氢气缓冲罐裂纹修复
2015-08-16潘月勇苏振锋尤贝天津炼达集团有限公司天津300280
潘月勇 苏振锋 尤贝(天津炼达集团有限公司, 天津 300280)
1 缓冲罐设备情况
某石化公司新建一套连续重整装置,刚投入生产半年时间,装置内一台氢气压缩机的一级出口氢气缓冲罐发生泄漏,泄漏部位是罐底排液口(DN25)附近的筒体上,为穿透性裂纹,罐外侧裂纹长220mm左右,罐内侧裂纹长170mm左右。
缓冲罐为卧式储气罐,安装于压缩机一级气缸下侧。属Ⅱ类压力容器,规格为 Φ1200×3200×12,主体材质Q345R,容器重1797kg,设计压力1.48MPa,设计温度150℃,运行介质为氢气。

图1
2 缓冲罐泄漏修复处理
因缓冲罐在压缩机的下方且罐入口直接与压缩机一级出口相连,若将罐体移出至地面进行修理,需拆除压缩机一级气缸及与附属的水、油管线及监测仪表,工作量非常大。为方便修理,保证施工质量将罐体沿径向旋转90度,使漏点由底部变成侧位。
因裂纹较长,呈弯曲状,且裂纹与筒体上的焊缝有交叉,不可采取直接打磨裂纹进行焊接修复。应采取挖补法,即挖除掉含裂纹的这部分筒体,进行更换。先在筒体上以裂纹中点(筋板外侧底部端点)为中心,120mm长为半径划圆,沿圆线切割,在筒体的切割面打磨出坡口,并对坡口进行渗透检测,看是否存有隐性延伸裂纹。制作一块与切割下来的圆板的材质、尺寸、厚度及弧度相同的钢板,打磨好坡口,并在中心部位开孔(Φ58)安装排凝接管,注意接管上端部与钢板内侧平齐,并将内侧焊缝余高打磨掉,保证任一截面不能超过罐体内表面,以使罐内存液能无阻流出。圆板与罐体间焊缝组对时,应保证焊缝间隙及错边量符合规范要求,因缓冲罐没有人孔,无法在罐内侧施焊,焊接采用单面焊双面成形的焊接工艺。焊接时均采用氩弧焊打底,焊条电弧焊填充、盖面。焊后进行100%磁粉或超声波检测。为增加罐体强度,将圆板与罐体间对接焊缝外表面余高磨掉后,安装一块直径400mm与罐体等厚、相同材质的补强板。因罐内介质为氢气,为避免出现应力腐蚀,对焊缝进行焊后消除应力热处理。罐体修理部位剖面图及焊缝热处理曲线图如图2、图3所示。

图2 缓冲罐修理部位剖面图
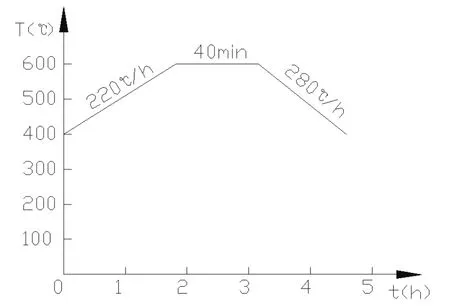
图3 焊缝热处理曲线
3 焊接措施
因罐内无法进入,筒体对接焊缝及筒体与接管的对接焊缝应采用单面焊双面成型的焊接工艺;焊接均采用氩弧焊打底、焊条电弧焊填充、盖面的焊接方法;焊接电压、电流及坡口角度、组对间隙要符合焊接工艺规程要求;焊前将罐体内外侧的坡口边缘15mm左右打磨干净;焊条采用低氢型焊条,并采取烘干、保温措施。
4 结语
通过挖补法对罐体进行修理,采取合理的焊接方法、焊接工艺及质量保证措施,使缓冲罐修理取得良好效果,修理后去掉了排液管上的筋板,避免因压缩机震动使筋板与罐体及法兰间形成周期变化应力造成焊缝处产生疲劳裂纹。缓冲罐重新投用近一年来未出现任何质量问题,达到了预期目的。
