增量式PID控制在全钢内衬层生产线中的应用
2015-08-16吴斌刘晶方秀华
吴斌,刘晶,方秀华
(杭州朝阳橡胶有限公司,浙江 杭州 310018)
增量式PID控制在全钢内衬层生产线中的应用
Application of incremental PID control in all steel inner production line
吴斌,刘晶,方秀华
(杭州朝阳橡胶有限公司,浙江 杭州 310018)

我公司全钢内衬层生产线的全线速度采用浮动辊进行检测调节,并采用增量式PID进行控制,实现了全线各单机、各皮带之间较好的速度匹配,生产的制品不打褶、不拉伸,始终保持在公差范围内,满足了生产和工艺的要求。
内衬层;PID;速度控制
内衬层处于轮胎的最里层,其目的是减少内胎与轮胎胎体之间的相互摩擦,避免胎体内部被湿气和空气渗透。内衬层由气密层和过渡层贴合而成,当生产线各段速度不匹配时,容易造成打褶或拉伸,因此,速度的控制对于内衬层生产线至关重要。
目前,内衬层生产线的全线速度控制常采用浮动辊进行检测调节,因此具有滞后性、时变性和非线性等特点,想通过建立精确的数学模型十分困难。而PID控制由于算法简单,可靠性强,被广泛的应用在工业过程控制中。
我公司在21世纪初从德国克虏伯公司引进了全钢内衬层生产线,该生产线代表了国际90年代末和21世纪初的工艺技术水平。生产线全线速度匹配采用浮动辊进行检测调节,并采用增量式PID进行控制,设备使用至今,全线各单机、各皮带之间速度控制仍能保持较高的精度,生产的制品不打褶、不拉伸,始终保持在公差范围内。
1 全钢内衬层生产线简介
我公司引进的全钢内衬层生产线采用的是两辊压延双挤出生产法,该生产线主要包括:1#挤出机和1#压延机,用于生产气密层;2#挤出机和2#压延机,用于生产过渡层;以及风冷冷却房和卷取装置。
2 PID控制简介
2.1 常规PID控制
常规PID控制根据给定值和设定值之间的偏差,通过比例、积分和微分对偏差构成控制量,实现对被控对象的控制。常规PID的理想算法为[1]。

式(1)中,u(t)为PID控制器输出,e(t)为控制偏差,Kc,Ti和Td为PID控制器的比例增益、积分时间常数和微分时间常数。
由于计算机控制采用的是采样控制,因此需对式(1)进行离散化处理,可得式(2)。

式(2)中,Kc为比例增益;Ki为积分系数,Ki=KcT/Ti,Kd为微分系数,Kd=KcTd/ T。
2.2 增量式PID控制
PID控制主要有两种算法,位置式PID控制算法和增量式PID控制算法。相比之下,采用增量式PID控制算法可以减少设备的误动作,减轻PLC的计算负担[2]。根据式(2),通过递推原理,得:
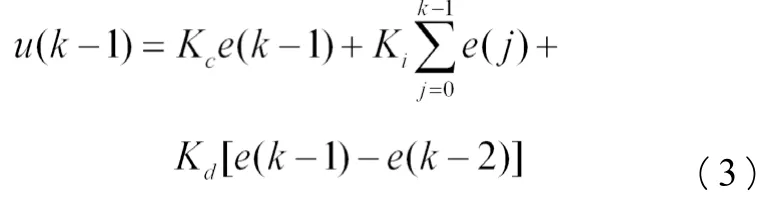
式(2)和式(3)相减,可得

式(4)即为增量式PID控制算法。
3 增量式PID控制的应用
在西门子PLC的Standard Library里提供了现成的PID控制功能块PID Control Block,用户可以根据需求,选择相应的功能块,也可以自己动手编写PID程序。在本系统中,我们采用STL语句编写了PID控制功能块FB42,控制算法的流程图如图1所示。各单机、各皮带之间速度控制均通过调用功能块FB42,实现对速度的控制。在调用FB42时,只需给相应的变量赋予对应的地址即可使用。图2显示了对中输送带PID控制程序。
3.1 参数整定
对于PID控制来说,采样周期和控制参数的整定至关重要,直接影响了系统的动态性能和静态性能。
在本系统中,采样周期的时间设置为PLC的扫描周期,控制参数的整定则采用工程法中的试凑法。具体步骤如下[3]:
(1)先设控制器积分时间Ti=∞, 微分时间Td=0。将系统投入运行, 整定比例增益Kc。 如果曲线振荡频繁, 则加大比例增益Kc;如果曲线超调大, 且趋于非周期过程,则减小比例增益Kc。
(2)引入积分作用,此时需将上述比例增益Kc加大1.2倍。将Ti从大到小进行整定。如果曲线波动较大,则应该增大积分时间常数Ti;如果曲线偏离设定值长时间回不来,则需要减小Ti,以获取良好的过渡过程曲线。
(3) 引入微分作用,使Td=(1/4-1/3) Ti,并且由小到大进行调整。如果曲线超调大而衰减慢,则增加微分时间常数Td;如果曲线震荡厉害,则减小Td。调整过程中,观察曲线状况,适当调整Kc和Ti,直至获得满意的控制曲线。
通过上述方法,各参数整定后的结果为:

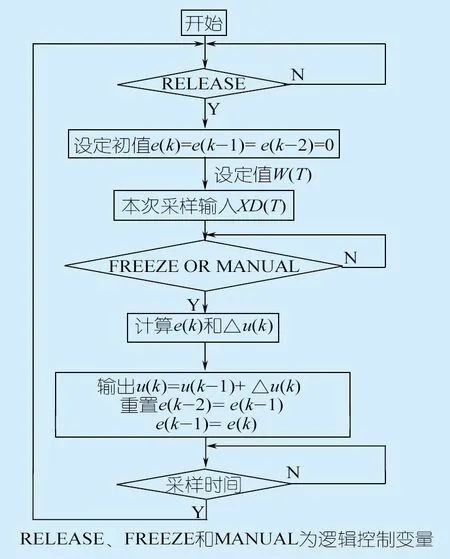
图1 PID控制算法流程图
3.2 增量式PID控制效果
为了验证加入增量式PID控制后的控制效果,我们以之前常用的普通控制方法作为对比,给系统一个扰动,观察二者控制效果,结果如图3所示。
从图3可以看出,加入增量式PID控制后,系统稳定时间明显减少,并且控制性能也得到了提高。
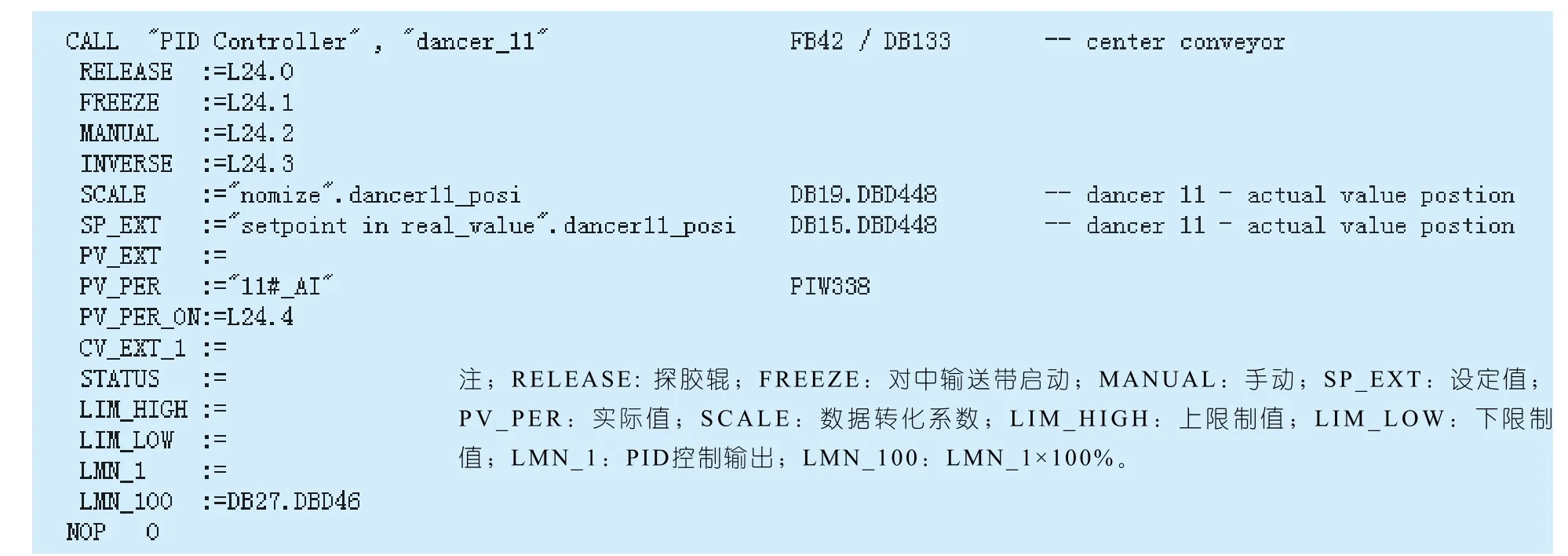
图2 对中输送带PID控制程序
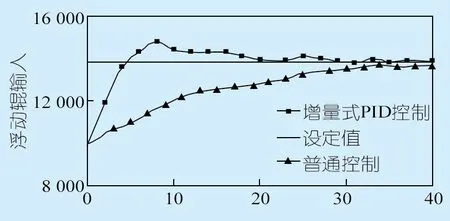
图3 控制方法比较结果
4 结语
通过采用增量式PID进行速度控制,我公司全钢内衬层生产线生产的制品不打褶、不拉伸,控制效果满意,可以满足生产和工艺的要求。
[1] 曹刚. PID控制器参数整定方法及其应用研究[D]. 杭州:浙江大学, 2004.
[2] 严晓照, 张兴国. 增量式PID控制在温控系统中的应用[J]. 南通大学学报, 2006, 5(4): 48~51.
[3] 何芝强. PID控制器参数整定方法及其应用研究[D]. 杭州:浙江大学, 2005.
(XS-02)
TQ330.493
:1009-797X(2015)03-0053-05
BDOI:10.13520/j.cnki.rpte.2015.03.010
吴斌(1982-),男,杭州朝阳橡胶有限公司工程师,从事轮胎设备电气技术及管理工作。
2014-04-25