煤加氢直接甲烷化产业化进展探究
2015-07-19王占英河北省众联能源环保科技有限公司河北石家庄050031
王占英(河北省众联能源环保科技有限公司,河北 石家庄 050031)
煤加氢直接甲烷化产业化进展探究
王占英
(河北省众联能源环保科技有限公司,河北 石家庄 050031)
本文对煤加氢直接甲烷化技术进行了全面深入的研究,从工艺流程、反应器结构等方面详细介绍了HYGAS 等5种典型煤加氢气化工艺,总结和对比了各工艺的优势和不足,以及制约煤加氢气化技术发展的主要因素。
加氢气化;SNG;煤制天然气;直接甲烷化
我国的天然气消费量呈逐年递增趋势,预计到2020年,天然气需求量 将 达 到2200亿m³-2600亿m³,其中700亿m³-1100亿m³需依赖进口。煤基甲烷化技术能将煤直接高效的转化为代用天然气,日益引起了人们的兴趣。煤基甲烷化包括两步法煤制天然气技术(C+H2O=H2+CO和CO+3H2=CH4+H2O)﹑煤催化气化制甲烷技术(2C+2H2O=CH4+CO2)和煤加氢气化制甲烷技术(C+2H2=CH4)三种。我国的加氢气化技术尚处于实验室研究阶段,国外的煤加氢气化技术起步较早,几个典型工艺已进行至中试阶段。

图1 HYGAS煤加氢气化工艺的反应器结构
1 流化床煤加氢气化工艺q
1.1 HYGAS煤加氢气化工艺
美国煤气工艺研究所(IGT)于1945年开始研发HYGAS煤加氢气化工艺,1972-1979年间,美国煤气协会(A.G.A)和美国内务部煤炭研究局(OCR)完成了80t/d规模的中试研究。
煤料被破碎至10-100目并与轻油调成煤浆。粘结性煤需在357℃-412℃的常压沸腾床中进行预处理以防止煤粒粘结引起的去流态化。经加压的煤浆从加氢气化炉的顶部喷入,在煤浆干燥段,轻油被气化和收回。煤粒经下降管沉降进入第一加氢气化段,并与来自第二加氢气化段的产品气迅速换热和反应,在此煤中约20%的碳完成转化;第一段反应剩余的多孔半焦被送入第二加氢气化段,在926℃-980℃下与氢气反应,又有约25%的碳发生加氢甲烷化反应。碳加氢反应放热强烈,这将造成反应床层飞温,水蒸汽与碳的吸热反应使得床层温度保持稳定。经两段加氢气化剩余的残焦被用来蒸汽-氧气化气化,气化产品气被直接用作第二加氢气化段的气源。反应生成的粗煤气经洗涤﹑变换﹑酸性气体脱除,最终通过二次催化甲烷化而得到合成天然气,如图1﹑表1所示。

图2 CS/RI闪燃氢化热解法工艺流程
HYGAS设计了蒸汽-氧法﹑电阻热法和铁-水蒸气法三种制氢方法,以适应不同实际情况。蒸汽-氧法技术成熟但产品中甲烷含量最低;电阻热法热效率最高且不需供氧但消耗大量电力;铁-水蒸气法甲烷含量最高但蒸汽消耗量最大。表1给出了三种制氢方法的产品气组成情况。
HYGAS中放热反应(C+2H2=CH4和CO+3H2=CH4+H2O)与 吸热 反应(C+H2O=H2+CO)在同一个反应器中耦合发生,热产品气中的热量也部分被逆行的煤料带回反应器,这不仅提高了系统的热效率,还使得系统氧耗降低了40%。虽然如此,HYGAS中存在煤粒粘结去流态化及细粉带出问题,产品气中CO含量高,二次催化甲烷化负荷较大的问题。流化床反应器的结构和操作也比较复杂,这影响了该工艺的放大和推广。

表1 不同制氢方法的产品气组成比较
2 气流床加氢气化工艺
2.1 CS-RI闪燃氢化热解法
1980年洛克威尔公司(Rockwell)和城市服务公司(Cities Service)联合开发了CS/RI闪燃氢化热解法:干燥的煤粉经浓相输送并经烧嘴喷入反应器,在反应器中,煤粉与热氢气迅速均匀混合并在数秒内完成加氢气化反应。在750℃-1100℃和3MPa-8MPa的反应条件下,仅需停留20ms-100ms即可获得30%-40%的碳转化率,液态产物的最高收率达到30%-40%,热效率为74%。
气流床加氢气化炉采用火箭引擎喷嘴技术,这有利于煤和热氢气的快速混合和产品气的成分稳定,此外粘结性煤不需预处理也可直接使用。
研究发现,通过改变煤种及气化炉的操作条件能调整碳转化率和产物的分布,氢气压力﹑反应温度及煤粒停留时间的增加都将导致碳转化率的提高。反应温度和停留时间的增加使得液态产物转化为气态产物,停留时间小于1s时可获得不同程度的液态产率,大于1s时仅获得气态产物。停留1s-2s足以获得65%的碳转化率。
然而,CS/RI闪燃氢化热解法只经过实验室和中间试验阶段,很多技术参数有待扩大试验的验证,另外,在反应器结构﹑反应机理以及提高碳转化率等方面还需进行大量工作,短期很难实现工业化,如图2所示。
2.2 BG-OG带气体循环的煤加氢气化工艺
1986-1993年,英国煤气公司(British Gas)与日本大阪煤气公司(Osaka Gas)联合开发了BG-OG带气体循环的煤加氢气化工艺。设计了一种带气体循环的气流床反应器MRS,其顶部设置有粉煤引射器和一个特制的氢气喷嘴,保证煤粉与热氢气能充分混合并迅速完成传热和反应过程,另外氢气流能引起热产品气的内部循环,利用热产品气加热反应原料气,省去了氢气的燃烧升温环节。
经电加热预热的氢气由喷嘴喷入反应器。在循环中心管中,喷入的煤粉被热氢气迅速加热并完成加氢反应。反应生成的富甲烷产品气经侧面出气口离开反应器,反应剩余的焦炭通过反应器底部的煤焦接收器排出。
在研究期间,大阪煤气公司在处理量10kg/h的反应装置中考察了煤种﹑温度﹑压力﹑停留时间及氢/煤比对加氢气化的影响;英国煤气公司建成了200kg/h煤加氢气化中试装置,以英国烟煤﹑美国强黏结性煤和澳洲褐煤为原料,在温度840℃~1000℃,压力4.2MPa~6.2MPa,气体停留时间10s~36s,氢/煤质量比为0.17~0.61,气体循环比3.5~12 的条件下进行了试验考察,碳转化率为39%~55%,热效率高达78%-80%,且随煤种及操作条件而异。大阪煤气公司于1993 年完成了相当于热态50 t/d 规模的冷态试验以获得进一步的放大数据,如图3所示。
MRS流化床反应器结构简单,粉煤引射器﹑氢气喷嘴的设置,实现了煤粉和热氢气的均匀混合和迅速反应。通过设置煤气循环中心管,利用热产品气进一步加热原料气,从而省去了氢气的燃烧升温过程,降低了系统氢耗﹑提高了热效率。通过实验温度的调节可获得不同的反应产物,反应温度大于900℃,用于生成替代天然气;反应温度控制在800℃~900℃,可获得高收率的液态烃,见表2。
在MRS反应器基础上,日本燃气协会通过引入激冷气开发了ARCH气流床煤加氢气化工艺,通过改变温度﹑氢/煤比﹑停留时间等反应条件,可分别获得最大SNG产量﹑最大热效率或最大BTX产量,具有很强的市场适应能力。
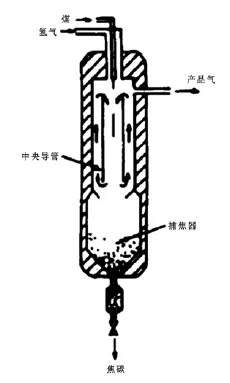
图3 MRS流化床反应器
3 不同加氢气化工艺的对比
为分析各工艺的优劣,对以上煤加氢气化工艺进行了对比并列于下表3。
由以上对比可以看出,流化床反应系统多采用两段加氢气化的操作方式且停留时间较长,反应器结构复杂﹑体积庞大(动辄几十米),因此投资较高﹑设备制造和操作难度大。气流床反应器通过设置喷嘴实现煤粉和热氢气迅速均匀混合,物料停留时间仅需几秒到几十秒,这直接导致反应器体积的减小和设备费的降低。气流床反应器中床层温度均匀,反应条件容易控制,另外通过改变反应温度﹑停留时间等工艺参数,可调整产品的分布,有利于商业化工厂抗风险能力的提高。因此,快速高效的气流床工艺成为煤加氢气化技术的发展方向。

表2 BG-OG中试阶段部分试验数据
结语
自Dent首次发现煤的高压加氢反应至今,煤的加氢气化研究已取得了长足进展。国外HYGAS等工艺已进行至中式阶段,且各具特色。HYGAS工艺将气化剂中引入水蒸气,提高了系统的热效率,但反应器结构复杂,需大量进行二次甲烷化;CS/RI工艺反应迅速,煤种适应性好,但存在氢气浪费问题;BG-OG工艺反应器结构简单,停留时间短,产物比重可以调节,但是该工艺规模较小,有待进一步放大进行深入考察,另一方面也由于天然气价格﹑CO2排放等问题而停滞不前。
近年来由于天然气缺口的增加和价格的上涨,热效率高﹑投资省的煤加氢气化技术又引起了人们的关注。我国煤加氢气化研究尚处于起步阶段,与国外先进技术有很大差距。建议在学习和借鉴国外研究成果和先进技术的基础上,在反应器结构﹑氢气加热措施﹑增加气流床反应系统反应推动力等方面加大研发力度,通过自主创新形成自有新技术﹑新工艺。
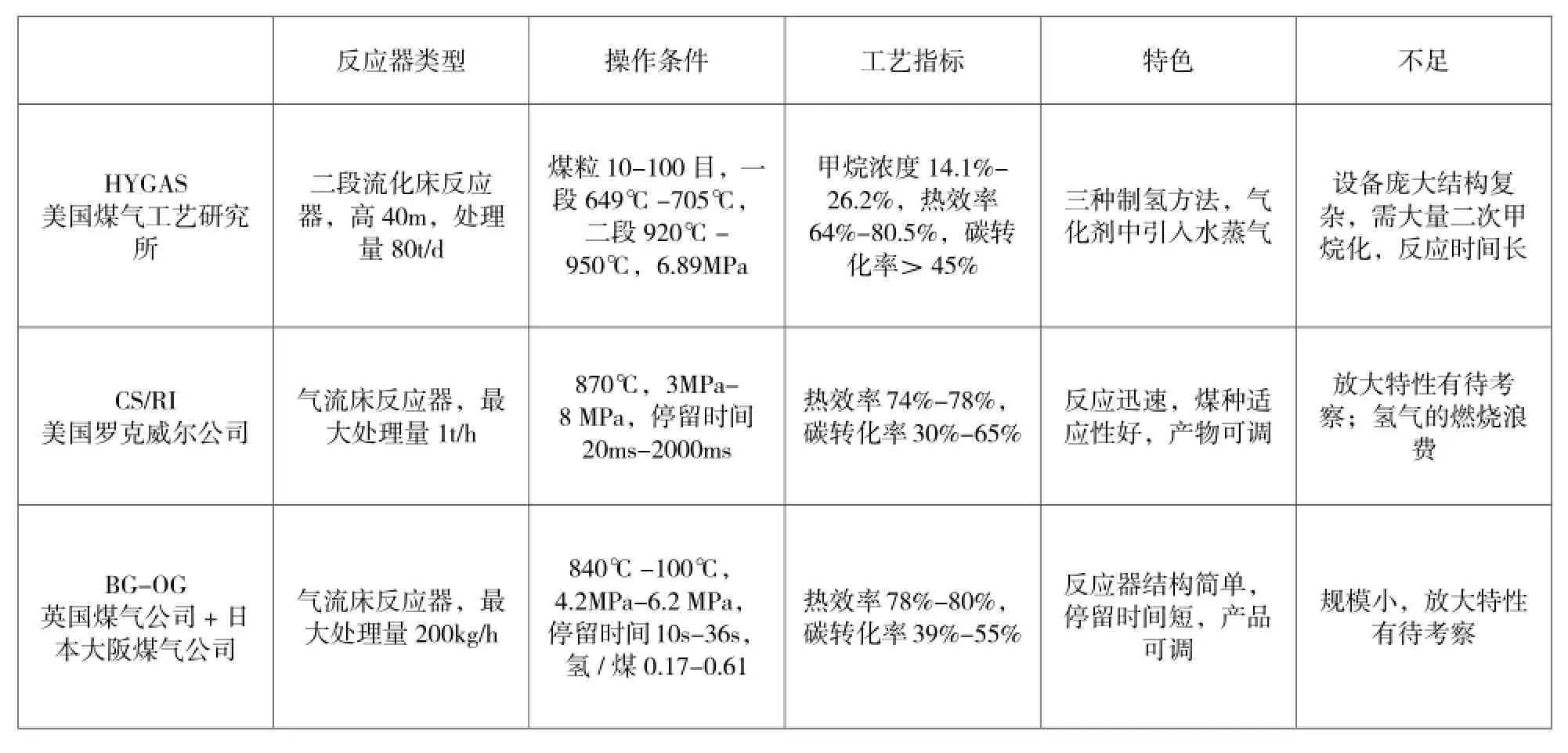
表3 煤加氢气化工艺对比
[1]姚飞.中国发展煤制天然气/煤层气战略意义及相关政策解读.中国煤制天然气/煤层气(国际)高峰论坛[C],2009:30-47.
[2]王利萍,张永发.煤制甲烷基础研究和工艺开发进展[J].山西能源与节能,2009,52(01):51-55.
[3]谷红伟,邢秀云.煤制天然气展望[J].煤质技术,2011(03):50-53.
[4]A prospectus for participation by foreign governments in FutureGen. U.S.Department of Energy Office of Fossil Energy, June 20, 2003.
[5]M.A.埃利奥特.煤利用化学[M].北京:化学工业出版社,1991:170-177.
TQ53
A
王占英,1964年生,女,河北高阳人,1995年毕业于河北工业大学计算机与应用专业,工程师。
