航空复合材料结构修理方法*
2015-05-31中国商飞上海飞机设计研究院孙雨辰季佳佳
中国商飞上海飞机设计研究院 孙雨辰 季佳佳
西 北 工 业 大 学 冯蕴雯
复合材料在航空结构中的应用最初仅限于飞机次承力结构,而现今已广泛应用于各种机型的主承力结构,在结构重量中占有的比例也逐渐增加。复合材料结构在生产、使用和维护过程中不可避免会产生缺陷或损伤,因此复合材料构件修理问题引起人们广泛关注。
1 复合材料的缺陷/损伤与修理容限
复合材料结构由于制造工艺的因素会产生缺陷,如空隙、分层、脱胶等;装配过程中,在外载作用下也会出现损伤,常见损伤有分层、脱胶、表面划伤、错钻孔、孔边损伤、冲击损伤、雷击损伤、战伤、裂纹、燃烧等[1]。无论是先天生产缺陷还是后天机械损伤都会使飞机主承力结构受损、表面气动性能下降,从而导致结构使用寿命降低。
在明确结构损伤或缺陷类型后,需根据受力状况及危及飞行安全的严重程度确定损伤容限和修理容限。结构的损伤容限是结构损伤从可检测门槛值到临界值之间的范围,用以界定受损结构在规定的使用期内是否有足够的剩余强度。而修理容限是结合修理工艺水平和经济因素确定结构要修与不要修、能修与不能修的界限[2]。修理容限与损伤容限的关系如图1所示。
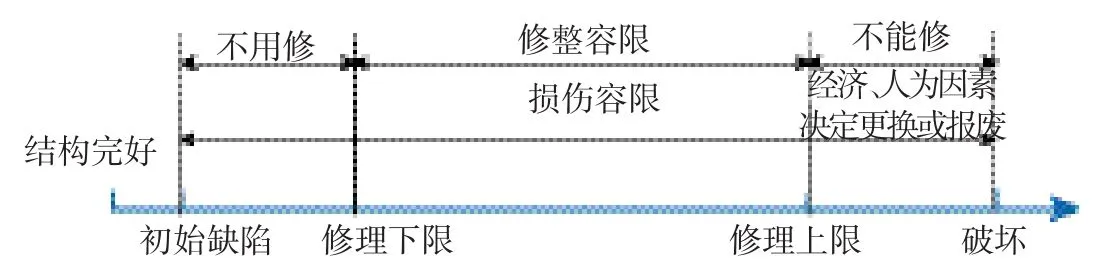
图1 修理容限与损伤容限关系Fig.1 Relation between repair tolerance and damage tolerance
导致飞机复合材料层合板和蜂窝加芯结构产生损伤最主要的原因是冲击损伤,按照检查发现难易程度可分为勉强目视可检损伤(BVID)、目视可检损伤(VID)和目视易检损伤(EVID)[3]。在航空维修领域内普遍认为飞机复合材料结构存在勉强目视可检损伤时,结构承载能力能够保持在1.5倍限制载荷(1.5LL),假设此时目视检出的概率为0;当结构出现较大损伤,即出现目视易检损伤时仍能满足限制载荷(1.0LL)的要求,假设此时目视检出概率为1。据以上标准可以得到表1,冲击损伤与结构承载能力的关系[4]。
复合材料修理容限的定量确定实质上是确定缺陷和损伤的验收标准。当损伤较轻,剩余强度高于或等于缺陷和损伤的标准时,可以不修,此时标准为修理下限。波音公司以损伤后结构强度达到原来的60%~80%为修理下限,修理下限最大值为结构强度的80%,此时目视可检的概率为60%以上,对应剩余强度为1.2LL, 符合工程实际。修理下限的最小值为结构强度的60%,这个指标仅仅适用于非承力结构,如翼身整流罩、雷达罩等,此时剩余强度为0.9LL。当缺陷或损伤过于严重,进行修理已经超出经济性、技术性可行范围,选择不进行维修而是更换结构,此时缺陷和损伤的标准为修理上限。

表1 结构承载能力对冲击损伤的要求
2 复合材料修理方法研究现状
当确定复合材料损伤或缺陷在修理容限之内时可以选择合适的方法对损伤进行修理。常用的修理方法如下。
2.1 填充与灌注修理
对于非承力的复合材料结构,如气动整流罩、天线罩等结构,与受载较小的蜂窝夹层结构的不严重损伤可采用填充与灌注的修理方法[2]。修理的损伤主要表现为表面划痕、凹坑、部分蜂窝芯子损伤、蒙皮位置错钻孔、孔尺寸过大等。修理时损伤部位不需要去除,在损伤部位填充合适的封装化合物,在除湿后在损伤部位用一层玻璃纤维/环氧布密封,防止湿气渗入及损伤扩大。
2.2 机械连接修理
在过去的十几年中,已经有许多研究者针对螺栓连接修理方法分别采用解析法、数值法和试验法进行了研究[5-12]。这一修理方法是在损伤结构的外部用螺栓或铆钉固定一个外部补片,使损伤结构遭到破坏的载荷传递路线得以重新恢复,连接方法大多采用螺栓连接,亦可以采用铆钉连接,尤其是单面铆接。由于复合材料具有脆性及各向异性的属性,螺栓孔或铆钉孔边会产生应力集中,导致抗疲劳性能不佳。现阶段机械连接修理技术已经广泛采用新设备新技术,向自动化、柔性化、智能化的方向发展[13-14]。
2.3 胶结修理
胶结修理通常比机械连接修理更可靠[15-17],不会产生孔而导致应力集中,胶结修理又分为胶结贴补修理和胶结挖补修理。
2.3.1 胶结贴补修理
近些年来,对复合材料结构的贴补修补技术的研究不断向前推进,在试验和理论方面都取得了一定成果[18-21]。这种方法适用于外场修理,多用于平面形制件,板厚较薄、载荷不大、气动外形要求不高的结构,用胶结的方法将补片贴于复合材料制件的缺陷或损伤部位。在飞机表面胶结贴补修理时,为了使连接处截面变化较为缓和,补片四周一般做成斜削的形状。胶黏剂选择时应满足剪切强度和剥离强度的要求。
2.3.2 胶结挖补修理
对于胶结挖补修理方法的研究始于20世纪90年代[22-23],近些年来又有了长足的发展[24-26]。对受冲击损伤的复合材料层合板和蜂窝结构挖补修理是一种非常有效的修理方法,可以最大限度恢复结构的强度。挖去损伤或缺陷的部位,留下一个具有锥度的孔,先对层合板进行干燥处理,然后再用复合材料补片通过胶结的方法将其修补完整。层合板结构和蜂窝夹芯结构填补时均可采用阶梯挖补和楔形挖补法,具体如图2、3所示。
2.4 树脂注射修理
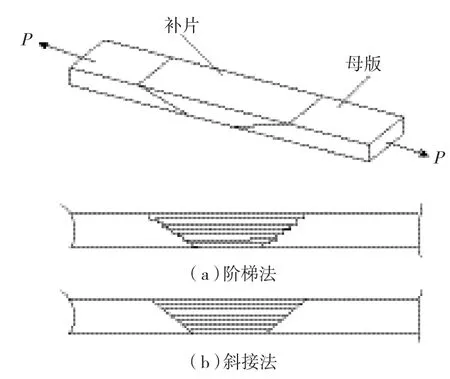
图2 层合板挖补修理Fig.2 Scarf patch repair with laminate plates
树脂注射修理是用流动性较好的树脂注入分层或脱粘的缺陷、损伤区,但仅限于分层脱粘或板、孔边缘损伤的修理[27]。修理时在分层的层合板上钻出2个孔,一个空内注入低粘度树脂,另一个孔做通气孔,如图4所示。修理时先进行材料准备,包括损伤确认、表面处理和钻孔。钻孔时只能钻透层合板的一半厚度,这样注入的树脂也能达到结构内部的损伤裂纹与分层处。之后对修理结构进行预热,抽真空后注入树脂完成修复。
2.5 快速修理方法
近些年来,工程上广泛采用了多种适应于外场的复合材料快速修理方法,主要有微波修复方法、电子束固化修理方法、光固化修理方法和激光自动修理方法。
2.5.1 微波修复
采用微波对复合材料进行修复能够迅速恢复结构强度,是一种理想的外场修理方法[28]。补片修理损伤或缺陷结构时,微波能加速固化过程,起主导作用的是微波的制热效应,常用树脂等高分子材料,包括胶黏剂多为含极性基团的聚合物,这些极性分子在交变电场的作用下将随外施电场的频率转动,从而制热。为了使制热效应在复合材料中产生,在修复区注入微波吸收剂,以提高材料的导电磁率,或采用能高效吸收微波的高速固化胶黏剂,同时用特殊设计的微波施加器对修复区施加微波能,使之在数十秒之内形成新的、更强的界面,修复损伤。
2.5.2 电子束固化修理
电子束固化修理具有固化速度快、温度低、模具成本低的优势,法国、美国、意大利等国家先后开始对这种固化方式在复合材料修理方面的研究[29-30]。电子束固化基体树脂、结构胶黏剂或预浸料可在室温或接近室温及接触压力下固化,电子束可以被限制在修理区域,大大减少固化应力、热应力和局部加热对周围区域的影响。适用于修理的电子束固化机理是采用高能量电子束碰撞目标分子,释放足够的能量使其产生一系列活泼的粒子,临近的分子激发活泼粒子释放能量,形成化学键,达到固化修理的目的。
2.5.3 光固化修理
光固化预浸料胶结修理技术是利用光敏胶固化速度快的特点,将预浸料补片贴到损伤部位,利用紫外光照射固化,对裂纹、孔洞、腐蚀、灼伤等损伤进行快速修复[31]。修复的补片可预先制备,操作简单、从实施修理到装备投入使用的时间短,修理补片在固化前呈柔性,粘贴可根据需要任意改变形状,适用于各种复杂形状的机件修理,修理后补片与原结构贴合较好,具有恢复原有结构形状和保持气动外形的能力。修理需要操作空间小,适用于空间狭窄的内部损伤修理。
2.5.4 激光自动化修理
近年来,国际上也出现了自动修复复合材料的新技术,如采用激光技术自动修复复合材料结构[32]。使用激光清除损坏的材料,用激光将每层复合材料的树脂融化,剩下松动的纤维用刷子刷掉,处理下一层,而损伤区外的纤维和树脂完好无损。该技术对复合材料结构不会产生力量或振动,对整体强度或完整性没有不利影响。损坏区域很干净,使用现场就可固化的加热毡作为替换的补丁来修补。
2.6 修理方法对比分析
不同修理方法适用范围不同,在选择修理方法时需要综合考虑结构承载要求、受载情况、气动外形要求、损伤严重程度和修理技术水平和经济性限制等因素。各种方法也有各自优缺点。表2对上述复合材料结构修理方法进行了简要对比。
3 修理效果评估标准
近些年,国外对复合材料构件修理效果的评估逐渐形成了完整的体系[33-34],主要评估内容可以归纳如下:(1)修理后结构强度恢复到设计强度;(2)修理时保持结构刚度的完整性,并且充分考虑飞行表面和操纵面的弯曲极限,不能改变飞机的飞行特性;(3)从耐久性的角度考察结构性能,包括疲劳加载对螺栓或胶结接头的影响、损伤的增长,不相似材料导致的腐蚀作用和树脂材料在湿热环境中的降解作用;(4)结构质量增加最小;(5)保持飞机外形的气动平滑度;(6)修理过程可操纵性好,修理成本低。
4 存在问题与发展方向
虽然国际上对复合材料的修理的研究已经日趋成熟,但国内技术的研究起步较晚。从20世纪80年代开始针对缺陷影响、无损探伤的修理方法和修理工艺开展探索性研究。20世纪90年代开始跟踪国外复合材料修理方法,完成了主要修理方法的验证工作,也针对碳纤维层合板 T300/5405、T300/QY8911,胶黏剂 J116、J159等具体修理材料进行了初步评定;尝试着对一些机型的复合材料结构进行维修,如服役中歼击机的雷达罩、直升机涵道垂尾、客机的升降舵等复合材料构件,积累了一定的修理经验,但是在很多方面与国外相比还有很大差距。
修理容限的范围界定尚未成熟,尤其是处于复杂应力状态下的结构,在受到损伤后的剩余强度的确定需要试验验证,而国内仍缺少这方面研究的试验仪器和设备。国内积累的复合材料修理经验主要对象为次承力结构,多为外场应急修理,对主承力构件基本没有进行修理适用性研究。修理材料方面,国内尚不能生产用于复合材料修理的原材料(预浸料),复合材料修理手册中提及的胶黏剂缺乏试验测试数据,可供选择经过试验验证的修理材料种类很少。对于最广泛采用的胶结修理方法,仍有很多工作需要开展。如对大曲率层合板结构的修理,对胶黏剂受力特性的在复合材料厚度方向上表现出的非线性特征对修理效果的影响,固化温度对修理效率的影响,疲劳作用对修理结构性能的影响都亟需进一步研究。在修理验证方面,经修理后结构是否恢复强度要求并满足适航条例规定仍需要理论分析做基础,并伴随大量试验支持,试验研究可从试样级到元件级再到部件级,从简单结构到复杂结构逐步进行。
复合材料修理技术需要不断汲取新技术,向优质、高效和低成本方向发展,成熟健全的修理技术是复合材料在航空结构上的广泛使用的有力保障。
[1] 陈绍杰. 复合材料修理指南. 北京: 航空工业出版社,2001.
[2] FAWCETT A J, OAKES G D. Boeing composite airframe damage tolerance and service experience. Chicago: Composite Damage Tolerance and Maintenance Workshop, 2006.
[3] Boeing. Boeing 737-300 Structural repair manual. Boeing, 2000.
[4] 梁艳勤. 民机复合材料结构修理容限与修理后适航符合性验证研究. 上海: 上海交通大学, 2011.
[5] DANO M L, GENDRON G, PICARD A. Stress and failure analysis of mechanically fastened joints in composite plates. Composite Structures, 2000, 50: 287-296.
[6] MCCARTHY C T, MCCARTHY M A, LAWLOR V P.Progressive damage analysis of multi-bolt composite joints with variable bolt-hole clearances. Composite Part B, 2005, 36(4): 290-305.
[7] FOX D E, SWAIM K W. Static strength characteristics of mechanically fastened composite joints. NASA/TM-1999-209735.
[8] MCCARTHY C T, MCCARTHY M A. Three-dimensional finite element analysis of single-bolt, single-lap composite bolted joints: PartⅡEffects of bolt-hole clearance. Composite Structures, 2005, 71(2): 159-175.
[9] MCCARTHY M A, MCCARTHY C T. A simple method for determining the effects of bolt-hole clearance on load distribution in single-column multi-bolt composite joints. Composite Structures, 2006,73(1): 78-87.
[10] ALAATTIN A. Bearing strength of carbon epoxy laminates under static and dynamic loading. Composite Structures, 2005, 67(4): 485-489.
[11] ALAATTIN A, HUSNU D. The effect of stacking sequences of carbon epoxy laminates on pinned-joint strength. Composite Structures,2003, 62(1): 107-111.
[12] HEUNG-JOON P. Effects of stacking sequences and clamping force on the bearing strengths of mechanically fastened joints in composite laminates. Composite Structures, 2001, 53(2): 213-221.
[13] 蔡闻峰, 薛小平. 先进复合材料结构飞机机械连接技术现状及发展方向. 航空精密制造技术, 2010(2): 22-24.
[14] 刘善国. 国外先进飞机制造技术发展趋势. 航空科学技术,2003(4): 26-29.
[15] 陈迟, 汪海, 陈秀华. 含多源损伤的胶结修补结构有限元分析方法. 力学季刊, 2007, 28(1): 129-134.
[16] 杨孚标, 肖加余, 曾竟成. 双向受载裂纹板的碳纤维复合材料补片的胶结修补分析. 国防科技大学学报, 2005, 27(6): 21-25.
[17] BAKER A A, ROSE L R F, JONES R. Advances in the bonded composite repair of metallic aircraft structure. Elsevier Science, 2003.
[18] SOUTIS C, DUAN D-M, GOUTAS P. Compressive behavior of CFRP laminates repaired with adhesively bonded external patches.Composite Structures, 1999, 45: 289-301.
[19] HU F Z, SOUTIS C. Strength prediction of patch-repaired CFRP laminates loaded in compression. Composites Science and Technology, 2000, 60(7): 1103-1114.
[20] BARUT A, HANAUSKA J, MADENCI E, et al. Analysis method for bonded patch repair of a skin with a cutout. Composite Structures, 2002, 55(3): 277-294.
[21] ENGELS H, BECKERW. Closed-form analysis for external patch repairs of laminates. Composite Structures, 2002, 56(3): 259-268.
[22] JONES J S, GRAVES S R. Repair techniques for Celion/LARC-160 graphite/polyimide composite structures. NASA-CR-3794,1984.
[23] FOUND M S, FRIEND M J. Evaluation of CFRP panels with scarf repair patches. Composite Structures, 1995, 32: 122-125.
[24] 喻梅, 胡新宇. 复合材料挖补修理结构的有限元建模及精度影响分析. 安徽建筑工业学院学报, 2009(6): 1-6.
[25] CAMPOHO R D. Tensile behavior of three-dimensional carbon-epoxy adhesively-bonded single and double-scarf repairs.Adhesion and Adhesives, 2009(6): 678-686.
[26] WANG C H, GUNNION A J. Optimum shapes of scarf repairs.Composite Part A, 2009, 40(9): 1407-1418.
[27] PAGE S A, MEZZENGA R, BOOGH L, et al. Surface energetic evolution during processing of epoxy resins. Colloid Interf. Sci, 2000, 222:55-62.
[28] 陈先有, 崔晶. 航空复合材料结构修补技术分析. 航空科学技术 , 2007(2): 32-33.
[29] LOPATA V J. The manufacturing and repair of high performance composites using electron beam curing. Materials Technology,1999, 56(4): 417-427.
[30] 李玉彬, 张佐光, 孙志杰. 环氧树脂电子束固化微观结构及其影响因素. 北京航空航天大学学报, 2007, 33(8): 986-990.
[31] 陈浩, 刘玉亭, 刘成武, 等. 光固化复合材料预浸料修理补片的研制. 兵器材料科学与工程, 2008, 31(2): 91-94.
[32] BALDWIN H. Composite evolution. Overhaul & Maintenance,2011, 6: 32-33.
[33]谭朝元, 孙宝岗, 邓火英, 等. 结构复合材料修补技术研究进展. 宇航材料工艺 , 2011(2): 26-39.
[34] SWIFT E J, LEVALLEY B D, BOYER D B. Evaluation of new methods for composite repair. Dental Materials, 1992, 8(6): 362-365
