C5112机床再制造
2015-08-19谢伟东张超
谢伟东 张超
摘 要:C5112机床的再制造主要内容包括:采用滚珠丝杠、步进电机直接驱动提高机床的运动精度;增加数控系统,并将原有电气系统进行重新设计改造;导轨研伤修复,恢复并提高机床的机械精度。机床再制造能够最大限度地利用原机床零部件的剩余价值,提升机床性能,为老旧机床的升级换代找到了新途径。
关键词:机床;再制造;数控技术
1 数控改造
本文中数控部分的改造采用了西门子802BSM数控系统,机床中的主轴、冷却、润滑和刀架等均需系统自动控制,为此需专门设计接口转换电路和强电控制电路。拆除原电控箱,原位安装改制后的电控箱。
(1)水平进给改造(X轴):X轴设计并制作减速箱,将其安装在横梁一侧,由1FK6系列交流伺服电机驱动,经减速箱,精密滚珠丝杠带动滑座实现X轴的进给,减速箱内的齿轮均为磨齿加工,轴与轮的联结采用涨套形式,可以达到无间隙传动;(2)垂直进给改造(Z轴):Z轴设计并制作减速箱,将其安装在滑枕上,由1FK6系列交流伺服电机驱动,经减速箱,精密滚珠丝杠,带动滑枕实现Z轴的进给,减速箱内的齿轮均为磨齿加工,轴与轮的联结采用涨套形式,可以达到无间隙传动;(3)X、Z轴增设拖线系统(坦克链);(4)刀架各滑动面润滑采用南京贝奇尔定时定量润滑泵;(5)主轴编码器系统:在主轴内重新设计一套装置,用于安装主轴编码器,实现切削螺纹功能;(6)横梁导轨采用全封闭不锈钢防护罩;(7)立刀架平衡方式由重锤式改为液压平衡式。
2 电气部分改造
由于车床大部分电气设备已经老旧、老化,不能适应生产需要,因此,必须对原有电气设备进行重新设计改造:重新制作电气柜及按钮站;更换电柜内所有电气元件;清洗所有保留电机,并作载荷试验;更新所有床身立柱走线,要求各电气元件布置合理,布线有序规范。电气改造图见图1。
3 导轨研伤修复
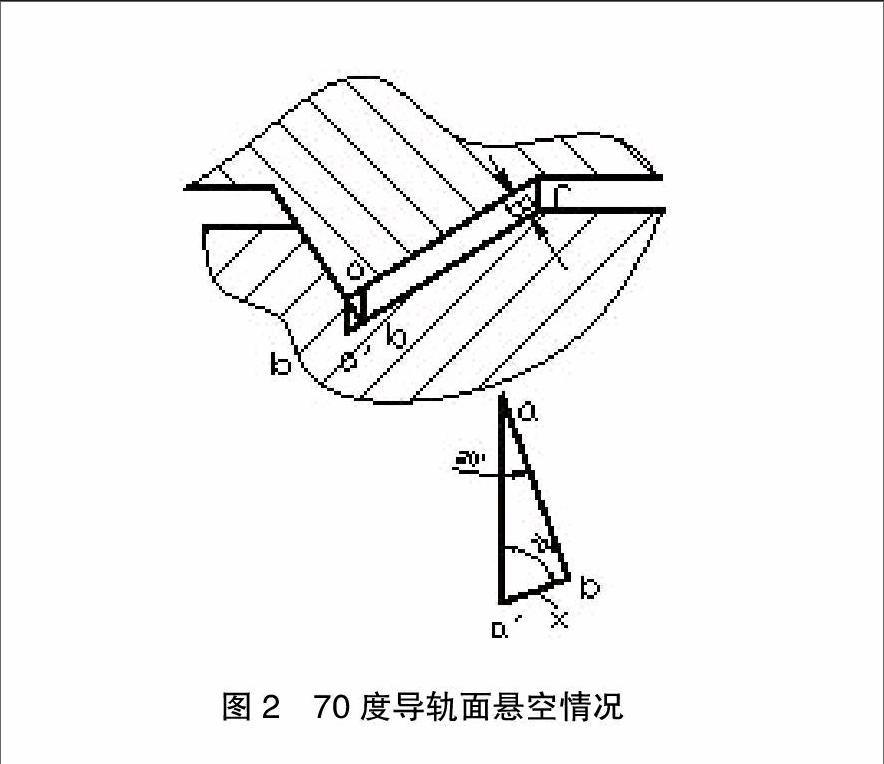
导轨的研伤,一般都是在70度导轨一面。如果研伤过重,须先机械加工去掉研伤的深沟。但是这时容易造成图2所示的20度导轨面先接触,70度导轨面悬空的情况,故仍不能进行合研,还须按下式修去20度导轨面一层金属后,才能进行合研。
尺寸B可用压铅丝方法测得,然后在合研达到要求后,再将底座20度导轨面刮0.06~0.08毫米,以防在运转工作中,导轨发热使导轨拉毛,甚至研伤。
4 小结
本文通过增加数控系统,并将原有电气系统进行重新设计改造,提高其控制精度;采用相应技术修复机床的磨损、划伤表面,恢复并提高机床的机械精度等一系列的再制造过程最大限度地利用了原机床零部件的剩余价值,提升了机床性能,成功的对C5112机床进行了再制造。
参考文献:
[1]时小军,胡仲翔,张甲英等.老旧机床数控化再制造技术研究与应用[J].中国表面工程,2006,10,19(5+):82-85.
[2]徐滨士,张伟,马世宁等.再制造工程—绿色系统工程[J].中国设备管理,2000(01):50-52.
[3]DanielV,Guide R. Production Planning and ControlFor-remanufacturlng Industry: Practice and Research Needs[J]. Journal of Operations Management, 2000(18): 467-483.endprint