成网机的网带驱动系统
2015-06-18司徒元舜胡晓航
司徒元舜+胡晓航
摘要:驱动系统是驱动成网机网带正常运行的动力装置,主要由驱动电机、减速装置、张紧装置、纠偏装置及各种辊筒组成。
关键词:网带;驱动;电动机;恒转矩;主动辊;张紧装置;纠偏装置
中图分类号:TS173.3 文献标志码:B
Web-driving System for Web Former
Abstract: Driving system is the power unit that ensures smooth running of the web on web-forming machine. It is mainly composed of driving motor, decelerator, tensioner, deviation rectifying device and various rollers.
Key words: web; driving; motor; constant torque; driving roller; tensioner; deviation rectifying device
网带的驱动装置主要由驱动电机、减速装置,传动、导向辊筒等组成。成网机的负载特性属“恒转矩”型,即在成网工艺条件不变的情形下,负载的转矩也基本保持不变,所需要的驱动功率与运行速度成线性关系。
驱动电动机的调速特性应与成网机的负载特性匹配,匹配不当的电动机容易出现超负荷现象或转矩不足现象,影响成网机正常运行。在使用直流电动机驱动时,由电枢额定电压向下调节速度;在使用交流电动机时,在额定频率以下的范围进行调速时,电动机都属恒转矩特性。
成网机有单电机驱动及多电机驱动两种形式,前者仅用一台电动机,后者会用到多台电动机。其中功率最大的为主传动电机,用于驱动网带运动,其余功率较小的电机则用于驱动各纺丝系统的支承辊、压辊,或支承辊及压辊。
1 驱动电动机
1.1 电动机的类型和转速
目前,成网机使用的电动机有直流电动机及交流电动机两种,早期的成网机大都是用直流电动机驱动,随着交流传动技术的进步和成熟,直流电动机已逐渐被交流电动机取代,并得到广泛应用。
根椐工艺要求,成网机网带的线速度是进行产品定量计算的基础数据,也是生产线中其他设备(如热轧机、卷绕机)的速度基准。因此对调速精度的要求最高。应能在运行过程平稳调整速度,并有较高的调速精度,一般要求调速精度要达到±(0.1% ~ 0.2%)。
目前,成网机普遍使用带编码器的交流变频调速异步电动机驱动,并利用变频技术连续、平滑地调整速度。由于国产齿轮减速机输入轴的最高转速一般都限制在1 500 r/min,因此,一般应选择同步转速≤1 500 r/min驱动电动机,这种配置可使减速机有较高的传动效率。如转速太高,减速机的温升增大,故障率升高,会影响安全运行。
1.2 单电机驱动时的电动机功率
驱动电动机的功率与生产线的纺丝工艺(纺粘法、熔喷法)、产品幅宽、运行速度、纺丝系统的数量等因素有关;幅宽越大、运行速度越高、纺丝系统的数量越多,则所需要的功率也越大。
虽然在实际运行过程中驱动功率还与抽吸风机的转速相关,转速越高,所需要的功率也越大。但对同一定量的产品,负载基本上仍呈恒转矩特性。
以3.2 m幅宽的国产纺粘生产线为例,在400 m/min速度范围内,单个纺粘系统(S型)的成网机,其速度一般低于200 m/min,驱动的功率为 8 ~ 10 kW;两个纺粘系统(SS型)的成网机,其速度一般低于300 m/min,驱动的功率为18~ 22 kW;有 3 个纺粘系统(SSS)型成网机,其速度一般可达450 m/min(相当于电动机转速为1 500 r/min),负载转矩在110 ~ 130 N?m之间,在最高速度运行时所需的最大驱动功率为20 kW,考虑其他因素后,实配电动机的功率在30 kW已足够。
实际配置的电动机功率与电动机的类型有关,除了要按现有电动机的功率系列选用外,要选用工作制为S1(长期连续运行),绝缘等级为B或F级的电动机。
由于交流电动机在低速(低频)运行时的输出转矩不如直流电动机,为了保持在低速时仍有足够的转矩,使用交流电动机的功率会比直流电动机大一至两个档次。
虽然熔喷系统抽吸风机的负压很高,网带与支承装置间的摩擦阻力较大,但由于受熔喷布的断裂强力和伸长率较小的限制,加上静电的影响,独立熔喷系统很难生产薄型产品,也就无需高速运行,因此运行速度都较低(<100 m/min),单个独立熔喷系统成网机驱动功率约5.5 ~ 7.5 kW。
在多纺丝系统的SMS型复合生产线,由于有纺粘纤网的加强、防护,熔喷系统也可以用较高的速度运行,运行速度一般都较快(目前国产设备约在200 ~ 400 m/min);含有熔喷层的多层纤网复合后的透气性能变差,在抽吸风机的负压作用下,形成的运动阻力很大,并叠加在其下游的其他纺丝系统。因此,每增加一个熔喷系统投入运行,驱动装置所增加的功率(约15 kW左右)要比纺粘系统多。
SMS型生产线,随着熔喷系统的数量增多,成网机驱动功率随之增大,如国产3.2 m幅宽、在400 m/min速度范围内,只有一个熔喷系统的SMS生产线,成网机的驱动功率一般在45 ~ 55 kW;两个熔喷系统的SMMS生产线,驱动功率在55 ~ 75 kW;3 个熔喷系统的SMMMS成网机,驱动功率在75 ~ 90 kW。
由于引进的多纺丝系统生产线运行速度比国产设备更快,成网机的负载更大,驱动电动机的功率也比同类型国产设备更大,如幅宽为4.2 m、运行速度600 m/min的SMMS生产线,其成网机的驱动电机功率可达130 kW。设计速度为1 200 m/min,运行速度可达1 000 m/min的机型已在国内出现,驱动电动机的功率会更大。
通常一台成网机只有一台主驱动电动机,对传动功率较大的成网机,已出现用两台功率较小的电动机代替一台大功率电动机,在驱动辊的两端各自同步驱动的传动方式。除了可以降低轴端的转矩外,这种方式还可以减少电动机的转动惯量(对四极电动机可减少约30%),有利于改善调速性能,提高制动的可靠性。
电动机的功率太大,除了会增加系统的购置成本和增加设备的装机容量外,还会降低电动机的功率因素和效率。而在故障状态,还会产生足以撕毁网带的过载力矩,这是大功率成网机常见的运行风险。
1.3 多电机驱动时的电动机功率
除了与上述多种因素有关外,成网机驱动电机的功率还与纺粘系统的支承辊、压辊的运行方式有关,上述所指的电动机功率是在支承辊、压辊均处于被网带拖动的负荷状态所需的功率,如果支承辊、压辊均由独立电机驱动的主动状态运行,则成网机的驱动功率可较小。
在引进的主流设备及部分国产设备中,目前仅是让支承辊处于主动状态运行,而压辊仍然由网带拖动、以被动方式运行。在个别引进机型及部分国产机型中,也有支承辊和压辊均使用独立电机驱动,以主动方式运行。
这种驱动方式可避免在压辊处于升起状态时,由于没有足够的摩擦力使网带带动支承辊正常转动,导致支承辊的圆柱面被磨成多边形,以致正常运行时发生剧烈跳动。
在3 200 mm幅宽的的成网机,支承辊或压辊的驱动电机功率一般在4.0 ~ 7.5 kW之间,以5.5 kW较常用。由于支承辊与网带间几乎是处于“线接触”状态,包角很小,是无法传递更大功率的,功率再大,就相当于一台单个纺丝系统成网机的主驱动电动机了。因此,没必要配置更大功率的驱动电机。
控制系统必须保证这些电机是处于“电动机”状态运行,以减轻主驱动电机的负荷和减少各段网带的张力差异,从而消除网带由于张力差异所产生的透气量变化。当传动电机的功率很大时,还能避免靠近驱动辊的网带承受过大的张力,保证网带的安全。
2 减速装置
2.1 常用的减速装置
由于电动机输出的转矩不足以直接驱动成网机正常运行,因此要利用减速装置降低速度,增大转矩。随着成网机所需的驱动功率和运行速度等方面的差异,会用到各种形式的减速机,如:涡轮/蜗杆减速机,齿轮减速机、摆线针轮减速机,行星轮减速机等。目前较多使用K系列的减速机。
为了使成网机在低速状态下也能安全运行,驱动电动机要使用带有独立冷却风机的变频调速专用电动机。当调速范围较宽时,为了保证在低频状态下电动机还能输出稳定的转矩,在设计时可以适当加大电动机功率。
2.2 电动机与减速机之间的连接方式
成网机驱动电动机与减速机的输入轴(高速轴)之间,一般有联轴器连接与电动机直联(电动机输出轴直接插入减速机内)两种连接方式。
使用联轴器连接时,电动机的基本安装方式为带底座的IMB3型,电动机和减速机都安装在公共机座上,最常用的联轴器有:弹性销联轴器、膜片联轴器、梅花联轴器、蛇形弹簧联轴器等。电动机与减速机间采用直联方式时,电动机的基本安装形式为机座无底座,端盖有凸缘的IMB5型,有时会用到IMV型。这种连接方式轴线对中准确,结构紧凑,无易损件,无需另设安全防护,运行过程可免维护。
2.3 减速机与主驱动辊之间的连接方式
驱动电动机常通过减速机减速后,再带动成网机的主动辊旋转,由于传递的转矩比输入轴、输出轴的直径及联轴器的尺寸也较大。
网带驱动装置与成网机主动辊之间常用以下两种方式连接:一种是减速机的输出轴利用挠性传动件(同步带或链条)将动力传递给主动辊,这种连接方式对中心距没有严格要求,布置较为灵活,适用于一些小型、低速、小功率成网机。另一种方式是减速机的输出轴利用联轴器,如齿轮联轴器、弹簧联轴器、弹性销联轴器、轮胎联轴器等,直接将动力传递给主动辊,这种连接方式能传递大扭矩,是高速、大功率成网机常用的传动方式。由于是同轴传动,对安装精度要求较高,对减速机的安装位置也有限制。
图 1 是一套电动机与减速机输入轴间、减速机输出轴与成网机驱动辊间均使用联轴器直联的驱动装置。电动机的一般选IMB3、IMB5,当功率较大时选IMB35等安装方式,减速机利用一个两端带法兰的长套筒固定在成网机的墙板上。
对于一些传动功率较小的成网机,如熔喷生产线的成网机,有时会直接将主驱动辊的轴伸端插入减速机的空心输出轴套内,不需要其他联轴器,结构很简单。
2.4 驱动装置的布置方式
驱动装置的布置方式与连接方式相关,既可以布置在成网机机架的内侧(内置式),也可以布置在机架的外侧(外置式);可以直接安装在成网机的机架或墙板上,与成网机连成一体,也可以将驱动装置作为一个独立的单元,与成网机分开安装。
将传动装置内置是早期引进的德国生产线成网机的布置方式,由于驱动装置的输出轴与成网机驱动辊是同向平行,两者间一般要使用挠性件传动。这种安装方式的驱动装置直接紧固在墙板上,精度较高、外形简洁,不占用外部空间,但检查、维修困难,并容易污染网带,现在已很少使用这种方式。
为了满足大功率、高速传动的强度要求,一些采用墙板式结构的成网机机架,随着运行速度的升高,墙板的厚度已从早期的40、80 mm发展到目前的100 mm;而一些采用框架结构的成网机,其使用的方形管构件截面尺寸也达到了200 mm×200 mm。
这些厚实、稳重的机架不仅为驱动设备、各种辊筒轴承座提供了牢靠的安装基础,也提高了机架的自振频率,避免了在高速运行时成网机可能出现的共振现象。
驱动装置一般布置在成网机的下游端,即靠近生产线的热轧机一端。这种布置方式可以使网带的“紧边”长度最短,而“松边”的网带最长,各种辊筒及轴承所承受的负荷也最轻,从而降低了驱动电机的负荷和网带的张力,有利于提高设备的可靠性。
为了适配传动比及设备中心高,避免驱动装置的震动影响成网机正常工作,驱动装置的输出轴与主动辊之间也可利用如滚子链条、齿形同步带等能准确保证传动比的挠性传动件传递动力。
3 传动辊筒
在纺粘法非织造布生产线的成网机中,传动辊筒按其功能可分为:主驱动辊、张紧辊、鼻端辊、导向辊、纠偏辊、预压辊、支承辊、托辊等,其结构均大同小异。
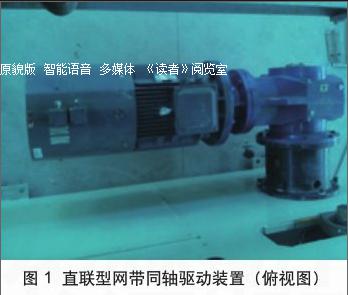
主驱动辊的功能是将减速机输出的转矩变为网带的运动,因此带有安装联轴器的轴伸。主动辊的工作面常被覆了一层厚度约10 ~ 20 mm、邵氏硬度约50 ~ 55 HA的耐磨橡胶,以增加摩擦力、避免打滑(图 2)。
为了降低网带单位面积的负荷,提高传动的可靠性,当需要传动的功率较大时,要增加网带与主动辊的接触面积。最常用的措施是增加网带在主动辊面上的包角和增加主动辊的直径,从而提高传动的功率。
如果辊筒的曲率半径很小,网带会出现太大的弯曲应力,影响结构稳定。对于包角较大的主动辊及张紧辊,网带制造商建议的直径要大于网带厚度的100倍,常用网带的厚度约在 2 mm左右,也就是主动辊或张紧辊的直径不得小于200 mm,但这仅是从网带安全使用角度提出的基本要求。
网带在主动辊面的包角可达180°,视传动功率和运行速度,主动辊的直径可大于500 mm。主驱动辊是接收成网设备中受力最大的辊筒。为了使网带能得到均匀的张紧,要求各种辊筒要有足够的强度和刚性,避免在运行中出现明显的挠曲变形。
成网机中的其他辊筒(包括底部的“松边”托辊)也应与主动辊一样,要有好的表面状态,并要经过严格的动平衡校验,这样既能保护网带,又能避免在高速运转时产生剧烈的震动,影响系统正常运行。
运行经验证明,随着运行速度越来越快,为了消除震动现象,除了采用增大辊筒直径以降低角速度外,筒体内腔进行镗削加工也是提高辊筒平衡精度的重要工艺措施。
处于“松边”的托辊由于受力较小,可选用较小的直径,一般在200 mm左右,但直径太小会容易缠上废丝,影响运行并难于清理。由于托辊表面直接与网带的工作面接触,为了减少对网带工作面的磨损,外缘也可包覆橡胶层。
为了避免在运行过程中发生轴头断裂事故,成网机中一些负载较重的辊筒,如主驱动辊、张紧辊,热压辊等,可以使用锻钢轴头。由于辊筒的连接法兰与轴伸为一个整体锻件,法兰与轴伸间没有因焊接而产生的应力集中现象,提高了耐疲劳性能,杜绝了断轴事故。
