生物质制乙二醇技术进展与发展前景
2015-07-25杨学萍董丽陈璐胡云光
杨学萍,董丽,陈璐,胡云光
(中国石化上海石油化工研究院,上海 201208)
随着全球化石资源的快速消耗,开发利用可再生资源以实现人类社会可持续发展成为急需解决的问题。生物质是自然界中储量丰富的可再生含碳资源,据统计,全球每年由植物光合作用固定的碳达2000 亿吨,仅地球上的植物每年生产量就相当于人类消耗矿物能的20 倍,资源开发利用潜力巨大[1]。以生物质为原料,利用绿色加工方式生产有机化学品,得到了国际社会越来越多的重视,相关生产技术也得到快速开发。
乙二醇是一种重要的基本有机原料,主要用于生产聚对苯二甲酸乙二醇酯(PET)、汽车防冻液、不饱和聚酯树脂、非离子表面活性剂、增塑剂等,用途广泛。目前乙二醇工业生产主要采用环氧乙烷水合法,即首先由石油基乙烯原料环氧化制得环氧乙烷,然后环氧乙烷经水合得到乙二醇产品。该路线存在能耗大、成本高和污染环境等问题。2013年全球乙二醇产能约2751.0 万吨/年。我国是乙二醇消费大国,2013年乙二醇进口量824.6 万吨,自给率仅约30%。以生物质原料替代化石原料生产乙二醇,不仅具有原料资源丰富、工艺路线灵活、节能减排等优势,而且为拓展我国乙二醇产品来源提供了更多选择。
1 生物质制乙二醇工艺研究现状
基于生物质原料制乙二醇工艺有多种路线,包括生物乙醇脱水制乙烯、乙烯环氧化经环氧乙烷水合制乙二醇、生物质气化制合成气、合成气经草酸酯加氢制乙二醇、生物质直接发酵制乙二醇、生物质发酵制乙二醛、乙二醛还原制乙二醇、来自淀粉或纤维素/半纤维素水解的糖类加氢经糖醇氢解制乙二醇以及纤维素直接催化反应制乙二醇等。葡萄糖也可直接加氢裂解制得乙二醇。此外,生物柴油副产甘油作为一种生物质平台化学品,可通过催化加氢裂解制得乙二醇。如图1 所示。
在这些路线中,前两种与石油基和煤基乙二醇生产工艺相比,仅在原料获取途径上提供了多样性,而后续生产过程基本一致。相比之下,通过催化转化及生物转化技术的改进,生物质原料经较少的反应步骤合成乙二醇,则是近年来的研究热点。
从各工艺路线的发展阶段看,糖类经糖醇氢解制乙二醇技术相对较为成熟,已建成多套工业规模装置;生物质发酵法工艺正与生物炼厂项目相结合,即将在安徽阜阳首次应用于大规模生产装置,加工能力为100 万吨/年生物质;纤维素一步转化制乙二醇技术则刚刚完成实验室小规模装置测试,纤维素原料用量仅1g,现正进行中试验证。
2 糖类加氢制乙二醇
有关生物质催化转化制备乙二醇的专利最早出现在20 世纪50年代,当时研究主要就是糖类加氢经糖醇类的催化氢解工艺。以来自葡萄糖或木糖的山梨醇(六个碳原子)或木糖醇(五个碳原子) 为原料,经选择性氢解,可转化为乙二醇、丙二 醇等小分子二元醇。葡萄糖也可直接加氢制得乙 二醇。
2.1 山梨醇的制备
山梨醇在工业上主要通过葡萄糖催化加氢进行生产。近年来纤维素直接转化制山梨醇催化技术得到快速开发,无需经生产葡萄糖的中间过程,简化了工艺过程。
2.1.1 葡萄糖加氢制山梨醇
葡萄糖催化加氢制山梨醇主要采用Ni 基和Ru基催化剂。其中Ru 基催化剂对原料纯度要求比较高,且价格昂贵,限制了其应用;工业生产中主要以Raney-Ni 催化剂为主。
Ni 基催化剂最早在葡萄糖加氢制糖醇中实现工业应用,价格便宜,应用量较大。但该催化剂存在活性和稳定性差的问题,且Ni 容易与葡萄糖和山梨醇发生配位作用而导致流失,进而污染产品[2],因此人们通过添加助剂的方式来改善催化剂性能,包括Ca、Cr、Mo、Fe、Co 等金属,尤其是Mo 改性催化剂效果最好,是加氢合成山梨醇工业应用最广的催化剂,主要有Evonik 公司BK113 型、日本日兴东株式会社R-205 型、美国AMC 公司A7063、A7363 型催化剂。我国大连油脂化学厂催化剂分厂和天津大学冶金分校也生产该类催化剂[3]。
对于Mo 改性Raney-Ni 催化剂,研究表明其加氢活性可从原先的0.35kg-1·s-1提高到0.46kg-1·s-1,同时在葡萄糖加氢还原反应中的稳定性也得到增强,无助剂的Raney-Ni 催化剂活性从0.35kg-1·s-1降为 0.18kg-1·s-1,而 Mo 改性催化剂活性从0.46kg-1·s-1仅降为0.32kg-1·s-1。反应过后,不仅Mo 没有流失,还可以减少Ni 和Al 的流失,从而实现了催化剂稳定性的提高,见表1[4]。
浙江工业大学制备了不同Mo 含量的Raney-Ni催化剂,用于葡萄糖转化为山梨醇反应,当Mo 含量为1.9%时,催化剂重复使用3 次,反应105min后,山梨醇收率仍高达99.27%[5]。
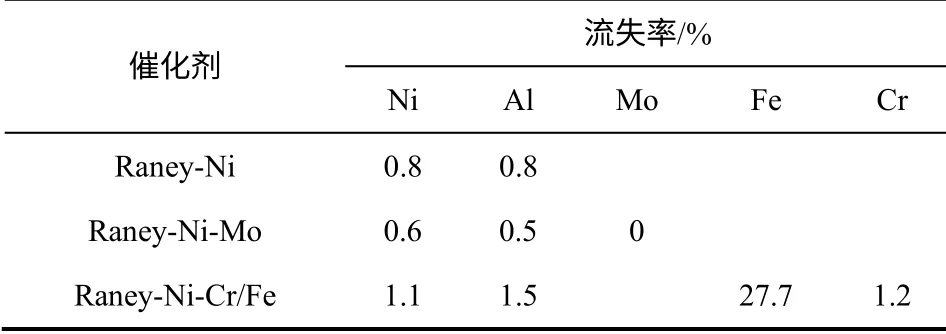
表1 加氢反应后Raney-Ni 催化剂各组分的流失情况[1]
尽管改性研究取得较大进展,但Raney-Ni 催化剂仍然存在使用条件苛刻、稳定性较差等缺点;Raney-Ni 催化剂制备过程中易产生大量废液,也是一个亟待解决的问题。
非晶态合金催化剂对葡萄糖加氢制备山梨醇也具有较高的活性和选择性。大连理工大学制备的非晶态NiMoAl 合金催化剂可实现原料转化率100%,山梨醇选择性超过99%,催化剂连续套用5 次,活性基本保持不变。在优化的反应条件(催化剂0.25g,压力4.0MPa,温度135℃)下,将非晶态NiMoAl合金与几种Mo 改性骨架镍催化剂相比,反应60min内,前者转化率达到72.6%,接近公认最优秀的葡萄糖加氢进口催化剂的水平(75.3%)[6]。
2.1.2 纤维素催化转化制山梨醇
纤维素催化转化制山梨醇实质上是将纤维素水解与水解产物(主要是葡萄糖)加氢两个反应合为一步反应。纤维素水解需要反应体系具有一定酸性,因此最初的研究利用反应体系的酸性与单一功能的还原催化剂相结合的方法,如在高温液态水产生可逆氢离子的环境下,采用Ru/C 催化剂直接将纤维素水解氢化转化为山梨醇[7]。此后发现金属Ru 能够在水热条件下保持性能稳定,甚至与酸组合也不失去活性,研究重点继而转为开发将具有催化加氢能力的Ru 与具有催化水解能力的固体酸或液体酸相结合的催化体系, 得到 Ru/SiO2-SO3H[8]、Ru/NbOPO4[9]以及杂多酸(如H4[Si(W3O10)4])与Ru/C 相结合的催化剂[10]。
此外,Pt/γ-Al2O3[11]、碳纳米纤维负载Ni 的多功能催化剂[12]在纤维素直接转化制山梨醇反应中也具有良好的催化效果。研究认为Pt/γ-Al2O3催化剂中吸附在贵金属Pt 上的氢原子会溢流到载体表面形成原位质子酸,从而促进纤维素的水解。
为降低纤维素原料的结晶度和聚合度,降低纤维素转化的反应温度,可对纤维素进行球磨处 理[13]。但该过程是一个高能耗过程,在工业中大规模应用将面临经济性方面的挑战。纤维素制己糖醇催化剂的反应条件与性能如表2 所示。
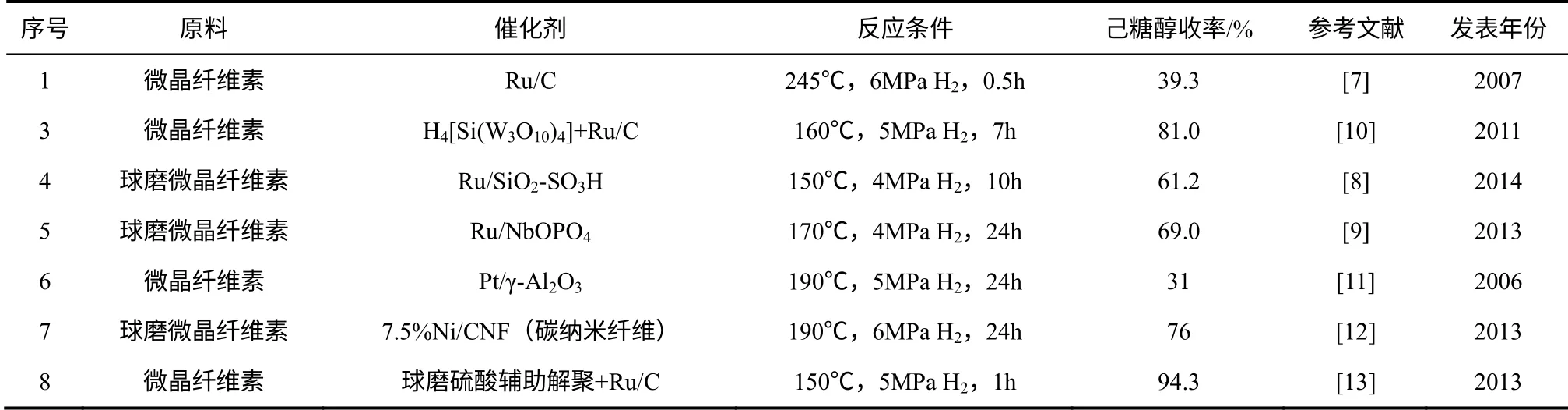
表2 纤维素制己糖醇的催化剂性能
2.2 糖醇加氢制乙二醇
在金属催化剂和碱性促进剂作用下,山梨醇、木糖醇等糖醇在高温高压下可发生加氢裂解反应,主要产物为乙二醇和丙二醇,同时生成甘油、丁二醇、有机酸盐、乙醇等副产物。
2.2.1 催化剂
糖醇加氢裂解催化剂活性组分主要为Cu、Ni、Ru、Pt 等,并负载在分子筛、活性炭、碳纳米纤维、ZnO、SiO2、γ-Al2O3、TiO2等载体上。
1943年Bottoms 以Raney Ni 为催化剂,氯化钾、硫酸钠等金属盐为促进剂,在235℃、10.0MPa 条件下氢解木糖醇,木糖醇转化率达到80%,乙二醇与丙三醇选择性为85%~90%[14]。近期Clariant 公司在Ni 催化剂中添加了Bi、Ag、Sb 等助催化剂,并采用Zr 或活性炭为载体,提高了催化剂的热稳定性,并抑制了生成甲烷、甘油等副反应[15]。在210℃、10.0MPa 反应条件下,木糖醇氢解转化率可达98%,乙二醇和丙二醇选择性约为80%,其中乙二醇选择性最高超过30%。
氢解要达到高转化率,必须在高压下进行。高压下多元糖醇的羟基容易与Ni 形成配合物,不仅降低催化剂活性和寿命,同时还给产物提纯带来困难。人们研究了Ru、Pt 等多种贵金属催化剂用于糖醇氢解反应,认为Ru 催化剂性能突出,前景看好。1985年UOP 公司采用Ru 催化剂,碱土金属氧化物为助催化剂,多元醇转化率为57.6%时,乙二醇收率达23.6%[16]。为解决碱促进剂带来的副产物增多、产物分离困难等问题,华东理工大学用可以提供碱性位的载体镁铝水滑石替代原来的惰性载体,从而在无碱促进剂条件下实现山梨醇高转化率与高选择性,同时易于催化剂的分离和回收[17]。将Ru/镁铝水滑石催化剂在500℃下焙烧,镁铝水滑石完全分解,碱性位充分暴露,从而具有最好的活性和目标产物选择性。该催化剂用量为2g 时,山梨醇氢解转化率接近反应体系中加入3g CaO 碱促进剂的Ru/CNFs 催化剂性能,同时产物选择性明显大大提高,乙二醇选择性达到30.9%。中国石油抚顺石化公司采用湿混、沉淀两步法制备了Ni-Ru/黏土催化剂,Ru 与Ni 发生了协同作用,既发挥了Ni 系催化剂较高的氢解活性,提高了转化率,又发挥了Ru具有的催化中间C—C 键断裂的性能,从而提高了低碳二元醇的总收率[18]。C5和C6糖醇混合物的转化率约为91.2%,低碳二元醇总选择性高达74.09%,其中乙二醇选择性为29.6%。
2.2.2 反应机理
多元糖醇分子含有较多的功能性羟基官能团,氢解反应途径及产物复杂,对氢解涉及的C—C 键和C—O 键断裂为小分子多元醇的机理分析往往通过产物分布推测得到[19]。目前多数研究者认为糖醇氢解主要为逆向羟醛缩合(即Retro-aldol)反应 机理[20]。
糖醇分子中的C1~C3羟基首先脱氢形成相应的酮,即β-羟基羰基结构,然后在碱金属作用下,β-羟基羰基结构发生Retro-aldol 反应,使C—C 键断裂,形成的中间态通过反应生成C2醇、C3醇和C4醇等低级多元醇,其中C2醇加氢为乙二醇,C4醇进一步发生Retro-aldol 反应形成C2醇,也加氢成为乙二醇。C3醇则先加氢成为丙三醇,丙三醇再进一步脱氢、脱水、加氢成1,2-丙二醇。碱促进剂的作用主要是提高山梨醇脱氢中间产物进行逆向羟醛缩合的活性位,通过促进逆向羟醛缩合以有利于山梨醇氢解[21]。
木糖醇和山梨醇选择性氢解的可能反应途径分别如图2、图3 所示[22-23]。
2.2.3 工业化情况
糖类经糖醇加氢制二元醇工艺经过半个多世纪的发展,进入21 世纪,在全球相继实现工业应用。
中国长春大成生化科技集团有限公司(GBT)最初与美国IPCI 公司合作开发了玉米基葡萄糖经山梨醇加氢裂解制乙二醇、丙二醇和2,3-丁二醇工艺[24],建成1 万吨/年示范装置,2008年采用改进工艺投产一套20 万吨/年装置,产品组成为50%~ 60%丙二醇、25%乙二醇、15%~25%丁二醇及其他含氧化物。该装置预计将扩能50 万吨/年。
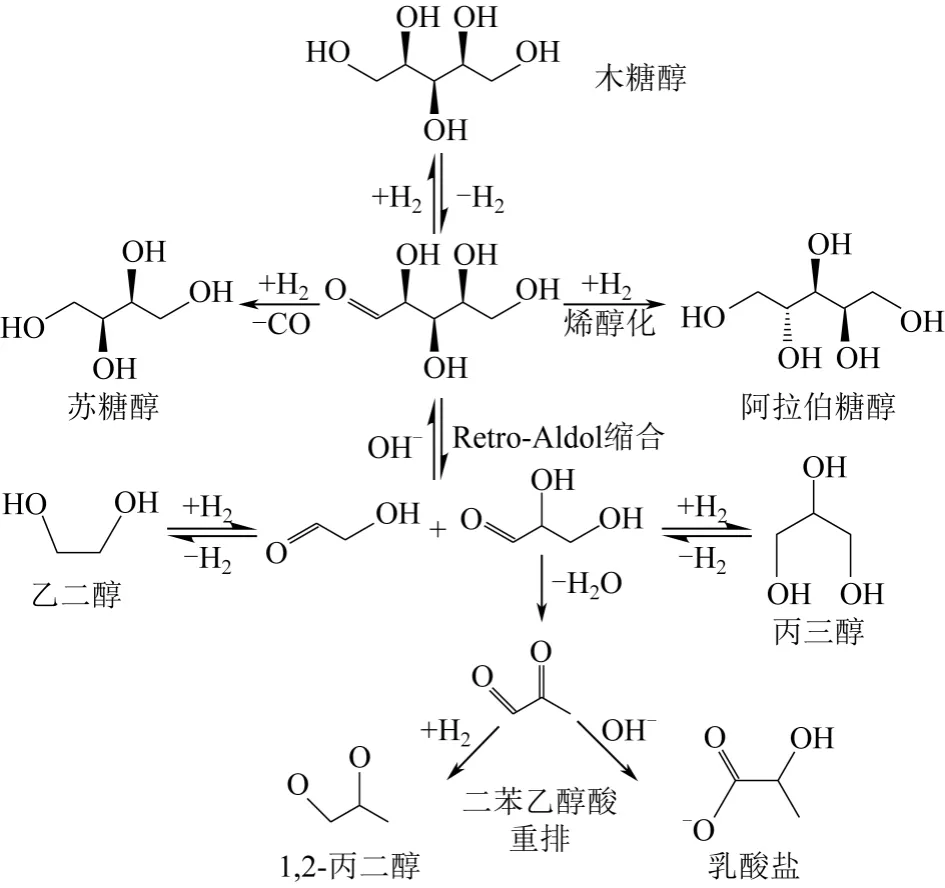
图2 木糖醇选择性氢解制乙二醇的可能反应机理[22]

图3 山梨醇氢解制乙二醇反应途径[23]
加拿大S2G Biochem 公司引进了IPCI 公司的关键反应技术和氢技术能源公司的氢气供应和循环技术,2012年在加拿大政府资助下投运中试装置,正在北美建设工业规模装置。S2G 最新技术可采用C5/C6糖以及甘油为原料,包括玉米基葡萄糖和甘蔗基蔗糖以及非粮作物糖类,并开发了C5基半纤维素原料转化工艺,可以亚硝酸盐纸浆、玉米棒子、植物等为原料。产物主要是丙二醇,但通过催化剂以及工艺的改进,乙二醇质量组成可提高到50%以上,乙二醇产品可用于生产聚酯产品。
2.3 葡萄糖直接催化加氢裂解制乙二醇
采用第Ⅷ族元素如Ni 和Ru 的络合物或者负载催化剂,葡萄糖可以直接氢解转化成乙二醇、1,2-丙二醇等小分子二元醇。由于糖类分子中含有活泼的C=O 键,在反应条件下容易聚合,因此高效双功能催化剂的设计是提高乙二醇收率的关键。
中国科学院大连化学物理研究所张涛课题组[25]采用半连续反应体系,研究了W、Ru 双功能催化剂作用下葡萄糖一步氢解制乙二醇反应,认为当W与Ru 活性中心摩尔比为5~8 时,以10%的葡萄糖为反应原料,AMT-Ru/AC(AMT 为偏钨酸铵)催化剂可得到乙二醇收率最高为60.0%。反应产物组成如图4 所示。
研究认为葡萄糖制备乙二醇的主要机理是葡萄糖经逆醛醇缩合反应得到乙醇醛和赤藓糖,其中乙醇醛加氢得到乙二醇(这是生成乙二醇的主要方式),赤藓糖则再次逆醛醇缩合得到乙醇醛,再加氢得到乙二醇[26]。如图5 所示。
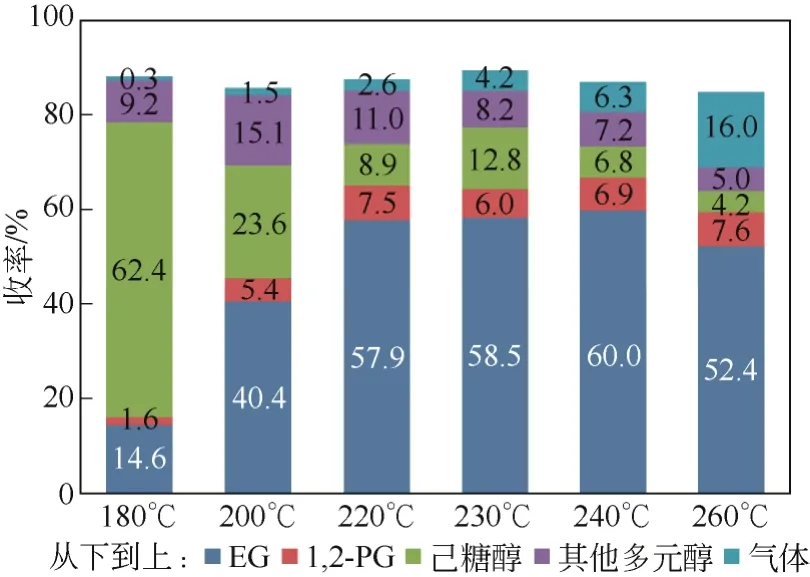
图4 葡萄糖转化制乙二醇反应产物组成

图5 葡萄糖直接催化加氢裂解制乙二醇反应路径
3 纤维素直接催化转化制乙二醇
纤维素是由β-D-葡萄糖单元经β-1,4-糖苷键连接而成的直链多聚体,分子链的内部之间存在大量氢键,从而形成高度有序排列的晶体结构,使得纤维素具有较高的稳定性,不易转化。纤维素制化学品面临3 个方面的挑战:①工艺环保,需用绿色技术替代传统无机酸水解工艺;②在苛刻的反应条件与较高的目标产物选择性之间寻找到一种平衡;③工艺简单,实现节能高效的目的。
3.1 催化剂
纤维素一步催化转化制乙二醇主要采用两类催化剂,即钨系催化剂与其他金属基催化剂,其中钨系催化剂价格低廉,且乙二醇选择性较高,应用前景良好。
2008年张涛课题组[27]采用活性炭负载的碳化钨催化剂(2%Ni-30%W2C/AC-973),在245℃、氢分压6MPa 条件下,将纤维素进行液相加氢反应,30min 后乙二醇选择性高达62%,纤维素几乎完全转化。副产物包括山梨醇、甘露醇、赤藻糖醇、1,2-丙二醇等。不同催化剂对纤维素催化转化反应的性能如表3 所示[28]。由表3 可见,催化剂中碳化钨负载量、第二活性组分含量与种类、载体种类等均对乙二醇收率产生较大影响。
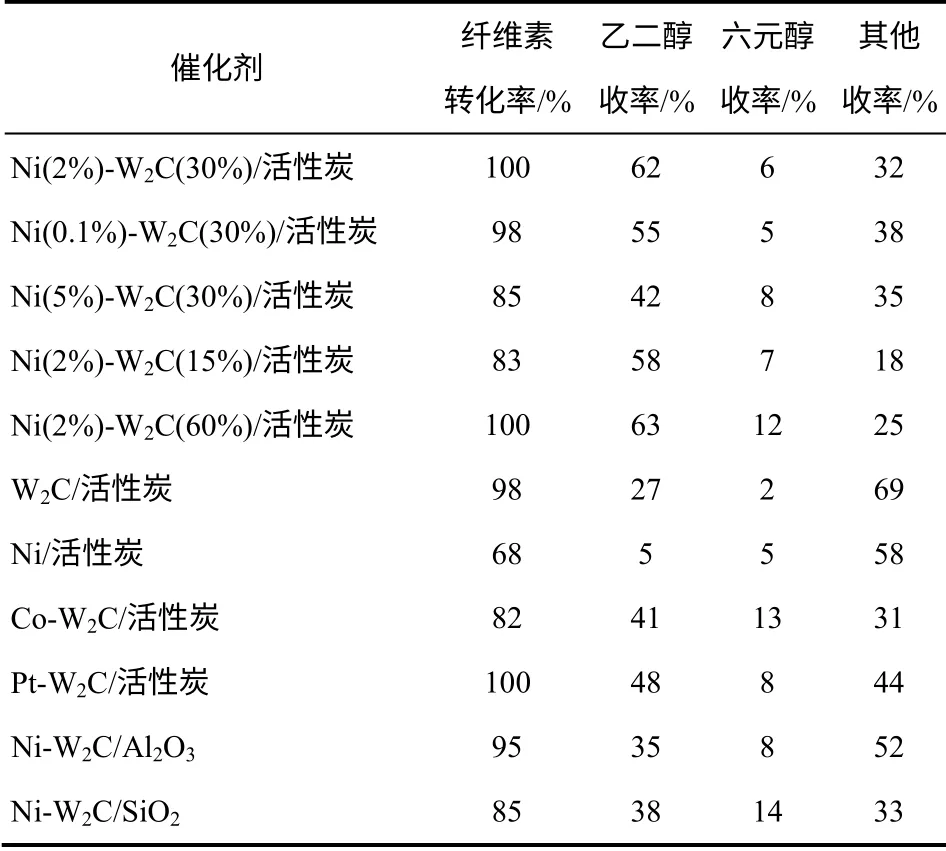
表3 不同催化剂在纤维素催化转化反应中的性能比较
为避免催化剂制备过程中高温下碳载体烧结,Ji 等[29]采用Ni 后浸法工艺,将W2C/活性炭浸渍到Ni 前体溶液中时,W2C 在含蒸汽及氧气环境下缓慢溶解,与Ni 共还原生成W-Ni 合金。由于W 物种在低温下进行再分散和还原,因此解决了催化剂烧结问题。还可用介孔碳材料取代活性炭作为载体。大连化学物理研究所采用三维连接的蠕虫状介孔碳材料(比表面积高达1120m2/g),即使无Ni 改性时乙二醇收率也可达72.9%;采用2%Ni-WCx/MC(介孔碳材料)时,纤维素直接制乙二醇收率高达74.4%[30]。介孔碳材料负载碳化钨催化剂的另一大优点在于稳定性好,30% WCx/MC 催化剂使用4 次后乙二醇收率为57.3%,若将催化剂在550℃下进行氢气还原,则乙二醇收率可进一步提高到65.9%。
其他金属基催化剂如 Ru/AC、Ru/CNTs、Pt/Al2O3、Ni/ZnO 等均可对纤维素氢解产生一定作用,并生成二元醇,但乙二醇收率低于钨系催化剂水平[31-32]。值得注意的是,目前大部分文献中纤维素催化氢解过程(包括采用钨催化剂),纤维素原料的质量分数都不是很高,约1%~5%,因为如果纤维素浓度过高,反应会发生严重的结焦现象。大连理工大学采用CuCr 催化剂,纤维素质量分数最高可达15%,纤维素转化率为100%时,乙二醇收率可达31.6%,而且没有发生结焦现象。反应体系中加入少量碱性助剂Ca(OH)2可明显提高乙二醇产量[33]。
3.2 反应机理
张涛课题组[34]认为钨类化合物催化剂在氢气气氛和水热条件下还原为氢型钨青铜(HxWO3)。该物种具有水溶性,能够有效催化纤维素水解及葡萄糖的逆醛醇缩合反应,进行C—C 键断裂,得到乙醇醛,乙醇醛随即被Ni、Ru 等金属加氢为乙二醇;反应后,氢型钨青铜在接触空气时被氧化为钨类化合物,完成整个催化循环,如图6 所示。在纤维素氢解过程中,W 元素的作用是促进C—C 键断裂(包括纤维素水解和逆醛醇缩合反应),另一种金属的作用是加氢,调节两者比例可以优化催化剂效果。
3.3 木质纤维素的杂质影响与处理
自然界中纤维素通常与半纤维素、木质素及多种无机物或矿物质如胶质、蛋白质、蜡、灰分等同时存在于纤维素类生物质中。为实现采用原生木质 纤维素原料直接催化转化制乙二醇等二元醇技术的工业应用,必须研究杂质的影响,并开发相应的预处理工艺。
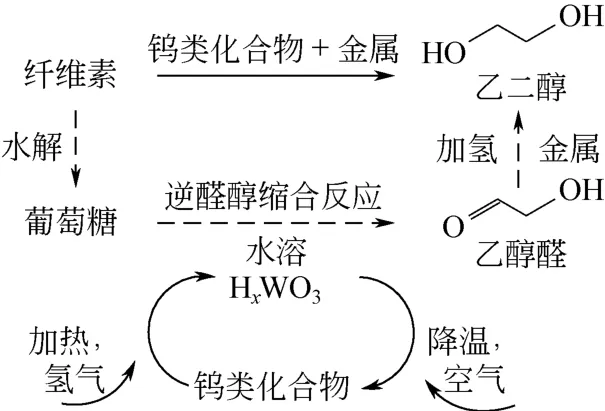
图6 采用钨类化合物催化剂的纤维素制乙二醇反应机理
张涛课题组[35]发现玉米秸秆经预处理后,其纤维素原料中所含木质素在水解加氢环境中生成的芳香族产物易使催化剂中毒,从而降低乙二醇收率,因此采用氨水或NaOH 等碱性溶液,或与H2O2等氧化剂共同使用以脱除木质素,可提高乙二醇和1,2-丙二醇收率,达到48%。同样以添加碱性溶液的方法脱除草本植物芒草中的木质素和蜡质组织,即使芒草质量分数高达10%,纤维素制乙二醇反应仍可得到乙二醇收率为39.1%,1,2-丙二醇收率为9.2%[36]。
来自生物炼厂玉米秸秆纤维素中的灰分含量较高(约8.4%),是实验室原料灰分含量的2~5 倍。采用酸或碱预处理工艺,并进行充分洗涤,可将灰分中大部分有害离子除去,使纤维素转化为乙二醇的收率达到51.3%,接近纯纤维素转化结果[37]。
此外,乙二醇选择性对反应溶液的pH 值以及钨离子浓度非常敏感。对木质纤维素采用合适的预处理方法进行杂质选择性脱除后,有必要调节反应溶液pH 值为5.0~6.0,并控制反应溶液中钨离子浓度高于187mg/L。此时即使工业纤维素原料浓度在10%时,仍可保证乙二醇收率达到约50%[37]。
4 生物质发酵制乙二醇
丹麦Novozymes公司研究了多种具有β-葡糖苷酶活性或纤维二糖水解酶活性的多肽及对多肽进行编码的多核苷酸,包括多核苷酸的核酸构建体、载体和宿主细胞的选择,以及制备和使用多肽的方法。该公司对纤维素原料进行预处理后,在具有水解酶活性的多肽存在下,使其同步进行糖化和发酵,最终生成醇(包含乙二醇)、烷烃、烯烃、异戊二烯等发酵产物,提纯回收相应产品[38-39]。2013年Novozymes 公司宣布与意大利M&G 化学合作推进生物基塑料项目,将向M&G 化学落户中国安徽阜阳的全球最大生物质乙二醇生物炼厂独家供给酶制剂。该装置加工能力为100 万吨/年生物质,除乙二醇外,还生产乙醇,副产品木质素则将进入与生物炼厂配套的45MW 热电厂。预计2015年投入运营[40]。
5 生物质发酵制乙二醛,乙二醛还原制乙二醇
徐州工业职业技术学院以小麦秸秆为原料,通过粉碎、酸化、中和等预处理,得到粗纤维素;然后采用黄孢原毛平革菌为发酵菌,使其发酵生成乙二醛,精馏后得到纯度较高的乙二醛。最后乙二醛进行加氢还原,得到乙二醇。预处理产率为99.5%,发酵产率为93.6%,秸秆转化总产率为29.5%。得到的乙二醇质量达到国家标准,属于合格产品。对生产成本进行了初步分析,秸秆原料所占成本比例最高,每生产1mol 乙二醇总生产成本为7.0 元,研究人员认为以小麦秸秆为原料经乙二醛生产乙二醇工艺在经济性上是可行的[41]。
6 生物基乙二醇的分离与提纯
高碳生物质加氢裂解通常会生成多种低碳多元醇,包括乙二醇、1,2-丙二醇、1,3-丁二醇等。研究表明,可采用极性试剂形成共沸混合物的方法,将其他多元醇从乙二醇中通过蒸馏分离除去,如采用3-庚酮、环己酮、二异丁基酮、异丁基庚基酮等 共沸溶剂,可将1,2-丁二醇从乙二醇中蒸馏分离 除去[42]。
美国Archer Daniels Midland公司在采用共沸溶剂基础上,增加了环氧化物的移除过程,即通过装填强酸离子交换树脂的交换柱,从而可得到工业级的乙二醇与丙二醇产物。实施例主要对丙二醇进行提纯,流程图如图7 所示。对粗产品中含有质量分数为0.2%的1,2-丁二醇和2,3-丁二醇进行蒸馏处理,2,3-丁二醇可脱除至165mg/L,丙二醇纯度由97.3%提高至98%42,且其中环氧化物含量仅约0.2mg/L[43]。
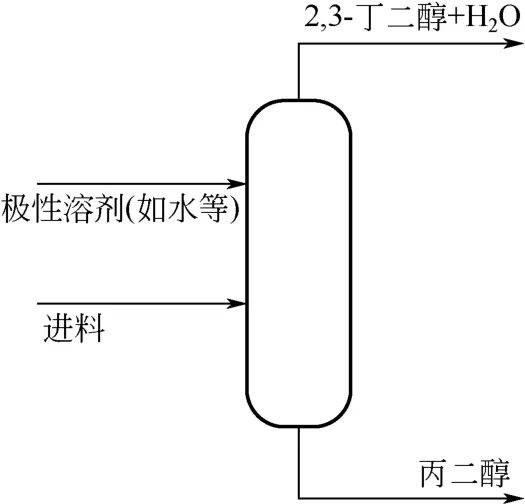
图7 生物质路线丙二醇提纯流程
7 结论与展望
生物质制乙二醇是一种颇具工业应用前景的绿色工艺路线,未来可作为传统石油基乙二醇生产路线的补充。尽管糖类经糖醇加氢技术已实现工业化,但主要采用玉米或其他富含淀粉的粮食为原料,生产规模受到粮食安全政策限制;以纤维素等非粮作物为原料的工艺,包括经纤维素制糖醇以及纤维素直接催化转化制乙二醇等,则具有更好的发展机遇与广阔前景。
总体看来,生物质制乙二醇工艺要实现大规模工业化生产,将主要面临以下三方面的挑战。
(1)生物基资源的供应稳定性与质量可控。生物质资源生长季节性强,原料的获得依赖高产量的农业经济,在我国林业和农业生产力发展水平较低的情况下,原料的稳定供应受到局限。利用来自于非粮作物和废气生物质的C5、C6糖为原料,可减少对粮食价格和产量的影响。然而目前从非粮作物中分离C5糖工艺尚处于早期研发阶段,未来仍需强化技术开发。另外生物质原料用于大规模反应之前,必须进行有效处理,脱除杂质(木质素、半纤维素、灰分等),才能提高反应效率和产品收率,对生物质绿色高效预处理提出了严格要求。
(2)高效反应工艺与催化剂的设计与开发。10万吨/年以上的工业规模装置要求连续操作,原料浓度也要足够高,从而降低工艺总体水耗和能耗。目前所采用原料浓度较低,如纤维素质量分数最高为10%~15%,远不能满足工业生产需要。催化过程还存在着反应条件苛刻、催化剂的稳定性与选择性不高、价格昂贵等问题。一般来说,在催化剂活性保持一定的情况下,其稳定性至关重要,决定了催化剂的总体性能。
(3)乙二醇产品质量。生物基乙二醇达到聚酯级标准是该工艺实现大规模应用的关键之一。目前研究发现来自纤维素转化制得的乙二醇所含多元醇(1,2-丙二醇和1,3-丁二醇合计含量小于2%)有利于提高合成聚酯产品的弹性回复性能、吸湿率及抗静电性能,但断裂强度、断裂伸长率和初始模量有所降低[44]。因此需要进一步提高生物基乙二醇的产品纯度和产品质量,满足下游聚酯生产的要求。
从研发方向看,糖醇氢解工艺关键是新型加氢催化剂制备工艺的开发,使工业应用的Ni 基、Ru基催化剂更加符合绿色化学的要求,另外负载型非晶态合金催化剂、负载型纳米粒子催化剂也将是研究热点;纤维素直接转化制乙二醇催化剂的开发重点是提高稳定性,尤其是降低反应中活性组分的流失;为适应工业上高浓度的纤维素原料,需设计新型催化体系,选择合适的活性金属与助催化剂,使反应既不会结焦,同时又提高乙二醇收率。对于生物质发酵工艺,迄今为止尚未找到一种最适宜的发酵菌以直接高收率得到乙二醇,因此通过易于发酵制得的醛类等平台化合物作为中间物(如乙二醛),再加氢还原得到乙二醇,不失为一条值得探索的替代路线。研发重点是进行发酵菌株的重组改性,并提高发酵液分离提纯效率。
[1] 陈军,陶占良. 能源化学[M]. 第2 版. 北京:化学工业出版社,2014:359.
[2] 李俊涛,周艳,张红军,等. 葡萄糖加氢制山梨醇催化剂的研究进展[J]. 河南化工,2008,25(10):6-8.
[3] 徐雷金,孔令鸟,刘维,等. Raney-Ni 催化剂制备及在葡萄糖加氢合成山梨醇中的应用[J]. 化工生产与技术,2013,20(6):36-41,52.
[4] Hoffer B W,Crezee E,Devred F,et a1. The role of the active phase of Raney-type Ni catalysts in the selective hydrogenation of D-glucose to D-sorbitol[J].Applied Catalysis A:General,2003(253):437-452.
[5] 刘维,张群峰,李小年. 钼改性雷尼镍催化剂的葡萄糖加氢性能.[J] 工业催化,2010,18(11):36-40.
[6] 杜文强,王越,吕连海. 非晶态 NiMoAl 合金催化葡萄糖加氢制备山梨醇[J]. 精细化工,2007,24(12):1204-1206.
[7] Chen L,Wang S,Liu H C. Cellulose conversion into polyols catalyzed by reversibly formed acids and supported ruthenium clusters in hot water[J]. Angew. Chem. Int. Ed.,2007,46:7636-7639.
[8] Zhu W W,Yang H M,Chen J Z,et al. Efficient hydrogenolysis of cellulose into sorbitol catalyzed by a bifunctional catalyst[J]. Green Chemistry,2014,16(3):1534-1542.
[9] Xi J X,Zhang Y,Xia Q N,Liu X H,et al. Direct conversion of cellulose into sorbitol with high yield by a novel mesoporous niobium phosphate supported ruthenium bifunctional catalyst[J]. Applied Catalysis A:General,2013,459:52-58.
[10] Palkovits R,Tajvidi K,Ruppert AM,et al. Heteropoly acids as efficient acid catalysts in the one-step conversion of cellulose to sugar alcohols[J]. Chem. Commun.,2011,47:576-578.
[11] Fukuoka A,Dhepe P L. Catalytic conversion of cellulose into sugar alcohols[J]. Angewandte Chemie:International Edition,2006,45(31):5161-5163.
[12] Van de Vyver S,Geboers J,Schutyser W,et al. Tuning the acid/metal balance of carbon nanofiber-supported nickel catalysts for hydrolytic hydrogenation of cellulose[J]. ChemSusChem.,2012,5(8):1549-1558.
[13] Hilgert J , Meine N , Rinaldi R , et al. Mechanocatalytic depolymerization of cellulose combined with hydrogenolysis as a highly efficient pathway to sugar alcohols[J]. Energy & Environmental Science,2013,6(1):92-96.
[14] Bottoms R R. Hydrogenolysis of polyhydric alcohols:US,2335731[P].1943-11-30.
[15] Miller Aaron B,Raghunath Malati,Sokolovskii Valery,et al. Catalyst for polyol hydrogenolysis:US,20140249334[P]. 2014-09-04.
[16] Blaise J Arena. Hydrocracking of polyols:US,4496780[P]. 1985-01-29.
[17] 周静红,王雪峰,刘国才,等. 固体碱负载Ru 催化山梨醇氢解制备低碳二元醇[J]. 化工学报,2014,65(7):2762-2769.
[18] 陈洁静,孙兆林,宋丽娟,等. 镍钌/黏土催化糖醇混合物氢解制低碳二元醇[J]. 石油化工,2012,41(4):401-404.
[19] 刘琪英,廖玉河,石宁,等. 生物质多元醇选择性催化氢解制小分子二元醇研究进展[J]. 化工进展,2013,32(5):1035-1042.
[20] Wang K Y,Hawley M C,Furney T D.Mechanism study of sugar and sugar alcohol hydrogenolysis using 1,3-diol model compounds[J]. Industrial & Engineering Chemistry Research,1995,34(11):3766-3770.
[21] Liu G C,Zhou J H,Sui Z J,et al. Hydrogenolysis of sorbitol to glycols over carbon nanofibers supported ruthenium catalyst:The role of base promoter[J]. Chin. J. Catal., 2014, 35(5):692-702.
[22] Sun J Y,Liu H C. Selective hydrogenolysis of biomass-derived xylitol to ethylene glycol and propylene glycol on supported Ru catalysts[J]. Green Chemistry,2011,13:135-142.
[23] Li N,Huber G W. Aqueous-phase hydrodeoxygenation of sorbitol with Pt/SiO2-A12O3:Identification of reaction intermediates[J]. Journal of Catalysis,2010,270:48-59.
[24] 徐周文. 一种由山梨醇裂解生产二元醇和多元醇的方法:中国,1683293[P]. 2005-10-19.
[25] Zhao Guanhong,Zheng Mingyuan,Zhang Junying,et al. Catalytic conversion of concentrated glucose to ethylene glycol with semicontinuous reaction system[J]. Ind. Eng. Chem. Res.,2013,52:9566-9572.
[26] Roselinde Ooms,Michiel Dusselier,Jan A Geboers,et al. Conversion of sugars to ethylene glycol with nickel tungsten carbide in a fed-batch reactor : High productivity and reaction network elucidation[J]. Green Chemistry,2014,16:695-707.
[27] Ji Na,Zhang Tao,Zheng Mingyuan,et al. Direct catalytic conversion of cellulose into ethylene glycol using nickel-promoted tungsten carbide catalysts[J]. Angew. Chem. Int. Ed.,2008,47:8510-8513.
[28] 张涛,纪娜,郑明远,等. 碳化钨催化剂及其制备和在纤维素制乙二醇反应中的应用:中国,101648140[P]. 2010-02-17.
[29] Ji N,Zheng M Y,Wang A Q,et al. Nickel-promoted tungsten carbide catalysts for cellulose conversion:Effect of preparation methods[J]. ChemSusChem,2012,5:939-944.
[30] Zhang Yanhua,Wang Aiqin,Zhang Tao. A new 3D mesoporous carbon replicated from commercial silica as a catalyst support for direct conversion of cellulose into ethylene glycol[J]. Chem. Commun.,2010,46(6):862-864.
[31] Wang Hongjuan,Zhu Lili,Peng Song,et al. High efficient conversion of cellulose to polyols with Ru/CNTs as catalyst[J]. Renewable Energy,2012,37(1):192-196.
[32] Wang Xicheng,Meng Lingqian,Wu Feng,et al. Efficient conversion of microcrystalline cellulose to 1,2-alkanediols over supported Ni catalysts[J]. Green Chemistry,2012,14(3):758-765.
[33] Xiao Zihui,Jin Shaohua,Pang Min,et al. Conversion of highly concentrated cellulose to 1,2-propanediol and ethylene glycol over highly effcient CuCr catalysts[J]. Green Chemistry,2013,15(4):891-895.
[34] Tai Zhijun,Zhang Junying,Wang Aiqin,et al. Temperature-controlled phase-transfer catalysis for ethylene glycol production from cellulose[J]. Chemical Communications,2012,48(56):7052-7054.
[35] Pang J F,Zheng M Y,Wang A Q,et al. Catalytic hydrogenation of corn stalk to ethylene glycol and 1,2-propylene glyco[J]. Ind. Eng. Chem. Res.,2011,50:6601-6608.
[36] Pang J F,Zheng M Y,Wang A Q,et al. Catalytic conversion of concentrated miscanthus in water for ethylene glycol production[J]. AIChE J.,2014,60(6):2254-2262.
[37] Pang Jifeng,Zheng Mingyuan,Sun Ruiyan,et al. Catalytic conversion of cellulosic biomass to ethylene glycol:Effects of inorganic impurities in biomass[J]. Bioresource Technology,2015,175:424-429.
[38] Spodsberg Nikolaj. Polypeptides having cellobiohydrolase activity and polynucleotides encoding same : WO , 2012103293[P]. 2012-08-02.
[39] Morant Marc,Patkar Shamkant,Ding Hanshu,et al. Polypeptides having beta-glucosidase activity and polynucleotides encoding same:WO,2012003379[P]. 2012-01-05.
[40] 钱伯章. 诺维信及M&G 化学品公司合作在中国生产生物基塑料[J]. 聚酯工业,2014,27(2):35-35.
[41] 刘颖. 以小麦秸杆为原料生产乙二醇的可行性探索[J]. 广州化工,2012,40(17):83-84.
[42] Peter Kalagias. Processes for isolating or purifying propylene glycol,ethylene glycol and products produced therefrom : US ,20080275277[P]. 2008-11-06.
[43] 凯文·阿德拉夫,P D 布鲁姆,威廉·克里斯·霍夫曼,等. 用于产生生物衍生的丙二醇的改进的方法:中国,103402955[P]. 2013-11-20.
[44] 陈力群. 生物基PDT®聚酯产品性能研究[J]. 国际纺织导报,2014(3):36-40.
