在不吊转轮情况下修复轴流转桨式断裂桨叶
2015-07-28潘大文
潘大文
(陕西石泉水力发电厂,陕西 石泉 725200)
在不吊转轮情况下修复轴流转桨式断裂桨叶
潘大文
(陕西石泉水力发电厂,陕西 石泉 725200)
摘要:介绍分析了国电甘肃文县柳园电站1号机组桨叶断裂产生的原因,介绍了轴流转桨式机组断裂桨叶在转轮不吊出转轮室的情况下,在现场的处理办法,并且实施后取得了良好的效果,为处理类似机组缺陷积累了经验,可供水电检修单位借鉴。
关键词:桨叶断裂;修复;电弧气刨;百分表
1 概况
国电甘肃柳园电站位于甘肃省文县石坊乡境内的枣园坝至关家湾白水江中游河段,是白水江干流文县河段规划7座电站中的第三级电站。电站为低坝挡水径流引水式电站,工程以发电为主,总装机容量2.8万kW(两台单机容量14MW的轴流转桨式水轮机),于2011年11月投产发电,年平均发电量1.52亿kW·h,年平均利用小时数5 414 h,出线一回110 kW送出3 km至石坊变电站。其中水轮机参数如下:
水轮机型号:ZZ550-LJ-250;
设计水头:30m;
设计流量:106.6m3/s;
额定转速:300 r/min;
额定功率:14 000 kW;
桨叶数量:5片;
桨叶材质:ZG0Cr13Ni5Mo。
2013年6月国电甘肃文县柳园电站运行人员在巡回中发现1号机组运行时振动异常,遂组织检修人员打开尾水人孔门检查发现,发现3号桨叶自叶片轮毂与枢轴部位延伸至桨叶叶片出水边断裂,其余4片桨叶根部均有裂纹,裂纹均自叶片轮毂与枢轴部位延伸。随后联系石泉电厂电力检修公司进行检修处理,到达生产现场后石泉电力检修公司在转轮不吊出转轮室的情况下进行了桨叶修复处理,至今运行情况正常,现将处理情况介绍如下,以资交流。
2 桨叶断裂情况简介及原因分析
2013年6月初,接国电甘肃柳园电站1号机组桨叶断裂通知,经现场检查,1号机组3号桨叶断裂,该桨叶属整体浇铸而成,单张桨叶重达1 225 kg,进水边厚度180mm,出水边厚度6.8mm,桨叶进水边至出水边成弧形,其余4片桨叶也出现不同程度的裂纹,且裂纹细小,具有连续性,3号桨叶断裂部位自叶片根部至叶片出水边(见图1),断裂叶片沉入尾水,其余4片导叶均出现自叶片轮毂与枢轴部位延伸至桨叶叶片出水边,该断裂区域是桨叶叶片在铸造时冷裂纹易发区,同时也是整个桨叶高应力区和应力集中区,经现场勘察,笔者认为该裂纹属于铸造时在内部产生的冷裂纹,再者文县柳园电站机组进水口拦污栅常被污物堵塞,机组进水口压差较大,汛期更为严重,在这期间机组运行工况较差,另外由于1号机组调速系统设计缺陷安装遗留问题(1号机组控制环大耳环角度设计缺陷,实际大耳环与控制环角度与图纸偏差6°,因此导致导叶接力器无法达到设计全行程),导致桨叶与导叶的协联关系不能处于最佳状态,机组不能达到最优工况,长时间处于震动区工况下运行,机组负荷只能带到11.5MW,为了能使机组带到额定负荷,达到较好的协联关系,就要频繁调整桨叶角度,这样机组尾水管内就会经常产生涡流和真空,导致压力脉动大幅增加,这样,有先天缺陷和应力集中的桨叶轮毂和枢轴受到的应力作用就会加大,裂纹会扩展延伸,最终导致桨叶断裂。

图1 1号机组3号桨叶断裂示意图
3 处理方法
3.1前期准备工作
1)首先,落下1号机组进口检修门、尾水门,打开蜗壳,尾水管盘型阀。
2)手动将桨叶打至全开,在转轮室搭设检修平台,将断裂桨叶打捞上来。
3)关闭调速系统总供油阀1103阀,将接力器锁锭投入。
4)将桨叶操作油管开启、关闭腔阀门关闭,受油器回油管与回油箱连通阀门关闭。
5)将转轮轮毂油排油。
6)拆除桨叶叶片枢轴正、反向“λ型”密封(共计8道)。
3.2具体处理方法
1)先用丙酮将桨叶断裂部位清洗干净。
2)用电弧气刨清除前,对断裂桨叶的断裂部位延伸到断裂部位附近的200mm范围内,用氧气乙炔火焰将其预热至90℃。
3)用电弧气刨将断裂桨叶断裂处从枢轴至出水边方向清除,直到将叶片断裂裂纹处清除干净。
4)同时用电弧气刨把叶片断裂处正、反面修出焊接坡口。
5)电弧气刨将断裂部位完全清除后,用风动砂轮机将断裂桨叶坡口处的表面渗碳层进行打磨,并修磨坡口。
6)经厂家PT无痕探伤确定断裂处渗碳氧化层彻底清除干净后准备焊接。
7)将断裂桨叶与转轮体、转轮室之间加槽钢支撑固定,处理过程中对照其余4片桨叶布置情况和图纸要求,根据桨叶叶片型线、叶片与转轮室之间的间隙值将断裂桨叶和桨叶本体背部用3片20mm厚钢板点固,同时在桨叶枢轴法兰上取4个点,然后在桨叶进、出水边取2点,作为桨叶的基准尺寸控制点,并测量其数据,作为基础数据(如图2),测得焊前尺寸:A=630mm,B=400mm,C=700mm,D=650mm,同时在转轮室桨叶进、出水边焊接表架,架设百分表,监视在焊接过程中叶片位移和变形情况。焊接过程中每隔15min复测一次数据,根据尺寸变化来调整焊接速度,待焊接、退火完成后,上述数据保持不变。
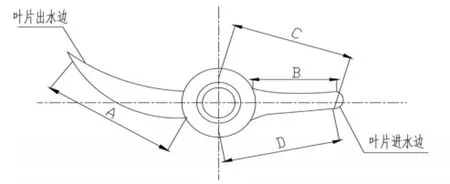
图2 3号桨叶基准尺寸图
8)焊接前,对桨叶叶片周围环境温度(转轮室温度)整体加温至30~40℃,对断裂桨叶叶片部位用氧气乙炔火焰局部预热,温度控制在100℃左右,预热温度达到100℃后恒温2 h后进行焊接。
9)由于桨叶叶片材质为ZG0Cr13Ni5Mo,因此此次焊接焊条采用高塑性,韧性好的307不锈钢焊条。由于焊缝较长,焊接时采用对称分层、分段、退步焊接方法(详见图3),为避免由于焊接应力集中引起的变形,每焊完一条焊缝必须把焊渣清理干净,采用风铲锤击消除应力。焊接接头需重叠40mm以上,并控制电流、焊接速度,保持方向一致。电流控制到140~180 A,焊接速度控制到15 cm/min,避免焊接电流、速度、方向造成的热量集中引起的变形。

图3 焊接层次走向图
10)焊接完成后,将叶片用石棉布和被子包上保温,去应力退火,退火过程中温度按照退火工艺曲线进行(如图4所示)。

图4 桨叶焊接退火曲线
11)清除叶片临时支撑,检查焊接叶片的变形情况,测量桨叶叶片基准尺寸A、B、C、D四个尺寸无变化,并磨去叶片背部支撑点。
12)焊后用风动砂轮机将桨叶叶片顺叶片型线修磨圆滑。
13)修后通过设备厂家PT无痕探伤检查正常。
4 修后检验
1)修后通过测量焊前桨叶叶片基准尺寸A、B、C、D四个尺寸值无变化;桨叶叶片与转轮室间隙符合要求,桨叶做渗漏试验,桨叶密封处无渗漏。
2)修后开机试验1号机组稳定性良好,水导轴承摆度和机组轴向振动值均符合要求(见图5)。桨叶修复后经过近2年的运行情况正常,其间共经历了2次机组小修,均打开蜗壳人孔、尾水人孔门进行桨叶修复补焊区检查,断裂桨叶叶面补焊区表面正常无裂纹。

图5 1号机组振动摆度值
5 与当前国内、外同类技术主要参数、效益、市场竞争力的比较
对比国内、外同类技术,国内大多数电厂检修队伍处理桨叶叶片裂纹时,通过在裂纹两端打止裂孔方法进行焊接修复桨叶裂纹,在处理桨叶断裂时一般采取起吊转轮更换新桨叶的方法,但是采用不起吊转轮修复断裂桨叶在轴流转桨式机组检修领域尚属空白,因为主要受限于断裂桨叶需要焊接且焊缝较长,因此焊接过程中受到的焊接应力导致的变形量,很容易造成桨叶叶片型线变形,同时也牵涉到焊接后叶片刚度、强度的问题,因此对焊接工艺要求较高,同时断裂桨叶叶片焊接前的定位和焊接过程中的变形监测也是一个难题。因此,较传统检修工艺起吊转轮来更换桨叶叶片是一个新的突破。创造了可观的经济效益。
6 结论
此套方案在转轮室搭设脚手架现场施工,避免了起吊转轮体一系列拆装工作,较传统修复断裂桨叶近60 d工期缩短为45 d,为业主直接挽回资金近450万,同时也节约了人工成本和简化了检修流程。国电甘肃柳园电站1号机组3号桨叶断裂修复工作结束后经过近2年的运行,在近2次小修期间检修人员均将蜗壳门、尾水门打开,进入转轮室检查桨叶修复部位,经检查桨叶叶片修后焊接部位无异常。因此采用其转轮不吊出转轮室,在转轮室搭建检修平台的现场处理办法是成功的,为同类机组类似情况积累了一定经验,同时可供兄弟水电检修单位借鉴。
参考文献:
[1]钱泱.水轮机转轮桨叶裂纹的处理[J].浙江电力,2002(02).
[2]陈天宇.沙溪口水电厂水轮机桨叶裂纹的处理[J].福建电力与电工,2001(02).
[3]姬晋廷,罗兴锜,吴树林,等.轴流式水轮机转轮叶片裂纹原因及预防措施[J].水利水电快报,2005(02).
[4]杨喜安,徐斌.水轮机转轮叶片断裂原因分析和修复工艺研究[J].贵州电力技术,2013(08).
[5]郭弘勋.混流式水轮机叶片局部断裂的分析及修复工艺[J].水利电力机械,1990(03).
中图分类号:TK730
文献标识码:B
文章编号:1672-5387(2015)06-0049-03
DOI:10.13599/j.cnki.11-5130.2015.06.013
收稿日期:2015-04-05
作者简介:潘大文(1988-),男,助理工程师,从事水轮机机械检修维护工作。