五面体龙门加工中心附件头故障处理
2015-06-01谭立岗
谭立岗
(中国北车集团大同电力机车有限责任公司,山西 大同 037038)
五面体龙门加工中心主要适用于加工大型复杂工件,通常配备多个附件头,附件头根据工件的加工要求进行特殊设计,一般分为直角头、立铣头、特殊角度头以及万能头等。为实现刀具和附件头的自动交换,以及直角头的旋转功能,主轴内配有自动松拉机构。韩国HPM-30L五面体龙门加工中心为动梁式,使用FANUC 18i数控系统,主轴配有标准立铣头、加长立铣头、标准直角头和窄直角头。当主轴挂载立铣头时,松拉附件头与松拉刀是同一套机构。当主轴挂载直角头铣头时,松拉附件头机构与松拉刀机构无关,松拉刀是靠直角头的内部结构实现的。本文结合主轴挂载立铣头时的刀具自动交换和各附件头之间自动交换时出现的松拉刀或附件头不到位故障,分析松拉附件头机构的工作原理,查找故障点,最终排除故障。
1 松拉附件头机构工作原理
韩国HPM-30L五面体龙门加工中心的主轴松拉附件头机构可实现立铣头的刀具松拉、各附件头的松拉、和直角头的旋转功能。如图1所示,为主轴松拉附件头机构的执行机构——串联油缸,通过控制上中下油腔的进油顺序,使油缸活塞杆保持在不同的三个位置,分别为拉紧位置、旋转位置和松开位置。当油缸上油腔进油,中下油腔回油时为旋转位置;当油缸中油腔进油,上下油腔回油时为松开位置;当油缸下油腔进油,上中油腔回油时为拉紧位置。
1.1 串联油缸的拉紧位置功能
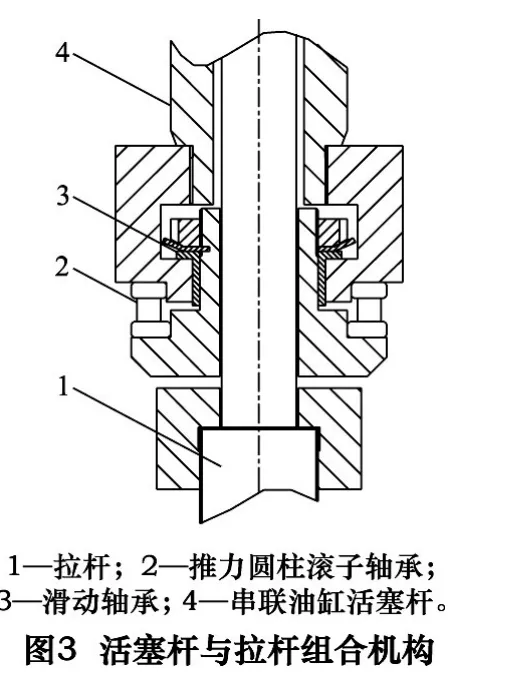
当串联油缸在拉紧位置时,可实现附件头和刀具的夹紧功能。此时串联油缸的活塞杆在最上端,拉杆在主轴内的碟型弹簧的作用下到达上死点,如图2所示,拉杆与拉爪连接,拉爪带动拉钉向上移动,使附件头和刀具拉紧。此时活塞杆与拉杆的位置关系如图3所示,两者之间有3mm的间隙,以实现主轴带动拉杆旋转时与油缸活塞杆不接触。

1.2 串联油缸的旋转位置功能
串联油缸的旋转位置是专为直角附件头设计的,以实现不同角度平面的加工。当串联油缸由拉紧位置到达旋转位置时,油缸活塞杆向下运动,消除3mm的间隙后,推动拉杆再向下运动8mm,此时附件头也随之向下,脱开附件头的定位装置(鼠牙盘),再由旋转机构实现直角附件头的旋转功能,在附件头旋转过程中,为了使活塞杆与拉杆不产生旋转摩擦,如图3所示,采用一个推力圆柱滚子轴承和一个滑动轴承组合机构过渡。

1.3 串联油缸的松开位置功能
当串联油缸活塞杆到达松开位置时,可实现立铣头松刀和附件头松开功能。此时串联油缸活塞杆向下运动,消除3mm的间隙后,推动拉杆向下运动19mm,如图2所示,附件头拉爪完全打开。当要实现立铣头的松刀功能时,旋转机构对附件头处于拉紧状态,拉杆推动立铣头拉钉向下运动,通过立铣头内部机构实现刀具的松开;当要实现附件头松开功能时,旋转机构与附件头脱离,附件头与拉杆一起向下运动,直到附件头拉爪完全打开,实现附件头与主轴的分离。
2 典型故障实例分析
2.1 故障现象与分析
韩国HPM-30L五面体龙门加工中心在使用过程中,先是在立铣头自动刀具交换过程中偶尔出现机械手主轴侧拔不出刀或装刀不到位报警,手动恢复后能正常工作,但随后出现的频率不断提高,需采取维修措施。根据以往的经验,拔不出刀或装不进刀的直接原因就是拉爪没有完全打开,使拉钉的进出不顺畅,而拉爪是否能完全打开是靠拉杆推动附件头拉钉下移的位置决定的,如果下移的距离不够,就会出现上述故障。在松拉刀过程中系统没有报警,说明图1所示的检测位置开关动作正常,串联油缸的各动作行程正常,应与电气故障无关,问题应该出在油缸与拉爪的中间环节。由于机床随机资料有限,对中间环节的机械结构不了解,无法判断故障点。最简便的解决方法就是加厚图2中的调整垫(机床厂家调试时采用过),调整后效果很好,但随后又出现同样的故障。反复调整几次后,出现震刀现象,发现是刀拉不紧造成的,之前还出现过附件头拉不起来故障。分析原因应该是加厚调整垫后虽然可以补偿拉杆下移的距离,但拉杆拉紧时的位置是固定的,加厚调整垫使拉杆变长,造成刀和附件头的拉爪回程不够,拉爪没有完全拉紧拉钉,从而出现拉不紧刀或拉不住附件头故障。拉杆下移行程不够靠调整垫只是治标不治本的方法,要彻底解决故障需检查串联油缸与拉杆之间的机械结构。
2.2 故障原因与分析
由于没有相关机械结构的图纸,只能边拆边分析故障原因,最终发现是图3中的推力圆柱滚子轴承坏了,滚子散落没有了,在推动拉杆时相当于活塞杆变短,使拉杆向下的行程变小。开始通过加厚拉爪处的调整垫可以补偿,但随着直角头旋转时活塞杆与拉杆在没有轴承的作用下相互磨损,使拉杆的行程越来越小,在加厚调整垫保证松刀位置的同时,拉杆的回程变小,因此出现拉不紧刀和拉不住附件头现象。
2.3 故障处理与效果
故障点明确后,对损坏部件进行修复或更换,对松拉机构进行现场测绘,制图存档,再把拉爪处的调整垫恢复,安装好后恢复正常。但用了几个月后又出现同样的故障,拆开后发现还是轴承原因,应该是装配时出了问题。先是按上次的方法进行装配,当装配好轴承后,发现活塞杆前端的旋转部件手动旋转不了,分析应该是螺帽拧得太紧,使轴承的预紧量太大,在旋转过程中造成轴承的损坏,调整好预紧量后,安装好后经近一年的观察,再未出现此类故障。
3 结语
五面体龙门加工中心松拉附件头机构需要掌握3个关键点:串联油缸3个位置的电气控制原理、活塞杆与拉杆的组合机构、附件头拉爪的调整。掌握了这3个关键点的工作原理和调整方法,就会很快判断故障点并解决故障。值得强调的是在拆解组合机械部件时要仔细分析各部件的作用和配合关系,以免在装配过程中出错,造成不必要的麻烦。
[1]机械设计手册编委会.机械设计手册:第3卷[M].3版.北京:机械工业出版社,2004.
