行数据处理。
3.2程序梯形图
程序梯形图如图4所示。程序判断是自动还是手动,是手动跳过自动程序执行手动程序,是手动程序在执行完自动程序后跳过手动程序段,这样可以减少程序执行的时间,程序包括数据处理和变频器与PLC的通讯处理程序等[4]。
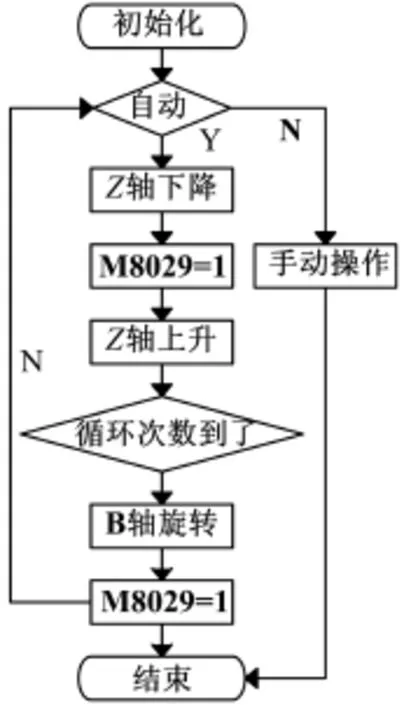
图3 循环流程图
4 触摸屏画面设计实现过程
触摸屏是本系统的人机界面,通过触摸屏可以对系统进行信息交流。本系统设计通过选择触摸屏的型号为5.6in的MT506T(320×240)触摸屏来实现系统控制[6],可以进行系统的自动启动运行和停止,也可手动控制Z轴和B轴的运行。触摸屏首页画面如图5所示。
在此画面中显示了“自动”、“手动”、“设定参数”、“手动设定”、“启动”、“停止”、“急停”、“数据显示”、“返回首页”9个操作按钮。
设定参数画面在按下“自动”前提下,单击“设定参数”按钮,如图6所示,画面将切换到设定参数画面,用户可以在此设定系统的相关参数。
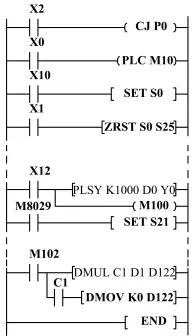
图4 程序梯形图
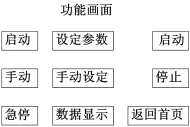
图5 首页功能画面
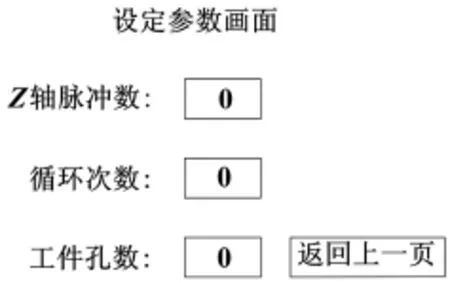
图6 参数设置画面
在按下“手动”前提下,单击“手动设定”按钮,画面将切换到手动设定画面,用户可以在此手动控制相关操作。单击“数据显示”按钮,如图7所示,画面将切换到数据显示画面,用户可以观察系统显示自动运行的状态。
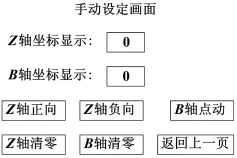
图7 手动设定画面
5 结论
随着数控技术的发展,可编程控制器控制的设备已由单机扩展到FMS(柔性制造系统)、CIMS(现代集成制造系统)等。PLC有较好的逻辑处理功能,在工业控制领域具有广泛的应用空间。三菱PLC为“通用型”的可编程控制器,它的机架、CPU模块、输入输出模块、信号模块、功能模块和电源模块等是完全集成一体,应用非常方面[5]。由于具有强大的编程功能,灵活的应用能力,在数控机床中,应用相当广泛。实践证明,三菱PLC数控钻床应用中,具有相当好的稳定性,提高了数控钻床的工作效率和自动化水平。
[1]刘书华.数控机床与编程[M].北京:机械工业出版社,2001.
[2]廖效果.数控技术[M].武汉:湖北科学技术出报社,2000.
[3]钟肇新,范建东,冯太合.可编程控制器原理及应用:第三版[M].广州:华南理工大学出版社,2003.
[4]FX-20P-EPROGRAMMINGPANELOPERATION MANUAL[Z].Japan:MITSUBISHIELECTRIC CORPORATION JUL.2002:32-43.
[5]曹菁.三菱PLC、触摸屏和变频器应用技术:第1版[M].北京:机械工业出版社,2010.
(编辑:向飞)
The Application and Development of Control System for NC Drilling Machine Based on PLC
DENG Chang-qi
(School of Mechanical and Electrical Engineering,Guangdong University of Petrochemical Technology,Maoming 525000,China)
The composing of the NC drilling machine and the NC system was describe,The application mode and characteristic of the programmable logic controller(PLC)in the NC drilling machine,Adopt Mitsubishi programmable controller NC drilling machine control,and it discusses input and output information of drilling in detail,The research logic relation of drilling machine in detail,and it list part ladder.The employment in fact enunciation NC drilling machine tool acquired the good control result.
PLC;drilling machine;application;development
TP39TG5
B
1009-9492(2015)01-0076-03
*2011年广东省部产学研引导项目(编号:2011B090400209);2011年广东省科技型中小企业技术创新专项资金项目(编号:2011CY179)
邓昌奇,男,1963年生,四川自贡人,硕士,教授。研究领域:数控机床、机电一体化技术。
