GCr15钢制薄壁轴承套圈高压气淬工艺及分析
2015-07-26李付伟龚建勋宋华华刘汇河王兵信
李付伟,龚建勋,宋华华,刘汇河,王兵信
(洛阳LYC轴承有限公司,河南 洛阳 471039)
GCr15钢在热处理加热过程中,通常会发生氧化、脱碳、增碳等现象,为此尝试使用真空气淬工艺。真空高压气淬工艺具有无氧化、无脱碳的特点,可以实现光亮热处理,使零件脱脂、脱气、避免表面污染和氢脆,同时可以实现对加热速度和冷却速度的控制,减小热处理变形,提高材料性能。国外高压气淬工艺在多种材料上得到成熟应用,热处理产品质量得到明显提高。我国高压气淬研究近几年刚刚起步,仅在少量材料上使用,GCr15钢尚未涉及,因此,高压真空气淬热处理应作为研究的重点[1-2]。
对于普通壁厚的GCr15钢轴承套圈,常规油淬工艺已能满足产品变形的要求,而薄壁轴承套圈的加工一直是轴承热处理的难点,下文研究GCr15钢薄壁轴承套圈气淬的淬透性,通过对比高压真空气淬和普通油淬对套圈硬度、组织和变形的影响,探索GCr15钢薄壁套圈高压气淬的可行性,为实际应用提供依据。
1 试验
1.1 试样
试样为某型GCr15钢制薄壁轴承外圈,经退火处理后车制成形,其主要尺寸为:外径200 mm,宽度35 mm,有效壁厚5 mm。采用直读光谱法测得的材料化学成分(质量分数)见表1。由表中数据可知,材料元素含量符合GB/T 18254—2002《高碳铬轴承钢》的要求。

表1 GCr15轴承钢化学成分 w,%
1.2 试验方法
将套圈分成2组进行试验,一组进行普通油淬热处理,具体工艺为:835 ℃×40 min加热保温+油冷淬火+170 ℃×240 min回火;另一组进行真空高压气淬处理,具体工艺为:835 ℃×40 min加热保温+0.3,0.4,0.5,0.6,0.7 MPa(3,4,5,6,7 bar,生产中常用压力范围)的高纯氮气气冷淬火+170 ℃×240 min回火。
1.3 试验设备
设备为ICBPH100TG-TH型低压真空渗碳炉,RDES-270/9-900CN型转底式炉,回火油炉,OLYMPUS倒置式金相显微镜,HR-150A 型洛氏硬度计,D914型宽径测量仪和G804型直径测量仪。
2 结果与分析
2.1 淬透性
分别在0.3,0.4,0.5,0.6和0.7 MPa的气淬压力下对轴承套圈进行试验,测试其表面及心部的硬度值,然后与生产中使用的普通空气加热油淬工艺的试样进行对比,结果见表2。通过对比发现,对于壁厚为5 mm的轴承套圈,在气淬压力为0.3~0.7 MPa的常用压力范围内,均能很好地淬透,中心处与表面的硬度值相差不大,且硬度值全部符合JB/T 1255—2014《滚动轴承 高碳铬轴承钢零件 热处理技术条件》的要求。
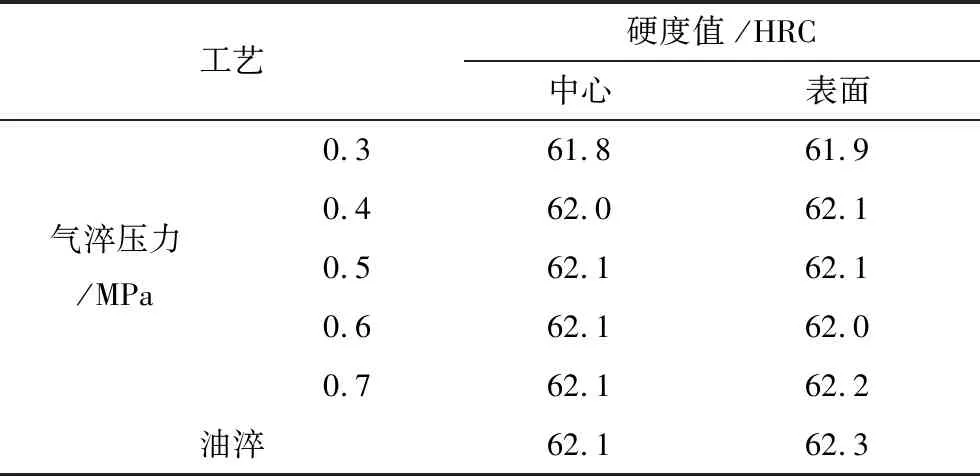
表2 不同热处理工艺试验后的硬度对比
2.2 金相组织
经真空高压气淬的试样表面光亮,无氧化皮,呈银灰色,且均匀一致,2种方法淬回火后随机各选取1件套圈制取金相试样。普通油淬显微组织(M4级)如图1所示,高压气淬显微组织(M3级)如图2所示。由图可见,不同压力下试样的组织基本一致,均由均匀分布的细小马氏体+细小残留碳化物+少量的残余奥氏体组成。由于气淬时冷却的一致性更好,故气淬后的组织更加细小均匀。
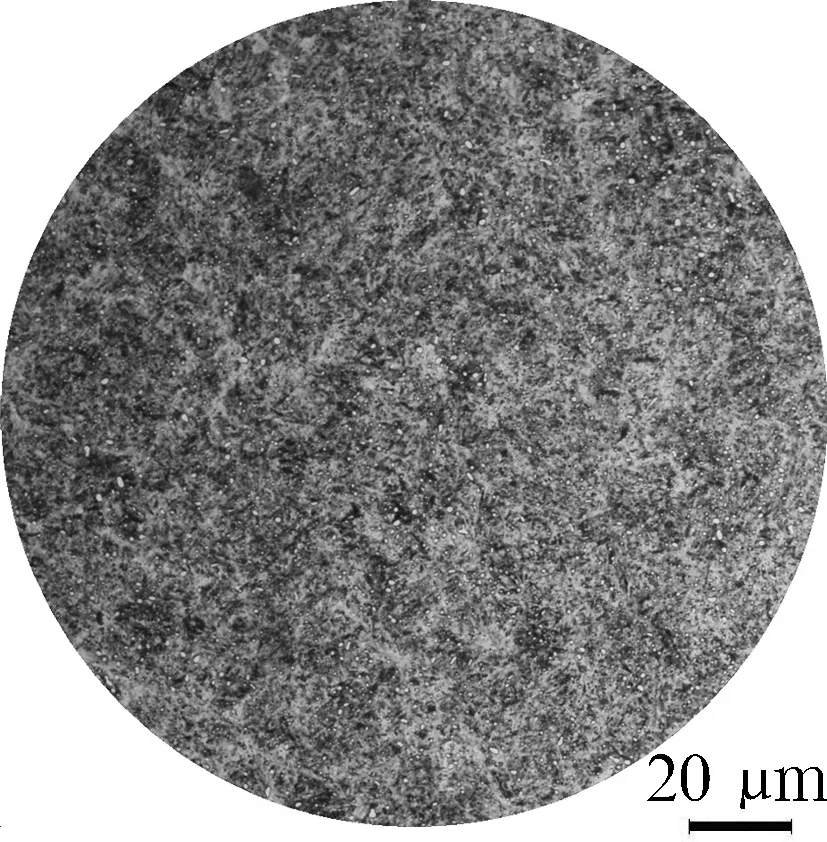
图1 普通油淬后的显微组织
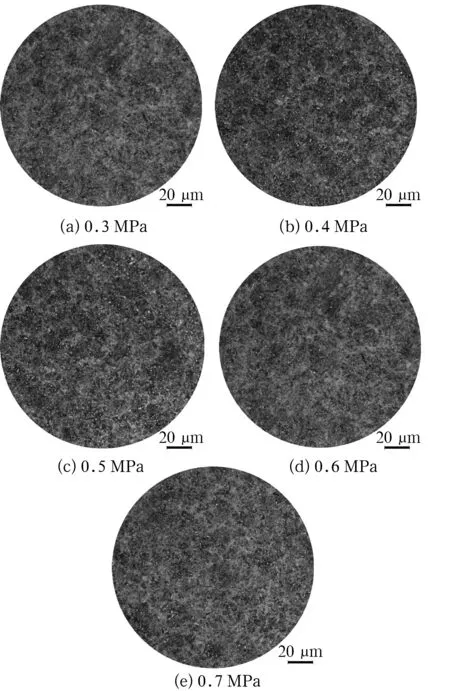
图2 不同压力下气淬后的试样显微组织
2.3 硬度
为了保证回火工艺的一致性,对淬火后的同一炉次套圈进行回火处理,然后检测2种工艺套圈的硬度,每个套圈测量3点,即沿圆周方向每隔120°测试一点,取平均值,结果见表3。
由表3可知,随着气淬压力的增加,套圈硬度值略有增大,但真空气淬后的硬度值比普通油淬的略有降低,但仍在硬度要求范围内。分析认为硬度降低可能是由于气淬时冷却速度比油淬时冷却速度慢所致,但高压气淬后套圈硬度均匀性更好,因此,高压真空气淬适用于GCr15钢制薄壁精密轴承零件的加工。
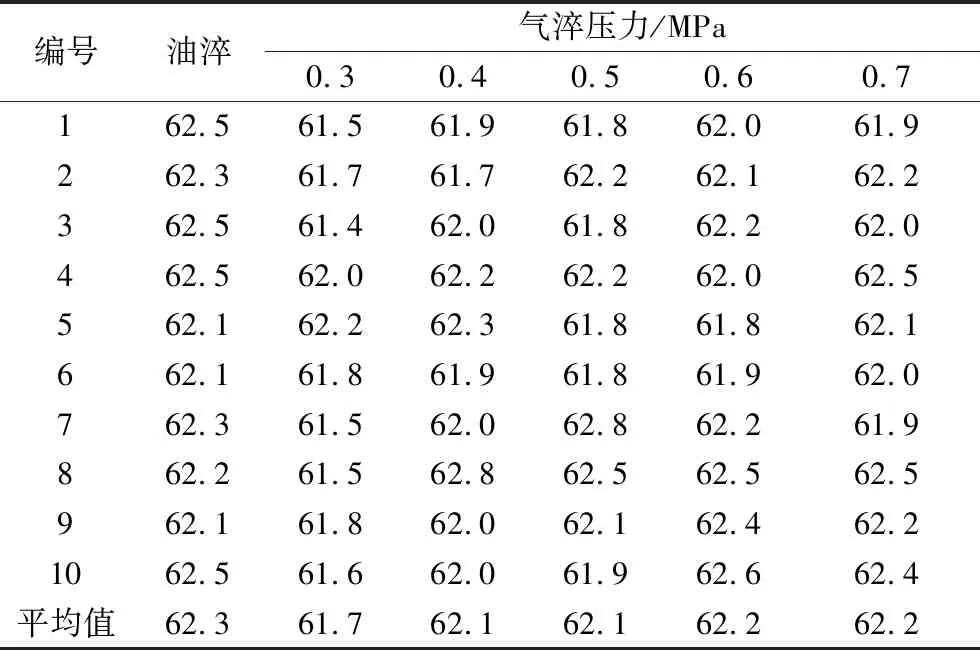
表3 不同热处理工艺试验后的硬度 HRC
2.4 变形
套圈变形的根本原因是淬火过程中产生的热应力和组织应力。普通油冷淬火时由于入油的不同时性,造成套圈不同部位的冷却速度存在一定的差异,且淬火油的冷却速度较快,油淬时产生了较大的热应力和组织应力,使得套圈出现较大的变形和翘曲,尤其宽度较大套圈的锥度问题尤为明显。高压气淬是采用氮气作为淬火介质,氮气从各个方向同时冲入淬火室,改善了套圈的冷却方式,保证了套圈冷却的同时性和均匀性,故可减少产品的变形和翘曲,尤其是避免了宽度较大套圈的锥度问题。
热处理后套圈变形检测结果见表4。从表中数据可知,随着淬火压力的增加,套圈的直径变动量和端面翘曲量逐渐增加,但气淬后的套圈变形量仍优于普通油淬,尤其是套圈的锥度显著改善。因此,对于GCr15钢薄壁轴承套圈,在保证硬度组织满足要求的前提下,应尽量选取较小的气淬压力。
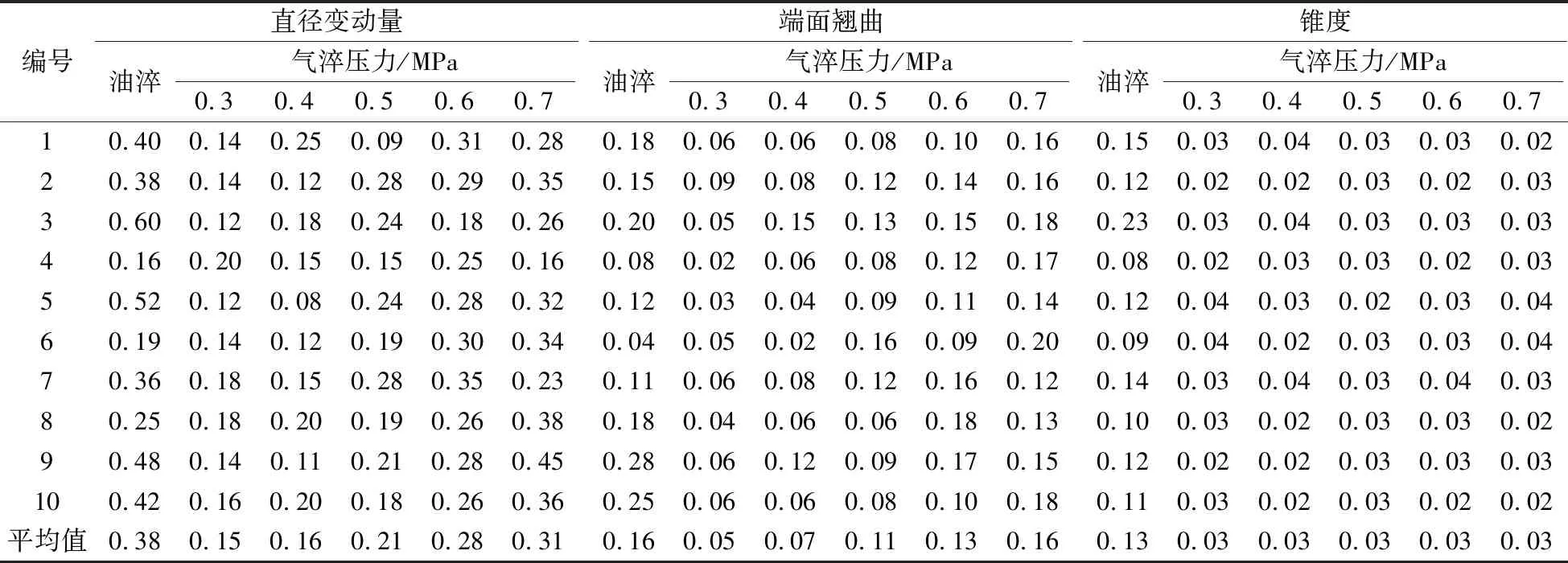
表4 不同热处理后套圈变形检测结果对比 mm
3 结论
1)随着气淬压力的增大,套圈硬度值略有增加,套圈变形量亦呈增加趋势,真空气淬后的硬度值较普通油淬的略有降低,但仍能满足JB/T 1255—2014标准的要求。
2)随着气淬压力的增加,套圈变形量呈增大趋势,但气淬后的套圈变形量优于普通油淬。
3)GCr15钢薄壁轴承套圈最佳气淬压力为0.3~0.4 MPa,此时套圈变形较小,且淬火组织和硬度均满足JB/T 1255—2014标准的要求。
