SBR法处理发酵类制药废水工艺的研究
2015-08-05王军霞左金龙
王军霞,左金龙,3,李 辉
(1.哈尔滨商业大学生命科学与环境科学研究中心,哈尔滨150076;2.国家教育部抗肿瘤天然药物工程研究中心,哈尔滨150076;3.哈尔滨商业大学食品工程学院,哈尔滨150076)
我国制药行业在GDP中占有相当大的比重,目前医药制剂和原料药的生产厂家约有8 000家,最大份额的是生产化学药品的厂家,近3~5年发展速度最快的是生物制剂类医药厂家,中国医药行业的快速发展,不仅带来了经济上的飞跃,同时也带来了非常严峻的环境污染问题[1-2].
环境问题作为一种潜在因素严重制约了医药行业的发展,一些辅助性原料物质的利用率很低,造成了大部分原料作为污染物进入废水中,造成废水中含有大量的污染因子,对整体污水处理流程造成很大负担,而且处理效果不理想[3].
此外,我国最新的《发酵类制药工业水污染物排放标准》从2008年开始实施,国家对于未达标排放企业责令其停产整顿,由此可知,制药生产企业如果想要生存和发展必须达标排放,为了提高污水处理效果,降低建设及运行费用,节约土地面积[4],本文以黑龙江省某生物制药企业为例,研究适合我国生物类制药企业污水处理的工艺,进行工程示范研究,以达到环境效益、经济效益、社会效益的统一.
1 材料与方法
1.1 污水水质
废水采自黑龙江省某生物制药企业,产生废水主要为发酵前处理车间药材清洗废水、生产设备清洗水、发酵罐清洗水、前处理车间提取清洗废水、药瓶、塞及瓶盖清洗废水污染物成分主要分为天然有机物和人工合成有机物.天然有机物占主要成分,如多糖类、蒽醌、鞣质、生物碱、木质素、蛋白质、色素及其水解产物等.污染物大多属于可生物降解的物质[5].
具体水质见表1.
表1 废水水质参数
1.2 试验装置和方法
SBR反应器由有机玻璃制成,上部为圆柱形,下部为圆锥体,试验装置如图1所示,反应器有效容积为6 L,排水体积为 1.5 L,充水比为 0.25.在反应器壁的垂直方向设置一排间隔为10 cm的取样口,用于取样和排水.底部设有放空管,用于放空和排泥.在反应器下方设置曝气砂头,由转子流量计调节曝气量.pH值、DO、ORP(氧化还原电位)探头置于反应器内,在线监测各个指标的变化.试验期间温度稳定在25~28℃之间.

图1 试验装置图
本实验采用缺氧/好氧(A/O)的运行方式,每天运行2个周期,每周期为6 h,分别为瞬时进水、缺氧搅拌0.5 h、好氧曝气3 h、沉淀2 h、排水和待机0.5 h.好氧末期排放一定体积的混合液,控制系统的污泥龄在7~12 d,MLSS控制在2 000~3 000 mg/L.
1.3 检测分析项目
COD采用5B-3型COD快速测定仪测定;NH4+—N采用纳氏试剂分光光度法;总磷采用钼酸铵分光光度法.
2 实验结果和分析
2.1 COD 去除效果
实验启动期运行50 d,每隔5 d取一次样,考察COD的质量浓度变化及其去除率,由图2可见,运行初期COD的去除率较低,低于50%,随着驯化时间的延长,去除率逐渐提高.
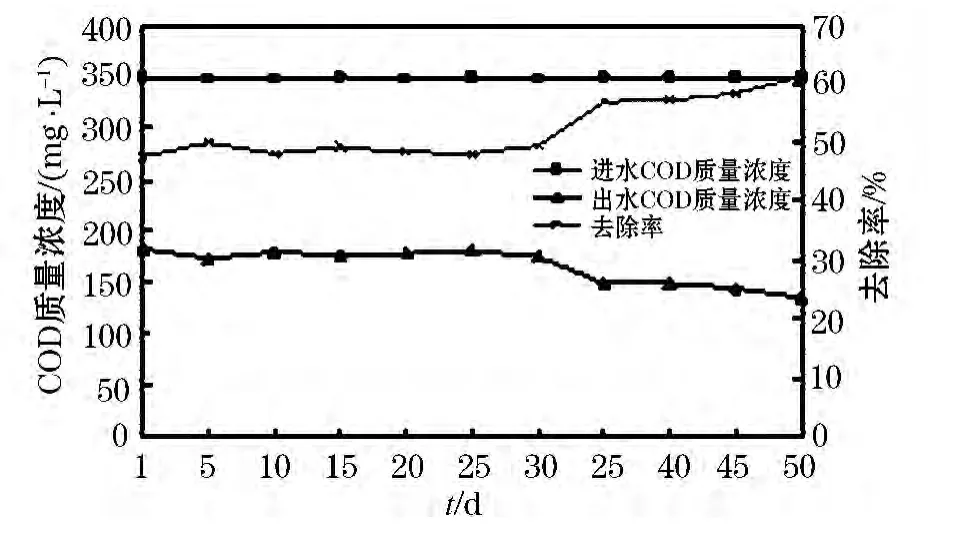
图2 启动期COD去除率
第51天完成启动期,开始正式运行反应器 ,每隔5 d取一次样,考察COD的质量浓度变化及其去除率,大约150 d,污泥经驯化完全形成后,反应器中COD的去除率大于90%,系统运行稳定.所得结果如图3所示.
通过对污泥形态进行观察,发现随着污泥培养的进行,其颜色发生了较为明显的变化,从黑色转变为黄褐色,说明:培养初期主要为缺氧性微生物,只有较少的好氧性的微生物,所以去除率较低,随着培养进行污泥中缺氧性的微生物逐渐减少,在反应器内好氧微生物开始逐渐占优势地位,同时,反应器内COD去除率不断提高,使得最终COD达到了较好的处理效果[6].
2.2 氨氮去除效果
实验启动期运行50 d,每隔5 d取一次样;正式运行期100 d,每隔5 d取一次样,考察培养过程中氨氮的变化及其去除效果,所得结果如图4、5所示.
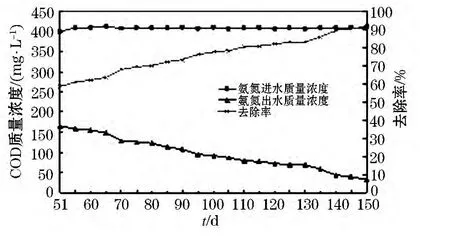
图3 正式运行期COD去除率
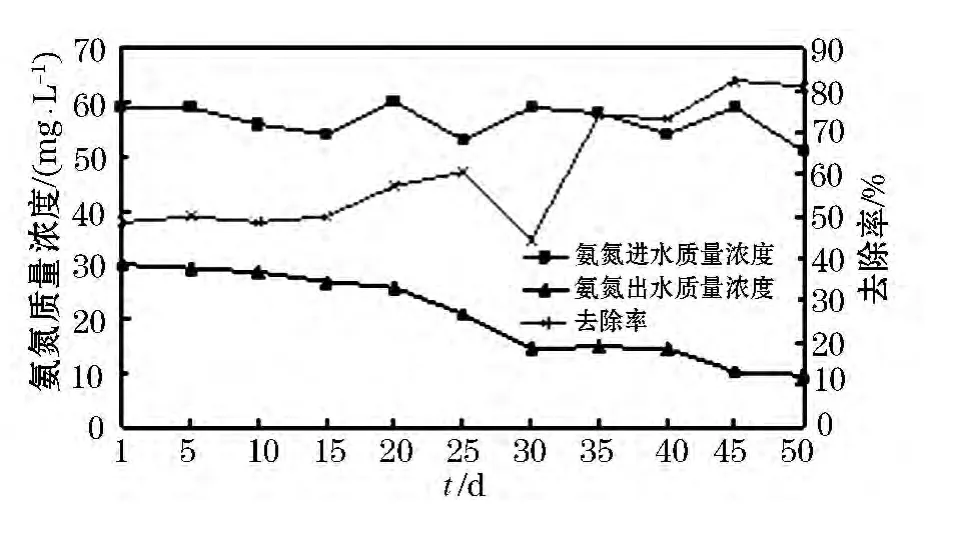
图4 启动期氨氮去除率
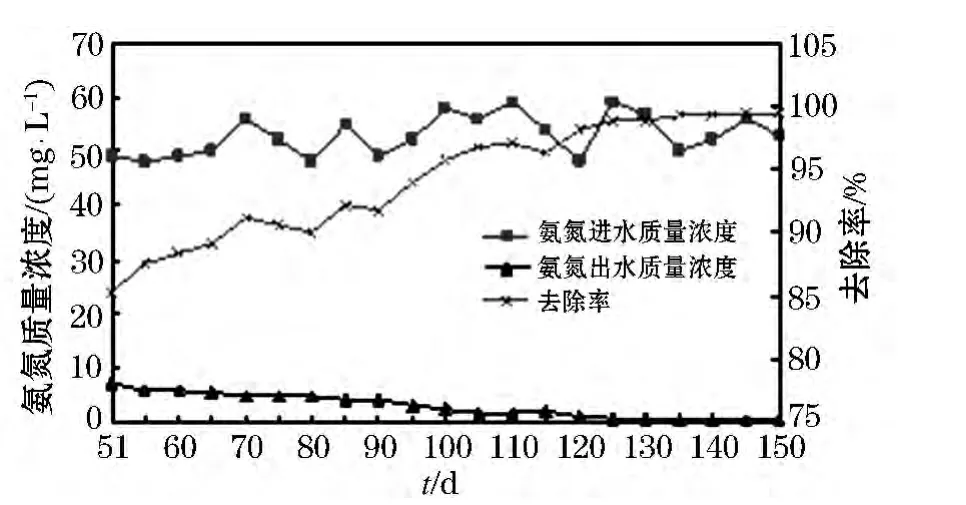
图5 正式运行期氨氮去除率
根据图4可以看出,启动期氨氮的去除效率不高,只有40%左右.根据图5可以看出,正式运行期在第70 d时,氨氮去除率达到了91.2%,待150 d左右,污泥基本成熟且形态稳定,此时氨氮的去除率始终高于99.0%,出水氨氮的质量浓度始终在1 mg/L以下.说明驯化培养的污泥对氨氮具有较高的去除效率.
2.3 污泥培养过程中总磷的变化
实验启动期运行50 d,每隔5 d取一次样;正式运行期100 d,每隔5 d取一次样,考察总磷的变化及其去除效果,所得结果如图6、7所示.
根据图6可以看出,启动期总磷的去除效率不高,只有50%左右.根据图7可以看出,第75 d时总磷去除率达到了80.0%,待150 d左右,污泥基本成熟且形态稳定,此时可达到84.9%以上,出水总磷的质量浓度低于0.5 mg/L.可满足《发酵类制药工业水污染物排放标准》中总磷排放限值0.5 mg/L的要求.
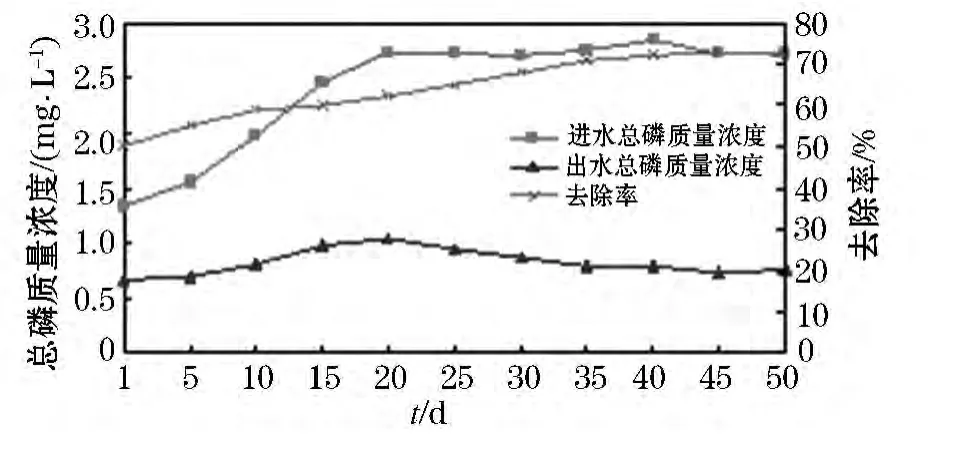
图6 启动期TP去除率

图7 正式运行期TP去除率
当污泥驯化成熟和稳定后,在一个代表性周期内,考察其总磷质量浓度的变化情况,结果如图8所示.由图8可知,进水总磷质量浓度为2.73 mg/L,在兼氧阶段即反应器运行前30 min,总磷质量浓度呈上升趋势[7];而后反应器运行的好氧阶段30~240 min,污水出水中总磷质量浓度较低.出水磷总磷平均质量浓度为0.41 mg/L,去除率为84.9%,去除情况较好.

图8 SBR反应器内一个代表性周期总磷随时间变化曲线
由于SBR的厌氧-好氧交替工艺,聚磷菌在缺氧的条件下,生长受到了抑制.只能通过分解胞内磷酸盐维持生长,同时产生能量来分解污水中简单溶解性有机物,并且在细胞内形成聚羟基丁酸,释放磷,造成水样中磷质量浓度的升高[8];而进入好氧段,聚磷菌恢复了活性,将基质充分利用的同时,污水中的溶解性正磷酸盐被其大量吸收,而以多聚磷酸盐形式储存于胞内,得以累积,所以污水中磷质量浓度降低,得到了较好的去除[9-11].
2.4 达标可行性分析
处理后的废水排放质量浓度约为COD为35.3 mg/m3、氨氮为 4.2 mg/m3、总磷为 0.41 mg/m3,污水处理站出水水质满足《发酵类制药工业水污染物排放标准》(GB21909-2008).
3 结语
本文采用SBR法对酵类制药废水进行处理,结果表明:驯化成熟污泥对COD、氨氮、总磷均达到了较理想的去除效果.出水COD始终维持在50 mg/L以下,去除率达到90%以上;出水氨氮低于5 mg/L,去除率在92%以上;聚磷菌的厌氧释磷和好氧吸磷作用,使得出水总磷质量浓度低于0.5 mg/L,去除率为85%.
[1]蔡 庆.完全自养脱氮SBR反应器的运行、强化及模拟优化[D].重庆:重庆大学,2013.
[2]张 斌,王景峰,龚秦石,等.基于微磁载体的新型微生物聚集体的初步构建[C]//中国环境科学学会,2013.6510-6515.
[3]张兰河,田 宇,郭静波,等.微生物菌剂的构建及其在城市污水处理中的应用[J].化工进展,2013,32(8):1943-1948.
[4]LIU Y,LIU Q S,LIU Y,et al.Aerobic granules:a novel zinc biosorbent[J].Lett Appl Microbiol,2002,35(6):548 -551.
[5]王建龙,张子健,吴伟伟.好氧颗粒污泥的研究进展[J].环境科学学报,2009,29(3):449-473.
[6]BAEK S H,PAGILLA K R.Simultaneous nitrification and denitrification of municipal wastewater in aerobic membrane bioreactors[J].Water Environment Research,2008,80(2):109 -117.
[7]PUZNAVA N,PAYRAUDEAU M,THORNBERG D.Simultaneous nitrification and denitrification in biofilters with realtime aeration control[J].Water Science & Technology,2000,43(1):269-276.
[8]吕梅乐.胞外蛋白在好氧污泥颗粒化过程中的作用研究[D].杭州:浙江大学,2013.
[9]王 畅.活性污泥颗粒化机理研究与数学模拟[D].合肥:合肥工业大学,2012.
[10]戚韩英.影响好氧颗粒污泥形成与结构稳定的胞外多聚物关键组分研究[D].杭州:浙江大学,2012.
[11]高靖雯,魏亮亮,赵庆良,等.Fenton法深度氧化湿法腈伦废水二级生化处理出水[J].哈尔滨商业大学学报:自然科学版,2014,30(1):62 -68.
