二甲醚系统粗甲醚冷凝器改造及应用
2015-05-25黄孺国崔文丽
黄孺国 崔文丽
(河南龙宇煤化工有限公司河南永城476600)
二甲醚系统粗甲醚冷凝器改造及应用
黄孺国 崔文丽
(河南龙宇煤化工有限公司河南永城476600)
1 改造前二甲醚工艺流程
河南龙宇煤化工有限公司(以下简称龙宇公司)一期工程装置年产500kt甲醇和200kt二甲醚,二甲醚装置是甲醇下游装置,进行甲醇产品深加工。甲醇制二甲醚生产工艺过程分为合成反应、精馏和汽提三大工序。经汽化塔汽化后的甲醇蒸气进反应器反应后,粗甲醚气体经气体换热器与原料甲醇蒸气换热,然后去精馏塔再沸器Ⅱ与精馏塔釜液换热,再去甲醇预热器与原料甲醇换热,最后去粗甲醚预热器与粗甲醚换热,换热后的反应气经粗甲醚冷凝器冷却后进入粗甲醚贮罐进行气液分离。气相为H2,CO,CH4,CO2等不凝性气体以及饱和的甲醇、二甲醚蒸气,经气体冷却器冷却后进入洗涤塔;洗涤吸收二甲醚后,不凝气体放空去主火炬;液相的粗甲醚经精馏塔和精馏塔冷凝器,生产出合格的二甲醚产品(图1,云线内为改造部分)。
2 存在的问题
二甲醚装置粗甲醚冷凝器气相进口设计温度110℃,冷凝后粗甲醚温度约40℃,粗甲醚冷凝器循环水上水设计温度30℃、压力0.4MPa。但由于夏季环境温度升高,装置的热负荷也随之增大,循环水上水温度最高可达35℃左右,加上夏季水中微生物繁殖较快,导致循环水在通过冷凝器列管时在管壁生成污垢,造成粗甲醚冷凝器冷热端温差小,影响冷凝器换热效果,冷却后粗甲醚温度最高可达48℃,而设计温度<40℃。受冷却后粗甲醚温度过高的影响,系统放空量增大,造成有效组分流失,装置被迫降负荷。由原130%降至100%负荷运行时,系统仍有1000m3/h(标态)左右的放空量。经分析,放空气主要成分是二甲醚,其体积分数高达70%左右;按标态换算,从放空气中流失的二甲醚量达1.5t/h;按二甲醚价格4200元/t计,日损失费用达15万元。要保证二甲醚日产量不下降,二甲醚耗甲醇量就自然偏高,即产品的综合能耗偏高。

图1 改造前、后二甲醚工艺流程
3 解决措施
解决问题的关键在于需要对粗甲醚冷凝器进行改造,降低粗甲醚冷凝器的热负荷。经研究分析,认为应该将出反应器的反应气在进入粗甲醚冷凝器前就进行气相冷却,从而降低冷却后粗甲醚液体和不凝气的温度,达到减少系统放空量的目的。经与原设计院沟通协调并通过物料衡算及现场论证,最后决定在粗甲醚冷凝器入口管线前串联1组粗甲醚复合式蒸发冷却器(图1内云线部分)。该复合式蒸发冷却器包含8台380V动设备,其中有6台冷却用轴流风机(单台容量为7.5kW)和2台水泵(单台容量为5.5kW)。
4 改造效果
改造前、后工艺运行参数对比见表1。
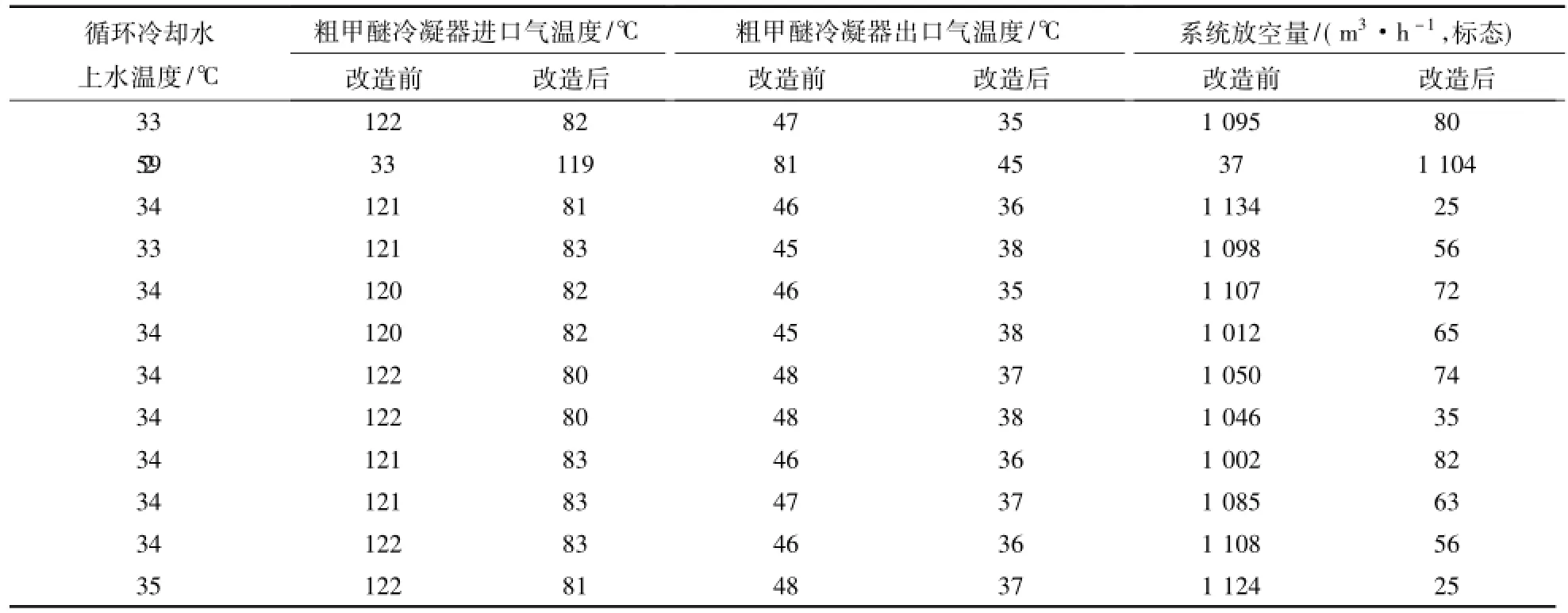
表1 改造前、后工艺运行参数对比
由表1数据分析可知:循环冷却水上水温度在33~35℃,二甲醚装置运行负荷为125%。改造后,反应系统放空量<100m3/h(标态)且未检出二甲醚,粗甲醚冷凝器进口气温度降至80~83℃,粗甲醚冷凝器出口气温度降至40℃以下,解决了系统放空造成的损失和浪费,有效解决了二甲醚装置在夏季高温条件下运行时能耗高的问题,降低了生产运行成本,产生了较大的经济效益和节能效果。
2014-04-17)
