优化分馏柱在有机合成中的应用
2015-06-23王陆瑶张炳森郑婷婷
王陆瑶,李 璐,张炳森,郑婷婷
(首都师范大学化学系,北京 100048)
优化分馏柱在有机合成中的应用
王陆瑶,李 璐,张炳森,郑婷婷
(首都师范大学化学系,北京 100048)
有机合成中副反应、副产物对反应收率有很大影响,减少副反应、副产物是提高产率的重要方法。该文设计制作了一种优化分馏柱,制作简便,分离效率高,可将沸点接近的产物/副产物从反应体系中分离,推动平衡正向进行,提高产率。将优化分馏柱用于5-羟甲基糠醛和乙酸乙酯的合成中,与普通合成方法对比,结果表明,优化分馏柱降低了能耗,有效分离了副产物,提高了产品纯度,增加了产率。
优化分馏柱;5-羟甲基糠醛;乙酸乙酯;有机合成
有机合成中,常伴有副反应的发生、副产物的生成。随着副反应、副产物的生成,妨碍了化学平衡的正向进行,导致反应不完全。另外,某些反应中产物在副产物中不断分解,生成其他副产物,给后续的分离纯化带来困扰[1-3]。为解决上述问题,生产中通常采用以下方法来提高产率:(1)控制反应条件,改变投料顺序,减少副反应;(2)使用催化剂,降低活化能,增加反应专一性;(3)从体系中分出产物/副产物,促进反应向正向移动。其中方法1和方法2的生产流程变动较大,成本增加。方法3从体系中分出产物/副产物,与现有设备兼容性强,成本低廉,是最常用的方法[4-6]。分离产物/副产物的方法包括蒸馏法、分馏法、分水法等,通常情况下都能取得较好效果。但若产物/副产物与溶剂沸点接近(≤30℃),或有共溶共沸现象,上述方法就不能有效分离产物/副产物,给工业生产造成很大困扰。为此,我们设计了一种优化分馏柱,以直形冷凝管为模板,管壁内填充惰性填料,增加气液平衡表面积,提高分离效率,有效分离体系中的反应物、产物/副产物和溶剂,促进平衡正向移动,提高产率。本文将此优化分馏柱用于“5-羟甲基糠醛的合成”和“乙酸乙酯的合成”实验中,并与常规方法比照,结果表明,该法降低了能耗,有效分离了副产物,提高了产品纯度,增加了产率。
1 5-羟甲基糖醛及乙酸乙酯的合成
5-羟甲基糠醛(又名5-羟甲基-2-呋喃甲醛,简称5-HMF)是一种暗黄色针状结晶,具有甘菊花味,易吸湿,易液化,需避光低温密封保存。5-HMF可通过生物质发酵的下游产品,如纤维素、果糖、葡萄糖等制备,原料储备丰富,价格低廉。且5-HMF含有醛基和羟基,性质活泼,可发生氧化、酯化、聚合等多种反应,是一个良好的合成平台,可用于高分子材料、医药中间体、聚合树脂等多种化工产品的生成加工[7-9]。目前较常用的合成工艺,通过果糖、葡萄糖等在二甲亚砜(DMSO)作用下加热脱水关环制备5-HMF。反应中不仅生成了5-HMF,也生成副产物水。5-HMF可在水中继续反应,分解成乙酰丙酸和甲酸,随着反应时间的增加,副产物、副反应增多,产物复杂,产率低下。所以,5-HMF虽有广阔的应用前景,但低下的生产效率、昂贵的价格成为它发展的瓶颈[10-11]。寻找便捷高效、产率提高,适合大规模工业生产的工艺引起了人们的广泛关注[12]。5-HMF的合成及分解路线见图1。
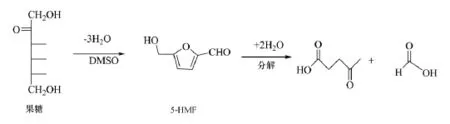
图1 5-HMF的合成路线及副产物的生成
分析上述路线发现,反应体系中包括果糖、二甲亚砜(DMSO)、5-HMF和水等物质。DMSO沸点189℃,H2O沸点100℃,DMSO和H2O互溶不共沸。H2O在反应体系中沸点最低,若能将副产物水及时从体系中分离,则可减少5-HMF在水中的分解,减少副反应、副产物。此外,分出副产物(水)可促进平衡正向进行,提高果糖转化率,提高目标化合物产率。但DMSO和水互溶,普通的分馏难以达到预期效果。本文拟将优化分馏柱用于5-HMF的合成中,准确分离副产物水,提高反应收率。
本文还拟将优化分馏柱用于乙酸乙酯的合成中。酯化法是合成乙酸乙酯最为经典的方法,也是高等院校化学化工专业实验课的重要教学内容。酯化法以乙醇和冰醋酸为原料,浓硫酸为催化剂,加热脱水生成产物[13]。合成路线如下:

若反应温度过高,则存在如下副反应:

酯化和水解是可逆反应。可通过使用过量乙醇(投料比约为2∶1);或在过程中不断蒸出乙酸乙酯-水共沸物,促使平衡正向进行,提高产率[14]。教学实验中乙酸乙酯的产率较低,多为30%~40%。主要因为体系存在大量硫酸、升温快、控温难,蒸出乙酸乙酯-水共沸物(70~71℃)的同时,也带出了部分反应物乙醇(沸点78℃)和乙酸(沸点117℃),致使反应不完全,产率下降。“乙酸乙酯的合成”实验改进方法较多[1518],本文中使用了优化分馏柱,准确分离乙酸乙酯-水共沸物,将反应物乙酸和乙醇留在体系中,提高产率。
2 仪器设备
日本岛津气相色谱-质谱联用仪GCMS-QP2010 Plus,LC-10ADvp泵,PTV-2010进样器,Rtx-5ms毛细管色谱柱(0.25mm~30m)。柱温:80℃,进样口温度:250℃,离子源温度:230℃,接口温度:280℃。另有:Mercury 600MH核磁共振仪,Tensor 27红外光谱仪,申光牌WYA阿贝折射仪,德天佑DTY-10B超级恒温循环水浴,中兴伟业HJ-6型电热套。
3 优化分馏柱结构与原理
优化分馏柱(见图2)以直形冷凝管为模板,在冷凝管内填充惰性填料(玻璃珠等),增加气液两相交换表面积,玻璃夹层中通入循环热水作为保温热源,降低能耗,减少混合物气相组分上升散失的热能。增加保温热源后,反应无需过度加热,就能够把乙酸乙酯-水共沸物蒸出体系,促进平衡正向进行。循环热水由超级恒温水浴提供,水温根据需要调节,一般低于馏出物沸点10℃左右。“5-HMF的合成”中,使用循环热水的温度为90℃,“乙酸乙酯合成”中使用65℃的循环热水。循环热水的使用降低了反应能耗,确保在较低反应温度下,气相组分能够经过多次气液平衡,到达蒸馏头顶部,实现不同沸点化合物的分离。若无循环热水,或循环水温度较低,则需要较高反应温度,给体系带来不可预期的副反应,副产物,减低产率。
4 实验
4.1 5-HMF的合成
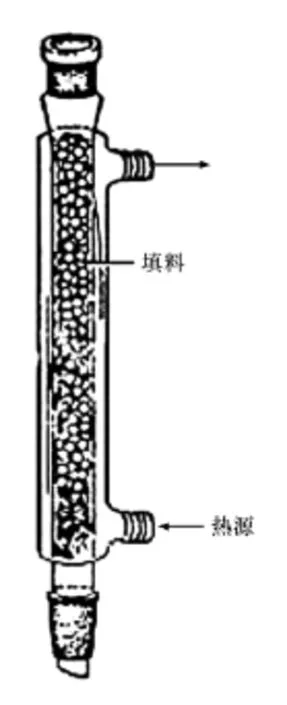
图2 优化分馏柱
用优化分馏柱法(方法1)和回流加热法(方法2)分别制备5-HMF,然后通过核磁共振和红外光谱仪对产品结构进行确证。三颈瓶中加入18g果糖和200 mL DMSO,三颈瓶一侧接优化分馏柱(方法1),回流冷凝管(方法2)一侧插入温度计检测反应温度,中间安装机械搅拌装置,逐步升温到160℃,分馏柱(方法1)中不断有液体蒸出,回流管(方法2)中出现回流现象。4h后停止反应,减压除溶剂,剩余物用乙酸乙酯20mL提取3次,合并提取液,无水硫酸镁干燥,蒸除乙酸乙酯后残余固体用无水乙醚重结晶,真空干燥得5-HMF,测得熔点为32~34℃。测得红外谱:3 349 cm-1处为OH的伸缩振动,3 100~3 000cm-1处为C=C—H的伸缩振动,2 921cm-1处为和2 853cm-1处为—CHO的CH振动,1 676cm-1处为—CHO的伸缩振动,1 032cm-1处为酯环醚C—O—C振动,IR谱图与标准图谱一致。测得核磁共振谱(CDCl3)得到化学位移δ:9.50(s,1H,羟基氢),7.16(d,1H,呋喃环氢),6.47(s,呋喃环氢),4.66(s,2H,亚甲基氢),3.65(s,1H,醛基氢);MS:126(M+)。
4.2 乙酸乙酯的合成
用优化分馏柱法(方法1),韦氏分馏柱法(方法2)和经典蒸馏法(方法3)分别制备乙酸乙酯,然后通过气质联用和阿贝折射仪对粗产品纯度、产品纯度和产品产率进行考察。三颈瓶中加入5mL乙醇,晃动下慢慢加入6mL浓硫酸并加入几粒沸石。三颈瓶的一侧插入温度计,一侧接优化分馏柱(方法1)、韦氏分馏柱(方法2)和蒸馏装置(方法3),中间安装滴液漏斗,内放6.5mL乙醇和6mL冰醋酸混合物,滴入混合液1.5~2mL后,升温到110~120℃,滴加余下液体。加热15min升温至115~125℃,不再有液体馏出时停止反应。粗产品用气质联用检测各组分含量,之后依次用饱和碳酸钠溶液、饱和氯化钠溶液、饱和氯化钙溶液洗涤,有机相用无水硫酸镁干燥。蒸馏粗产品,收集73~78℃后得到最终产品,用阿贝折射仪测折光与标准品比对,确定产品纯度。
5 结果与讨论
5.1 5-HMF的产率
5-HMF合成中,产率见表1。如表1所示,方法1的产率(65%)高于方法2的产率(38%),说明优化分馏柱在提高反应收率中发挥了一定作用。优化分馏柱的作用体现在2个方面:(1)及时蒸出副产物水,减少5-HMF的分解,副反应减少,产率提高;(2)提高反应温度,果糖脱水是吸热反应,高温利于反应正向进行。方法1中及时分出了副产物水,提高了高沸点化合物DMSO的浓度,可达到150℃的反应温度;方法2中DMSO吸收了副产物水,浓度降低,沸点降低,反应温度只能达到135℃。持续高温也是提高反应收率的重要原因。
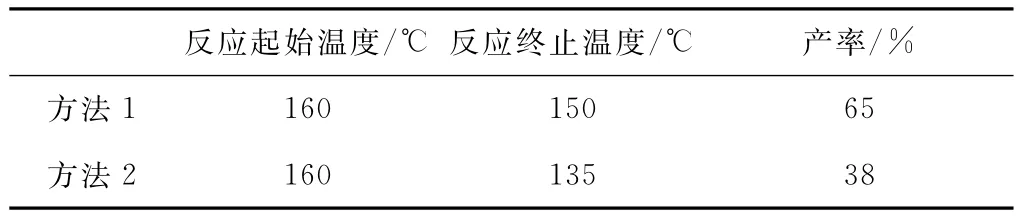
表1 5-HMF合成实验的反应温度和产率
5.2 乙酸乙酯的产率
乙酸乙酯的合成中,反应温度、产品折光率nD(nD为20℃下测得)及产率见表2。如表2所示,方法1的产率最高(75%),产品折光率为1.371 4,与乙酸乙酯标准品(德国Merck公司出品,光谱纯)1.372 7最接近,说明纯度最高。方法2反应温度(115~125℃)高于方法1和方法3,这是因为方法2中韦氏分馏柱保温差,气相组分上升中能耗大,需要较高温度才能使气相组分到达分馏柱顶部。体系过热,副反应增加,未参加反应的乙酸也被蒸出,产率降低。方法3使用普通蒸馏装置,能耗小,但分离效果较差,产品纯度较低。粗产品的组分分析见表3,表3中t表示保留时间,c表示组分的摩尔百分数。
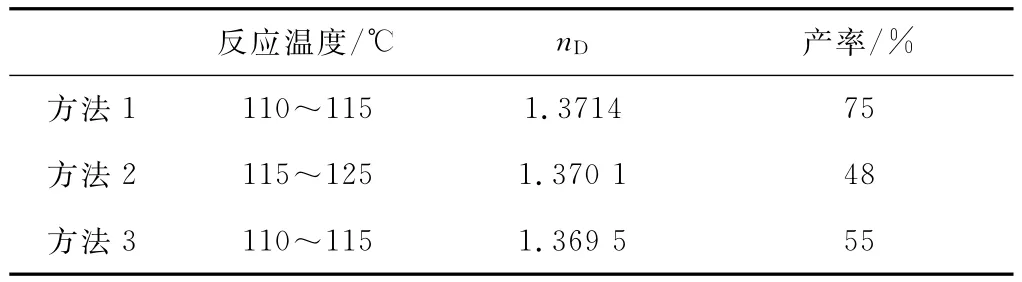
表2 乙酸乙酯合成实验的反应温度、折光率及产率一览表
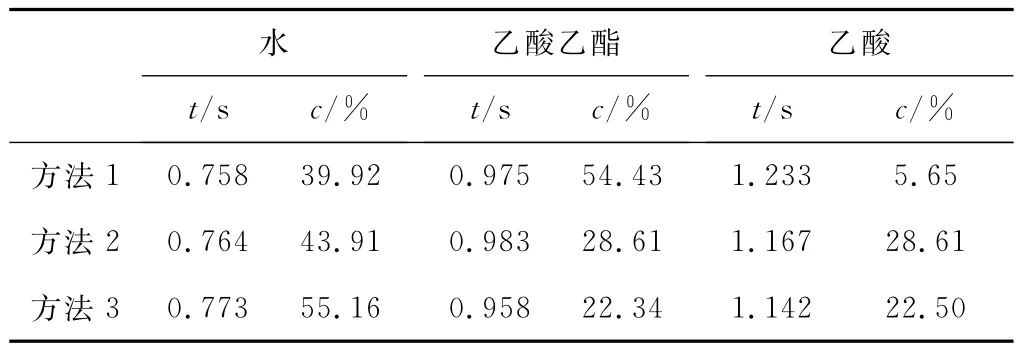
表3 各组实验粗产品组分含量分析
通过气质联用对反应粗产品(馏出液)进行分析,得到3组粗产物中都含有乙酸乙酯、水和乙酸,方法1的粗产品中乙酸含量为5.65%,说明体系中94%以上的乙酸发生了酯化反应,反应收率最高(75%)。方法2粗产品中乙酸含量最高28.61%,由于韦氏分馏柱能耗高,导致反应温度升高,乙酸被不断蒸出,收率降低(48%)。方法3中没有使用分馏柱,部分乙酸被蒸出(22.50%),收率降低(55%)。从表3可推断,乙酸乙酯的收率取决于参加酯化反应的乙酸质量。
6 结束语
本文设计制作了一种优化分馏柱,能够准确分离产物/副产物,促进反应平衡正向进行,提高反应收率;通过改变循环水温度,调节填充材质,应用于不同反应类型。该优化分馏柱不仅适用于“5-羟甲基糠醛的合成”和“乙酸乙酯的合成”中,还适用于其他有机可逆合成的生产实践中。为降低有机化工原料的生成成本、提高反应的收率,提供了一条成本低廉、简便有效的思路和方法。
(References)
[1]邢其毅,徐瑞秋,周政,等.基础有机化学[M].2版.北京:高等教育出版社,1992.
[2]傅献彩,沈文霞 ,姚天扬,等.物理化学[M].5版.北京:高等教育出版社,2006.
[3]李景宁,杨定乔,张前.有机化学[M].5版.高等教育出版社,2011.
[4]杜长海,孙德,贺岩峰,等.催化精馏过程制备乙酸乙酯的研究[J].现代化工,2006,26(2):163-167.
[5]王陆瑶,孟东,李璐.一种提高产物收率的反应装置:中国,201220705356.1[P].2013-06-03.
[6]吴如春,闫瑞一,谢涛,等.单塔连续制备乙酸乙酯工艺研究[J].化学世界,2005(6):354-357.
[7]Hu S,Zhang Z,Zhou Y,et al.Direct conversion of inulin to 5-hydroxymethylfurfural in biorenewable ionic liquids[J].Green Chemistry,2009,11(6):873-877.
[8]Wang F,Shi A W,Qin X X,et al.Dehydration of fructose to 5-hydroxymethylfurfural by rare earth metal trifluoro-methanesulfonates in organic solvents[J].Carbohydrate research,2011,346(7):982-985.
[9]周智敏,苏高申.丙烯酸与丙烯酰胺共聚制备高吸水性树脂[J].化学研究,2008,19(3):58-60.
[10]黄世勇,王富丽,潘丽霞.果糖脱水制备5-羟甲基糠醛[J].化学进展,2009,21(8):1441-1449.
[11]Zhao H,Holladay J E,Brown H,et al.Metal chlorides in ionic liquid solvents convert sugars to 5-hydroxymethylfurfural[J].Science,2007,316(5831):1597-1600.
[12]Benvenuti F,Carlini C,Patrono P,et al.Heterogeneous zirconium and titanium catalysts for the selective synthesis of 5-hydroxymethyl-2-furaldehyde from carbohydrates[J].Applied Catalysis A:General,2000,193(1):147-153.
[13]王清廉,李瀛,高坤.有机化学实验[M].3版.北京:高等教育出版社,1978.
[14]黄焕生,黄科林,杨波,等.乙酸乙酯合成生产技术现状及发展趋势[J].化工技术与开发,2007,36(12):12-16.
[15]杜长海,孙德,贺岩峰,等.催化精馏过程制备乙酸乙酯的研究[J].现代化工,2006,26(2):163-167.
[16]马培华,周开志,姚祖铭.活性炭固载硫酸催化合成乙酸乙酯和环己稀[J].实验技术与管理,2007,24(2):44-46.
[17]秦序,李丽娜.乙酸乙酯制备实验的重新设计[J].广东技术师范学院学报,2012,33(12):21-22.
[18]王党生.乙酸乙酯制备实验的改进[J],实验室研究与探索,1997,16(4):71-72.
Application of modified fractionating column in organic synthesis
Wang Luyao,Li Lu,Zhang Bingsen,Zheng Tingting
(Department of Chemistry,Capital Normal University,Beijing 100048,China)
Side reactions and by-products have a great influence on the yield in organic synthesis.A modified fractionating column is designed and made.The column can separate the by-products from the synthesis system efficiently,promote the reaction and improve the yield.The modified fractionating column is used in the synthesis of ethyl acetate and 5-HMF.Both reactions get higher yield with the simpler purified procedure.
modified fractionating column;5-HMF;ethyl acetate;organic synthesis
06-33
B
1002-4956(2015)3-0053-04
2014-07-07
北京市中青年骨干教师项目(2010);首都师范大学实验室开放基金项目
王陆瑶(1971—),女,河北滦南,博士,副教授,研究方向为有机化学及教学.
E-mail:xdwly@163.com