高端异形(D形)黄铜卫浴管的研制
2015-07-01狄大江何晓明黄路稠
狄大江,何晓明,黄路稠
(1.浙江海亮股份有限公司,浙江 诸暨 311835;2.广东佛山市华鸿铜管有限公司,广东 佛山 528234)
高端异形(D形)黄铜卫浴管的研制
狄大江1,何晓明1,黄路稠2
(1.浙江海亮股份有限公司,浙江 诸暨 311835;2.广东佛山市华鸿铜管有限公司,广东 佛山 528234)
针对高端异形(D形即面包形)黄铜卫浴管尺寸精度、表面硬度方面的特殊要求,探讨均匀变形的拉伸工模具设计和研制工艺,研制高端D形黄铜卫浴管。
黄铜;D形卫浴管;均匀变形;尺寸精度;硬度
我国的建筑装潢、卫生洁具行业起步较晚,2007年制定了YS/T635-2007《卫生洁具用黄铜管》行业专用标准以来,该行业步入了发展的快车道。加之国内和欧、美、日、韩黄铜卫浴管需求较大,为我国建筑装潢、卫生洁具行业提供了广阔的市场和发展空间。
文献[1-2]对黄铜圆形卫浴管的生产工艺进行了富有成效的研究与实践。随着国内外市场对异形卫浴管材品种和数量的需求日益增多,本文主要针对高端D形即面包形黄铜卫浴管的尺寸精度和表面硬度进行研究和探讨,研制满足高端卫浴市场的异形黄铜卫浴管。
1 产品研制
1.1 研制目标
H65 D形(面包形)3/4 Y 黄铜卫浴管的尺寸和形状如图1所示。其中,长轴A为32.9mm、短轴B为
20mm、壁厚S为1mm 、R1为50mm、R2为16.5mm、R3为2.6mm;管材的尺寸精度按照YS/T635-2007高精级(表1、2)标准,管材力学性能按照表3的规定,管材表面不允许有有碍外观质量的表面缺陷。
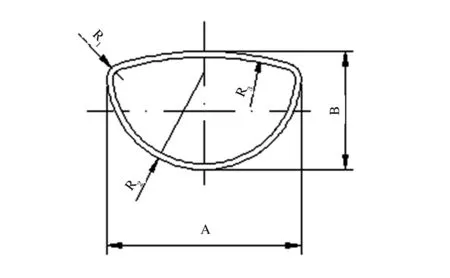
图1 D形(面包形)高端卫浴管Fig.1 High-end D-shaped sanitary pipe
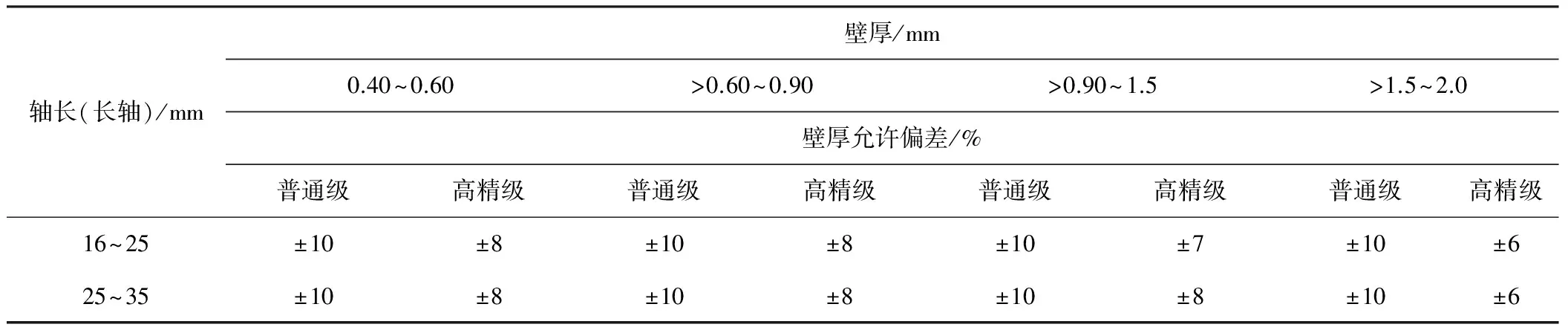
轴长(长轴)/mm壁厚/mm0.40~0.60>0.60~0.90>0.90~1.5>1.5~2.0壁厚允许偏差/%普通级高精级普通级高精级普通级高精级普通级高精级16~25±10±8±10±8±10±7±10±625~35±10±8±10±8±10±8±10±6
注:当要求壁厚偏差全为正(+)或全为负(-)时,其允许偏差为表中对应值的2倍。

表2 扁圆管、椭圆管、D形管材壁厚及其允许偏差(YS/T635-2007)
注:当要求轴偏差全为正(+)或全为负(-)时,其允许偏差为表中对应值的2倍。
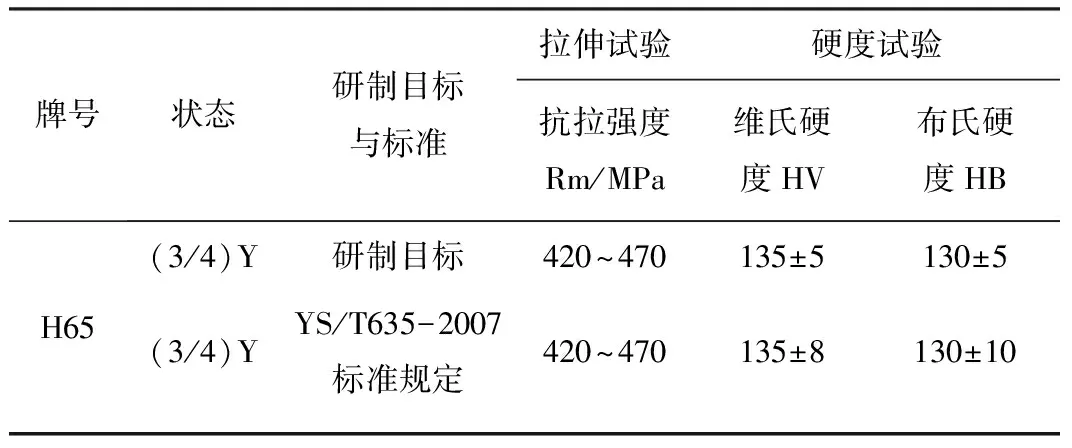
表3 黄铜卫浴管力学性能研制目标与标准
1.2 工模具设计
1.2.1 工艺设计
高端D形卫浴管的工艺设计,主要是确定过渡圆管坯和空拉过渡D形管坯的规格,并根据客户的技术要求和研制产品的合金特性,设计、编制研制工艺。
确定空拉过渡D形管坯规格,其外形尺寸A1、B1、RD1、RD2、RD3、即是空拉过渡D形模定径尺寸。设计空拉过渡D形管坯规格,把D型管的长轴A(32.9mm)、短轴尺寸B(20mm)、壁厚尺寸S(1mm),以及圆弧半径R1(50mm)、R2(16.5mm)、R3(2.6mm)等参数,代入表4中的设计计算公式(1)~(10)进行计算;计算结果为,空拉过渡D形管坯的长轴A1=35.2mm、短轴B2=22.3mm、圆弧半径R1=51.15mm、R2=17.65mm、R3=3.75mm,则空拉过渡D形管坯的设计壁厚S1=S0=1.15mm,即完成了空拉过渡D形管坯规格的设计。
设计过渡圆管坯,先确定过渡圆的直径,在遵循能保证成品D形芯头顺利无阻碍穿管的前提下,尽量减小减径方面的变形,适当增加壁厚减缩变形的设计思想,本设计采用过渡D形管坯周长等于过渡圆管坯周长的原则。经过表4中公式(13)~(16)的运算,计算出空拉过渡D形管坯的周长为92.98mm,并将其代入表4中公式(20),计算出过渡圆管坯直径D0为29.6mm;根据表4中公式(21),计算出过渡圆管坯的设计壁厚为1.15mm 。
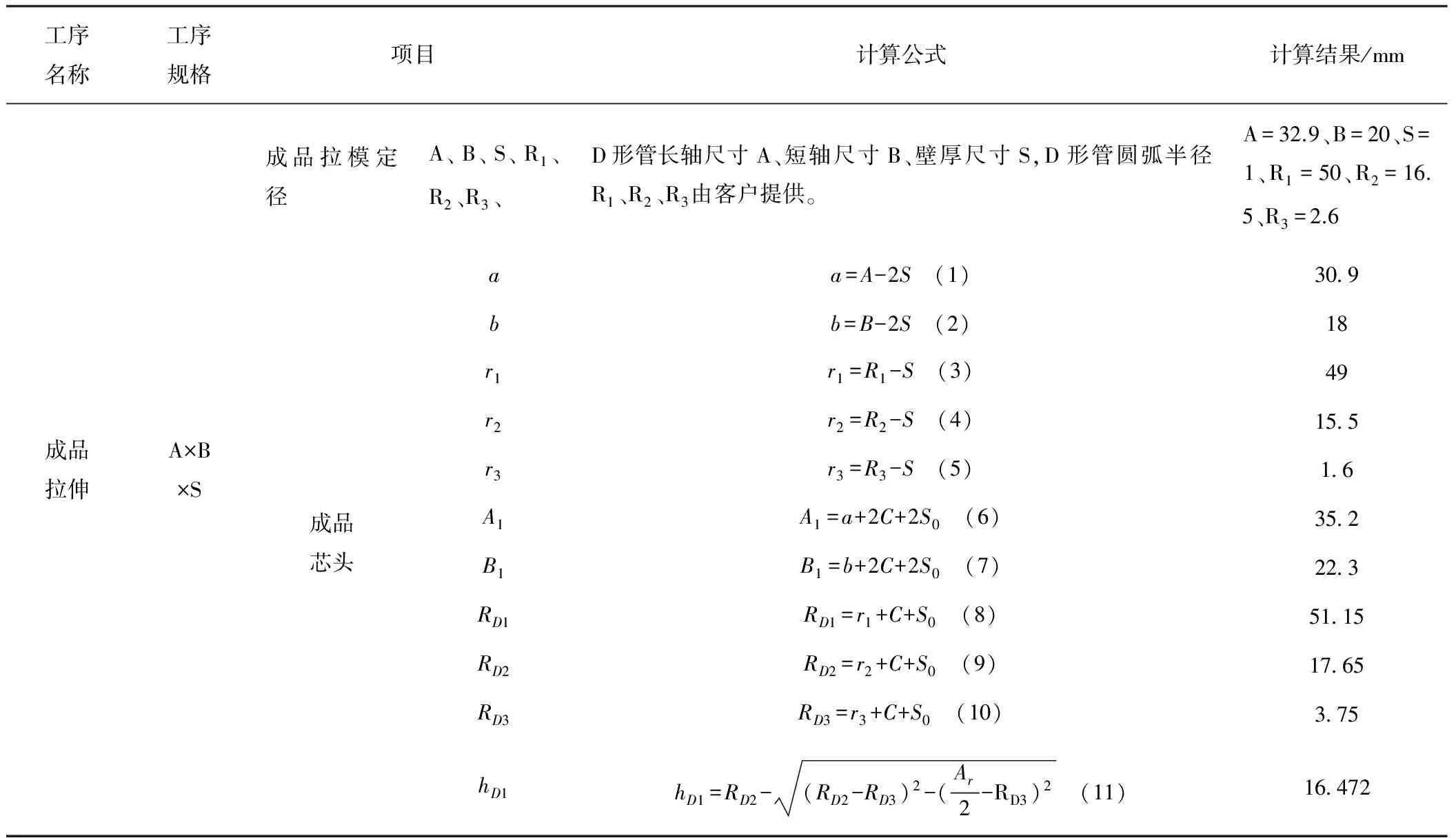
表4 高端D形卫浴管工艺与模具设计计算公式及计算结果
续表
表4公式中,a 为 D形芯头长轴尺寸,mm;b为D形芯头短轴尺寸,mm;r1为D形芯头圆弧半径,mm;r2为D形芯头圆弧半径,mm;r3为D形芯头圆弧半径,mm;C为D形芯头与过渡D形管内腔单边间隙,C=1mm;S0为过渡圆管坯壁厚,mm;A1为空拉过渡D形模定径带长轴尺寸,mm;B1为空拉过渡D形模定径带短轴尺寸,mm;RD1为空拉过渡D形模定径带圆弧半径,mm;RD2为空拉过渡D形模定径带圆弧半径,mm;RD3为空拉过渡D形模定径带圆弧半径,mm;α为圆心角,°;β为圆心角,°;θ为圆心角,°;L为空拉过渡D形模定径周长,mm;Ar为空拉过渡D形模变形区入口长轴尺寸,mm;Br为空拉过渡D形模变形区入口短轴尺寸,mm;Rr为空拉过渡D形模变形区入口圆弧半径,mm;D0为过渡圆管坯直径,mm;S0为过渡圆管坯壁厚,mm。
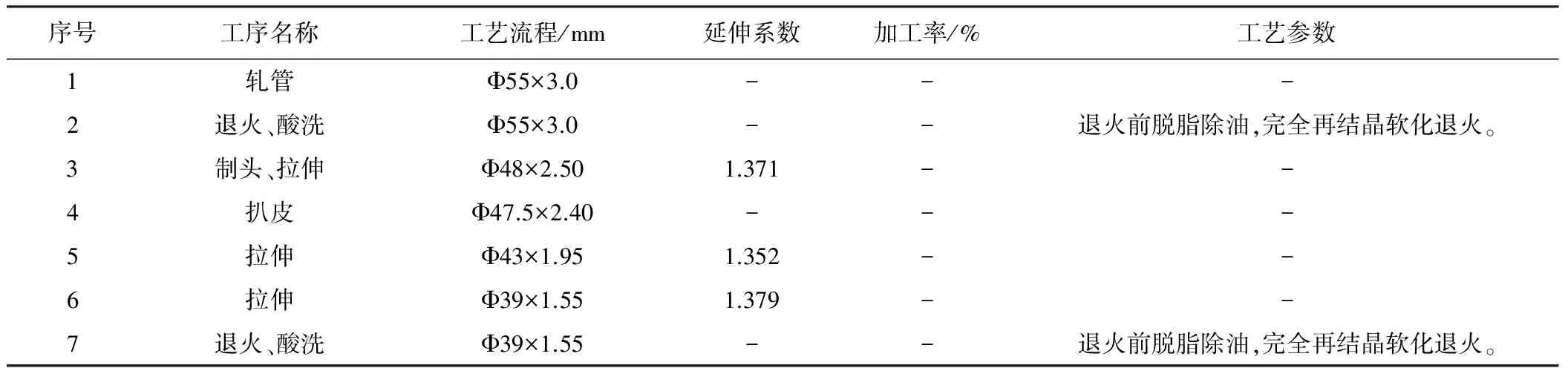
高端D形卫浴管的工艺设计时,还须保证产品硬度达到力学性能研制目标的要求。在深入研究了H65力学性能与加工率关系的基础上(图2),选取高端H65黄铜卫浴管的加工率和延伸系数(表5),确定管坯退火后成品道次拉伸的加工率即延伸系数,并制定了H65高端D形卫浴管研制工艺(表6)。
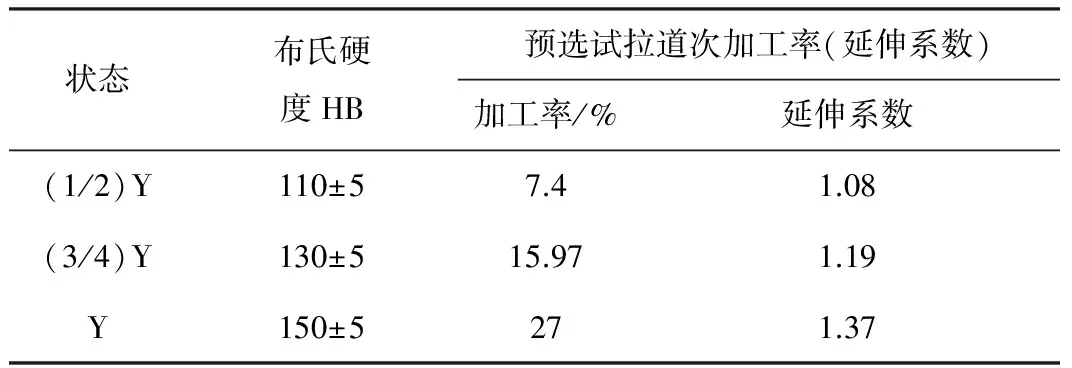
表5 H65高端黄铜卫浴管的加工率和延伸系数

图2 H65力学性能与加工率关系Fig.2 Relationship diagram of mechanical properties and processing rate of H65 brass
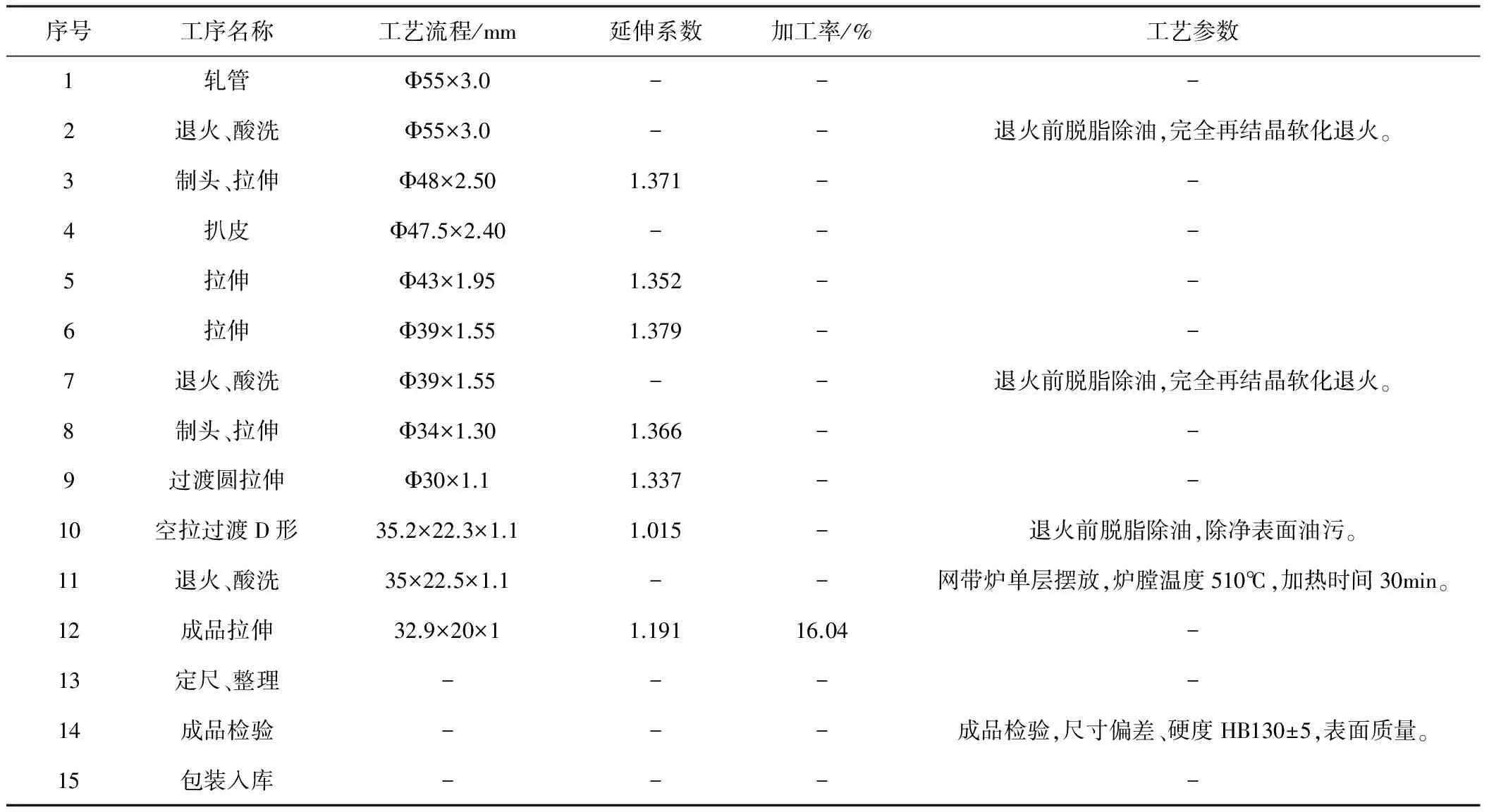
序号工序名称工艺流程/mm延伸系数加工率/%工艺参数1轧管Φ55×3.0---2退火、酸洗Φ55×3.0--退火前脱脂除油,完全再结晶软化退火。3制头、拉伸Φ48×2.501.371--4扒皮Φ47.5×2.40---5拉伸Φ43×1.951.352--6拉伸Φ39×1.551.379--7退火、酸洗Φ39×1.55--退火前脱脂除油,完全再结晶软化退火。8制头、拉伸Φ34×1.301.366--9过渡圆拉伸Φ30×1.11.337--10空拉过渡D形35.2×22.3×1.11.015-退火前脱脂除油,除净表面油污。11退火、酸洗35×22.5×1.1--网带炉单层摆放,炉膛温度510℃,加热时间30min。12成品拉伸32.9×20×11.19116.04-13定尺、整理----14成品检验---成品检验,尺寸偏差、硬度HB130±5,表面质量。15包装入库----
1.2.2 模具设计
高端D形卫浴管的模具设计,从追求成品道次拉伸变形均匀性、提高成品管材尺寸精度和硬度均匀性出发,在设计空拉过渡D形管拉伸模和D形管成品拉伸模时,考虑空拉过渡D形管坯进入D形管成品拉伸模的瞬间,各方向同时与D形管成品拉伸模模壁接触,为了确保成品拉伸的过程中,各方向的变形量相等, D形管成品拉伸模变形区入口与空拉过渡D形拉伸模定径区的尺寸和形状应完全一致。
高端D形卫浴管的模具设计主要包括,空拉过渡D形拉伸模、D形管成品拉伸模和D形管成品拉伸芯头。
空拉过渡D形拉伸模设计如图3,其定径区的尺寸与形状,根据表4中公式(6)~(10)计算的参数进行绘图;其变形区入口的尺寸与形状设计,根据表4中公式(17)~(19)计算的参数进行绘图。实际变形区入口的尺寸与形状就是以Rr为半径、以空拉过渡D形拉伸模的中心为圆心的圆;空拉过渡D形拉伸模长轴方向的模角为90°,短轴方向的模角不宜大于25°。
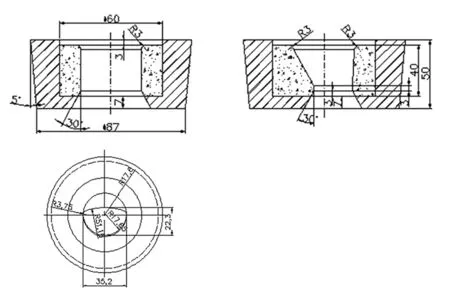
图3 空拉D形过渡模Fig.3 D-shaped transitional mould
D形卫浴管的成品模设计见图4,其变形区的入口与空拉过渡D形拉伸模定径区的尺寸和形状完全一致。根据表4 中公式(6)~(10)计算的参数进行绘图;D形卫浴管成品模定径区的尺寸与形状,按照表4中A、B、R1、R2、R3的尺寸参数绘制。为了减缓成品拉伸的不均匀变形,成品模其长轴与短轴方向的模角相等,其模角≤6°。
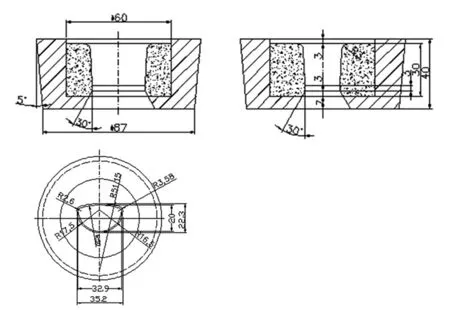
图4 D形卫浴管成品模Fig.4 D-shaped sanitary pipe mould
D形卫浴管的成品芯头设计如图5,其设计尺寸根据表4中公式(1)~(5)的计算结果,进行绘图。成品芯头高度根据其截面尺寸大小选择,截面尺寸大的其高度应大些。成品芯头内孔尺寸的选择,首先要考虑成品拉伸时,芯头受力大小即连接杆的连接强度,还要考虑成品芯头的材质。成品芯头材质选YG8的,其内孔应选Φ8mm。成品芯头连接杆选高强度连接螺栓,以保证其连接强度和硬质合金芯头的支撑强度。
1.3 工艺试验及研制结果
为了探讨研制工艺中,空拉过渡拉伸前和后退火对成品管材尺寸精度以及硬度的影响,采用表6和表7研制工艺进行对比试验,以确定最佳研制工艺。
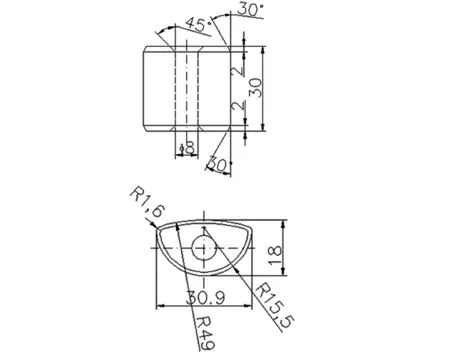
图5 D形成品芯头Fig.5 Core print in D-shaped finished product
序号工序名称工艺流程/mm延伸系数加工率/%工艺参数1轧管Φ55×3.0---2退火、酸洗Φ55×3.0--退火前脱脂除油,完全再结晶软化退火。3制头、拉伸Φ48×2.501.371--4扒皮Φ47.5×2.40---5拉伸Φ43×1.951.352--6拉伸Φ39×1.551.379--7退火、酸洗Φ39×1.55--退火前脱脂除油,完全再结晶软化退火。
续表

序号工序名称工艺流程/mm延伸系数加工率/%工艺参数8制头、拉伸Φ34×1.301.366--9过渡圆拉伸Φ30×1.11.337--10退火、酸洗35×22.5×1.1--网带炉单层摆放,炉膛温度510℃,加热时间30min。11空拉过渡D形35.2×22.3×1.11.015-退火前脱脂除油,除净表面油污。12成品拉伸32.9×20×11.19116.04-13定尺、整理----14成品检验----15包装入库----
表7研制工艺试验结果,实测长轴为32.78、32.81mm,短轴为20.18、20.21mm,壁厚为1.04、0.95mm;硬度HB为140、158;检验表面,无有碍客户使用的缺陷 。
表6研制工艺试验结果,实测长轴为32.88、32.90mm,短轴19.99、19.96mm,壁厚为1.03、0.96mm;硬度HB为130、127;检验表面,无有碍客户使用的缺陷。
按表6研制工艺组织生产,经全面质量检验,产品各项技术质量指标均达到标准和研制目标。
2 讨论分析
(1)表7研制工艺试验结果显示,其实测长轴和短轴尺寸严重超差,尤其是短轴尺寸,实测硬度HB值严重不均;分析其原因,主要是由于过渡圆到空拉D形过渡不均匀变形造成的。
表7研制工艺中,过渡圆管坯经过完全再结晶软化退火,由Φ30mm×1.10mm直接空拉变形至35.2mm×22.3mm×1.10mm的过渡D形,其过渡圆管坯表面一进入空拉过渡D形模的变形区,在短轴方向受到空拉过渡D形模壁的强烈压力,产生剧烈压缩变形;而在长轴方向则未接触到空拉过渡D形模的模壁,遵循最小阻力定律,变形金属产生向长轴方向的非接触延伸变形,直至管坯表面接触长轴方向的模壁为止。因为设计过渡圆管坯的周长等于空拉过渡D形模定径区的周长,故该空拉D形过渡变形前后的截面积没有变化,但却发生了远超出圆形管材的严重不均匀变形,其残留在空拉D形过渡管坯的残余应力远比圆形管材大得多。
该铜管在不经过消除应力或软化退火处理的情况下继续成品拉伸,其铜管内部的残余应力与成品拉伸时的不均匀变形聚集、叠加,使铜管内部的残余应力大大增加,致使拉伸后的D形卫浴铜管几何形状歪扭、尺寸精度大幅度降低,并对其力学性能产生显著影响。
拉伸过程中由于材料内不均匀变形而产生的附加应力,在拉伸后残留在制品内部形成残余应力,异形材的拉伸变形更甚,对产品力学性能和尺寸精度的影响愈加显著,这不仅使管材尺寸超差,甚至使管材形状产生歪扭[3-5]。
综上所述,减小成品拉伸过程的不均匀变形,是工艺设计和模具设计的首要任务;
(2)分析表4中的计算公式(6)~(10),成品D形芯头的r1、r2、r3分别与成品D形拉伸模定径区的R1、R2、R3和空拉过渡D形模定径区的RD1、RD2、RD3圆心重合,且不难推导出成品拉伸时,各方向的变形压缩量均为C+(S0-S1);即可以确认成品拉伸时,成品管材截面360°任意方向的变形是均等的(假设过渡圆管坯的壁厚是均等的),故可从模具设计上保证成品拉伸的均匀化变形;
(3) D形卫浴管成品拉伸模,其变形区的入口与空拉过渡D形拉伸模定径区的尺寸与形状完全相等,即从拉伸模设计上保证,在拉伸过程中变形区与铜管表面100%全接触,并能实现最大限度的减小拉伸模角;采用≤6°的小模角和变形区与铜管表面100%全接触设计,可通过减小拉伸模工作表面对其中心线的倾角来减小不均匀变形[6],同时还可减小拉伸过程金属在变形区的流线急剧转弯,导致非接触变形增大;增加成品拉伸时铜管坯表面与成品拉模变形区接触面积的最大化,能减小成品拉伸时管坯尾部的摆动,提高拉伸的稳定性,提高成品管材的直度;
(4)分析表6中的研制工艺,采用“挤压管坯→轧管→拉伸→扒皮+多道次拉伸→空拉过渡D形管坯→均匀化再结晶退火,进行成品拉伸”的研制工艺流程。通过对挤压管坯进行轧管加工,最大程度的减小了管坯壁厚的偏心;采用扒皮工序,是为了消除管坯表面的缺陷,但扒皮拉伸又增加了壁厚的偏心程度,故通过多道次拉伸进一步提高壁厚的均匀程度,以提高成品拉伸变形的均匀性。
空拉过渡D形管坯经均匀化再结晶退火后,再进行成品拉伸,是为了消除空拉过渡D形管坯严重的不均匀变形,以及残留在其内部的残余应力和管坯各位置硬度的不均匀性,以实现成品拉伸过程管材的均匀变形,最终达到D形卫浴管的研制目标。
3 结论
(1)采用≤6°的小模角和变形区与铜管表面100%全接触的异形拉伸模具设计,对减小拉伸过程金属的不均匀变形和残余应力、提高异形管材的尺寸精度和直度是有益的;
(2)管材截面360°任意方向变形均等的工模具设计,经工业规模化生产实践验证,对提高异形管材拉伸的均匀变形是有效的;
(3)实践证明,以均匀拉伸变形为理念的工模具设计和研制工艺,是切实有效的,是研制高端D形黄铜卫浴管的可靠途径之一。
[1] 杨继德,刘琥.高档黄铜卫浴管的生产工艺[J].铜加工,2005,(3):15-20.
[2] 卢燕.高精度黄铜卫浴管研发及应用[J].有色金属加工.2014,(5):38-42.
[3] 马怀宪.金属塑性加工学-挤压、拉拔与管材冷轧[M].冶金工业出版社,1997.167.
[4] 徐计.获得高质量波导管的途径[J].铜加工,1982,(3):42.
[5] 狄大江.高精度薄壁椭圆形铜管拉伸工艺及工具设计[J].铜加工,2007,(2):54.
[6] 〔苏联〕А.К.舒鲁波夫 等著.石云山,锺锡汉译.经济断面钢管生产[M].中国工业出版社,1965.36.
Development of High-End Specially-Shaped (D-shaped) Brass Sanitary Pipe
DI Dajiang1, HE Xiaoming1, HUANG Luchou2
(1.Zhejiang Hailiang Co., Ltd., Zhuji 311835, China;2. Foshan Huahong Copper Tube Co., Ltd., Foshan 528234, China)
In light of special requirements for high-end specially-shaped (D-shaped) brass sanitary pipe, including dimensional accuracy and surface hardness, the paper presented the design of tool and die with the characteristic of uniform deformation as well as the processes for the development.
brass; D-shaped sanitary pipe; uniform deformation; dimensional accuracy; hardness.
2015-02-15
狄大江(1949-),男,高级工程师,主要从事铜及铜合金管棒型材的加工技术研究、工艺研究和产品研发工作。
TG359
B
1671-6795(2015)06-0039-07
