冷敲成形机工作机构运动学与动力学分析
2015-05-25李永堂刘志奇宋建丽
李永堂,牛 婷,刘志奇,宋建丽
(太原科技大学材料科学与工程学院,太原 030024)
冷敲成形机工作机构运动学与动力学分析
李永堂,牛 婷,刘志奇,宋建丽
(太原科技大学材料科学与工程学院,太原 030024)
冷敲成形是生产大模数花键和汽车离合器齿毂等齿形轴类件的高效、先进成形工艺技术。在齿形轴类零件冷敲成形过程中,冷敲机要实现打轮高速旋转敲击、主轴径向进给、工件轴精确旋转分度和轴向微量进给等多轴同步运动,同时还要承受复杂的多变载荷,工作精度要求高。本文通过分析冷敲成形工艺过程,探讨了冷敲成形工艺参数计算理论和方法;结合设备和工艺参数,建立了成形过程冷敲机工作机构的运动方程和运动学与动力学数学模型,通过仿真与分析,揭示了各种运动和各工作主轴传动之间的匹配关系及其运行规律。
齿形轴类件;冷敲机;塑性成形;运动学分析
随着我国国民经济和国防建设的快速发展,对大模数花键和汽车离合器齿毂等大型齿形轴类件的需求不断增加,性能要求也在不断提高。传统的用切削加工工艺生产大型齿形轴类零件的方法,生产效率低,材料浪费严重,由于纤维被切断而造成机械性能差、表面质量和精度低,因此无法满足高精度和高性能制造的要求。轴类件冷滚压、冷搓成形工艺技术具有生产率高、节约材料、制件表面质量和机械性能好等优点,但只适合于生产模数较小的花键等轴类零件[1]。随着科学技术的进步,冷敲成形加工技术由于具有高效、节材和制件性能好等特点,成为生产大型齿形轴类零件先进手段和方法。
冷敲成形加工工艺是在室温状态下,采用与被加工工件形状相同且对称布置的两滚打轮在工件表面高速旋转敲击,通过工件主轴的精确旋转分度和微量进给,实现工件的累计变形,从而达到齿形轴类件成形的目的。近年来国内外学者在冷敲成形工艺分析方面进行了卓有成效的研究工作,Krapfenbauer H与Silva M B等对花键等轴类件冷敲成形工艺进行了研究[2-3]。李言、崔凤奎等对冷敲成形工艺金属变形过程、滚打轮设计等进行了研究和仿真分析[4-5]。太原科技大学和青岛生建机械厂在国家自然科学基金等项目的支持下,开展了大模数花键冷敲成形理论、工艺和装备的研究,取得了初步的成果[6-8]。
冷敲装备研发是实现齿形轴类零件冷敲成形工艺及其推广应用的前提和保障。由于冷敲成形过程是在高速和重载下完成的,因此要实现冷敲成形过程滚打轮高速旋转敲击、工件精确旋转分度、滚打轮与工作主轴径向进给和工件轴向进给等各种动作的高精度协调运动和控制,具有一定的难度和挑战性。本文结合大模数花键冷敲成形装备研发工作实际,探讨各种运动参数及其运动规律,建立成形过程冷敲机工作机构运动方程及其数学模型,通过运动学与动力学仿真,揭示冷敲机各种运动和各工作主轴的匹配关系和运行规律,为齿形轴类零件冷敲机的研发和应用提供依据。
1 冷敲成形过程工作机构运动学分析
齿形轴类零件冷敲成形过程如图1所示,工件与滚打轮机构几何关系如图2所示。两个与所要成形的工件形状和模数相同的滚打轮模具安装在轧头上,并围绕B主轴高速旋转,每旋转一圈,敲击工件一次。两次敲击间隙,工件旋转一个齿形的角度(围绕A轴旋转分度)。并通过工件的轴向进给(Z轴运动)和工作主轴的径向进给(X轴运动)的协调配合运动,实现工件的冷敲成形。
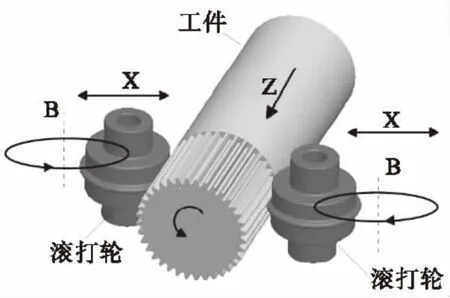
图1 冷敲成形过程示意图Fig.1 Principl of cold strike forming
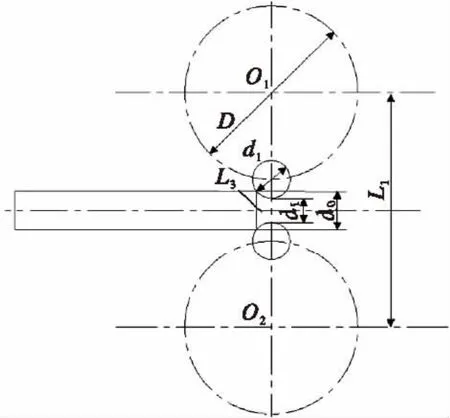
图2 工件与滚打轮机构几何关系图Fig.2 Geometrical schematic between workpiece and rolling wheel mechanism

式中:L0——两主轴初始间距。
图2是敲击时滚打轮运动轨迹,由图中可以看出,滚打轮从接触工件到脱离沿工件轴向走过的距离为:

由图2可知,敲击时两工作主轴间距为:

式中:d1,df——分别为滚打轮直径和工件齿根圆直径;
D——滚打轮围绕工作主轴旋转直径。轧辊主轴径向进给速度为:
式中:hf——工件齿高,即齿顶园与齿根园半径之差。
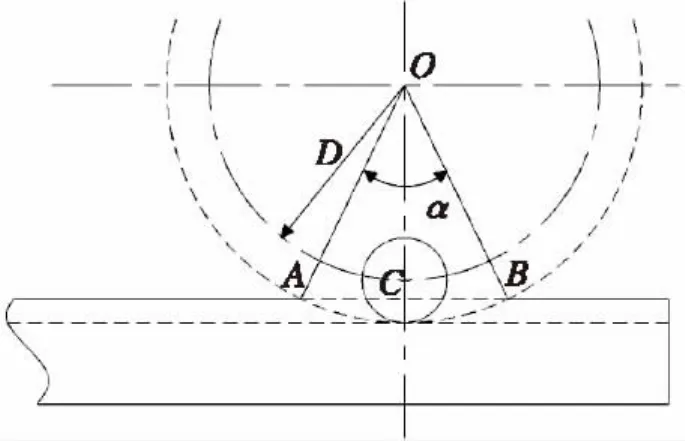
图3 敲击时滚打轮运动轨迹Fig.3 Movement locus of rolling wheel during striking
敲击时滚打轮与工件接触角为:

设轧辊主轴的旋转一周所用时间为T,则敲击时滚打轮与工件的接触时间为:
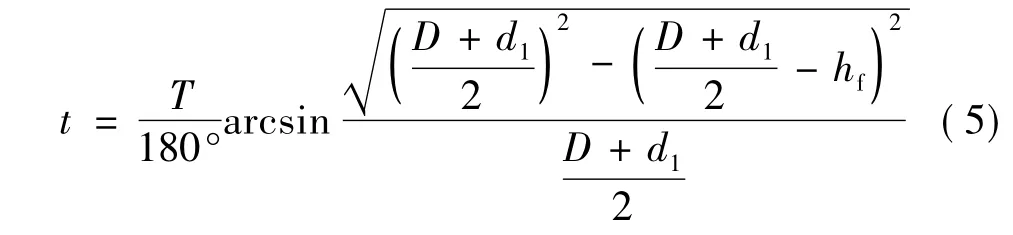
由此可推导出为防止运动干涉,工件间歇分度的旋转转速应满足的条件为:

2 冷敲成形过程工作机构运动学仿真与分析
课题组开发了LQ200型齿形轴类零件冷敲机,并在该装备上进行了大模数花键等各种齿形轴类零件的冷敲成形工艺试验。本文的运动学仿真分析即是结合该设备的工艺参数、运动参数和成形加工的具体零件进行的。
冷敲机工艺参数:成形花键齿形最大长度:200 mm;安装工件最大长度:1 000 mm;成形工件直径范围:φ80~φ260;成形工件齿数范围:12~36;轧辊主轴最大转速:1 500 r/min;滚打轮围绕主轴回转直径:205 mm;两轧辊主轴中心距:290~470 mm;工件轴向进给速度:40~250 mm/min.
成形的大模数花键参数为:齿数z=36;模数m= 2.5;齿顶圆直径dα=92.25 mm,齿根圆直径df= 86.50 mm,基圆直径db=71.40 mm,分度圆直径d=90的渐开线花键(GB/T3478,1-2008),工件毛坯直径为分度圆直径d0=90 mm.
在此基础上,计算并确定工艺参数为:轧辊主轴的旋转直径D=205 mm;两轧辊主轴初始间距距L0=404.026 9 mm;滚打轮的外轮廓直径为d1=40 mm;敲击时两轧辊主轴间距L1=331.5 mm;滚打轮与工件接触时间t=0.019 4 s;工件微进给量速度v3=1 mm/s.
冷敲成形过程中工作机构和工件的主要运动为:滚打轮围绕轧辊主轴旋转运动;滚打轮自身自由旋转,依靠摩擦力与工件接触;工件微量进给运动;滚打轮脱离工件间隙,工件旋转运动。根据上述计算所的参数,即可建立冷敲机工作机构与工件运动的Adams数学模型,结合具体的初始条件和约束条件,便可进行运动学仿真。
通过运动学仿真,得到了两轧辊主轴从初始位置到工作位置运动的位移、速度变化和所用时间;得到了工件轴向进给的速度变化曲线;得到了工件间歇旋转分度的速度变化曲线(如图4所示),还得到了工件受冲击载荷随时间变化及其与工件轴向进给的关系(如图5所示)。
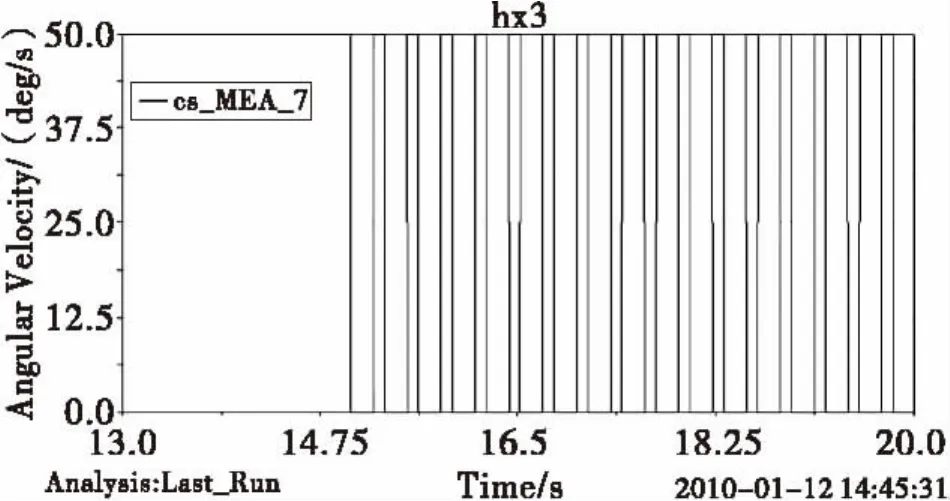
图4 工件间歇旋转速度随时间变化曲线图Fig.4 Velocity curves varying with time while workpiece is under intermittent rotation
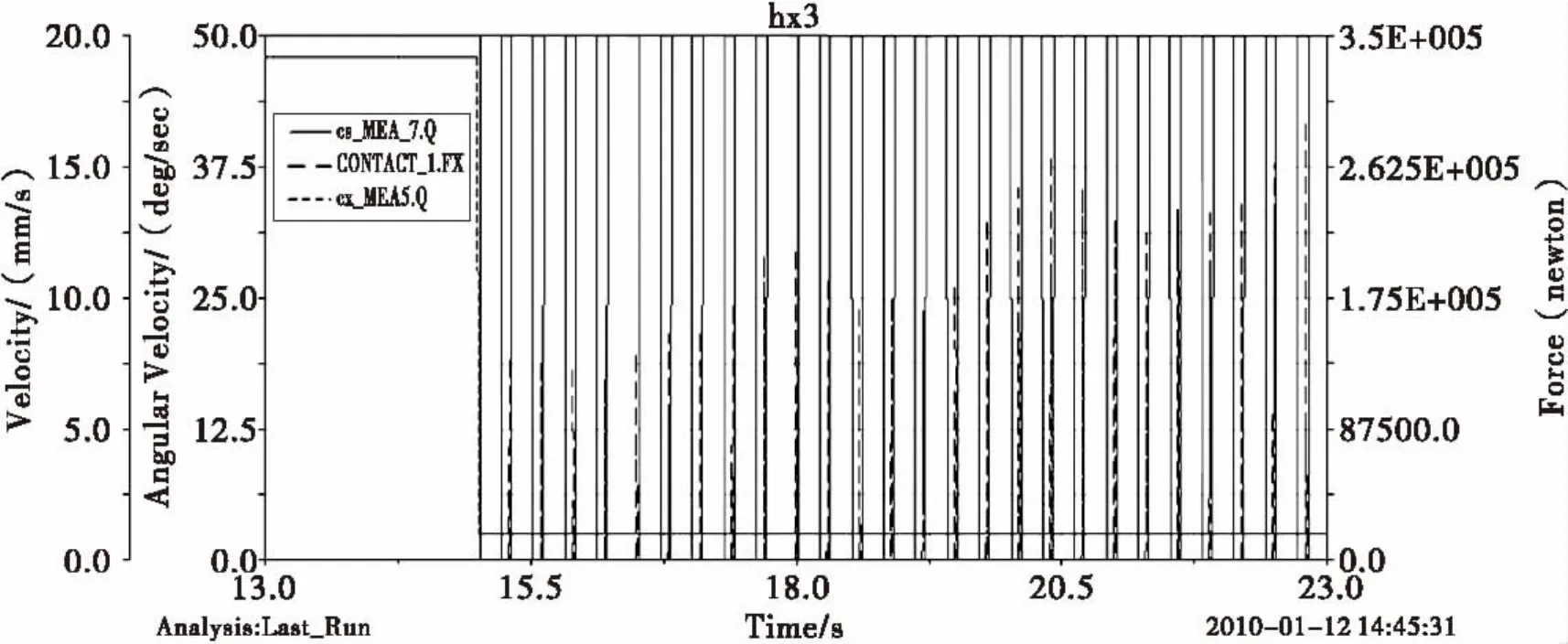
图5 工件受冲击载荷随时间变化及其与工件轴向进给和旋转分度对比Fig.5 Impact load,axial feed velocity and rotary index velocity of workpiece varying with time
从图4中可以看出,开始阶段为工件送料阶段,没有旋转分度运动。15.02 s后开始旋转速度为50 rad/s,0.2 s后速度为零,再过0.1 s后转速为50 rad/s,以此依次频率循环,直至工件成形。图5中红色粗实线为工件进给速度变化,细实线为工件旋转分度速度变化,紫色虚线为冲击载荷变化,可见敲击过程中加载、旋转分度运动和工件轴向进给运动是协调的。
3 冷敲机工作机构的动力学分析
由上述冷敲成形工艺和运动学分析可知,齿形轴类零件冷敲成形过程中,冷敲机通过滚打轮为成形工件施加周期性冲击载荷,在这种冲击载荷作用下,工件产生塑性变形和金属流动,直至成形所需形状。同时工件的变形抗力也通过轧头传递给冷敲机机身,因此对冷敲机加载和成形过程进行动力学分析,探讨冷敲成形过程载荷变化,对于研究分析成形工艺、装备设计、刚度和成形精度都是非常重要的。
滚打轮施加给工件的载荷可用两构件之间的接触力表示,由Adams/view软件中接触力计算的冲击函数法可得Impact函数表达式为[9-10]:

式中k为接触刚度系数;q0为两物体的初始距离;q为两物体的实际距离;dp/dt为接触速度;cmax为最大阻尼系数;d为切入深度,决定了何时阻尼达到最大;冷敲碰撞过程中阻尼力不连续,所以阻尼力step(x,x0,h0,x1,h1)函数表达式为:
接触刚度系数k可近似利用Hertz理论来确定,即:

式中υ1,υ2为两物体的泊松比,E1,E2为两物体的弹性模量,R为折合接触半径。实际工艺中,滚打轮材料为GCr15,工件材料为45钢,根据材料的弹性模量、泊松比和两物体基础半径,可由上式计算接触刚度系数k=5.1263×104.
根据实际工艺确定参数设置,便可进行冷敲过程的动力学仿真。图6是轧辊主轴转速为1 400 rad/min,工件进给速度为1 mm/s时仿真所得一次敲击工件所受载荷曲线。其中红色粗实线为X轴方向(见图1)载荷变化,蓝色虚线为Y轴方向载荷变化,红色虚线为Z轴方向载荷变化。可见沿X轴方向载荷远大于Y、Z两轴。
通过动力学仿真,还得到了不同的滚打轮主轴转速和工件不同进给速度下的载荷变化。从仿真结果可以看出,工件所受到的沿X方向载荷随着主轴转速增加而增加,随着进给速度增加而增加。工作中载荷变化的仿真结果可为冷敲机结构设计和刚度、精度分析提供依据。
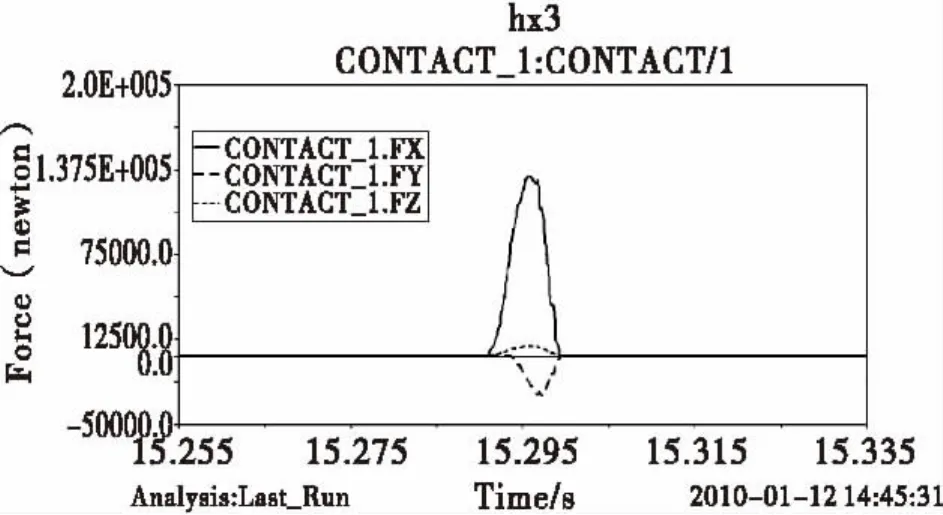
图6 一次敲击时工件所受载荷变化Fig.6 Load change of workpiece during striking
4 结论
以LQ200型大模数花键冷敲机为例,通过分析大模数花键冷敲成形工艺,建立了冷敲机工作机构和工件各种运动的参数计算理论和方法,对工作机构和工件的工作过程进行了运动学仿真,提出了各种运动不发生干涉条件下的工艺参数;通过对冷敲成形过程的动力学仿真,得到了冷敲成形过程中工作载荷的变化规律,可为齿形轴类零件冷敲机结构设计、刚度和精度分析提供依据。
冷敲成形加工是生产高性能齿形轴类零件的高效、节材和高精度先进加工技术,冷敲机是实现和完成齿形轴类零件冷敲成形的前提和保证。因此开展冷敲机结构和原理的研究,开发具有我国自主知识产权的冷敲机产品,对于推动和促进我国汽车工业、航空航天、国防工业和高端装备制造业的发展具有重要意义。
[1]宋建丽,刘志奇,李永堂.轴类零件冷滚压精密成形理论与技术[M].北京:国防出版社,2013.
[2]KRAPFENBAUER H.New methods to cold roll splines on hollow blanks[J].European production engineering,1994,1(9):39-41.
[3]SILVA M B,ATKINS A G.Single point incremental forming&formability/failure diagrams[J].Journal of Strain Analysis for Engineering Design,2008,43(1):15-36.
[4]崔凤奎.高速精密冷滚打成形技术研究[D].西安:西安理工大学,2007.
[5]李言,杨明顺,李玢,等.丝杠冷滚打成形动力学仿真及分析[J].西安理工大学学报,2009,25(4):383-387.
[6]牛婷.大模数花键冷敲成形设备研究[D].太原:太原科技大学,2013.
[7]雷尚军.花键冷敲成形理论与仿真研究[D].太原:太原科技大学,2013.
[8]赵松渤,刘春祥.花键冷敲工艺及设备[J].现代制造技术与装备,2013(4):47-48.
[9]张璐,杨明顺,李言,等.高速冷滚打过程变形力解析方法及其修正[J].塑性工程学报,2011,18(5):1-7.
[10]李增刚.ADAMS入门详解与实例[M].北京:国防工业出版社,2010.
Kinematic and Dynamic Analysis on Working Mechanism of Cold Striking Machine
LI Yong-tang,NIU Ting,LIU Zhi-qi,SONG Jian-li
(1.School of Material Science and Engineering,Taiyuan University of Science and Technology,Taiyuan 030024,China;2.Shanxi Key Laboratory of Metallic Materials Forming Theory and Technology,Taiyuan 030024,China)
Cold Strike forming is an efficient and advanced technology to produce tooth-like shaft parts such as large modulus splines and clutch hubs.The important movements of cold striking machine,such as speed rotation of strike wheels,radial feed of strike wheel axle,intermittent rotation indexing of work-piece axle and axial microfeed of work-piece,must be achieved in the process of cold strike forming.At the same time,the load is complicated and changed.The high-machining precision is required.In this study,the calculation method of process parameters in cold strike forming was investigated by means of analysis on the process of cold strike forming.Combined with machine and process parameters,the motion equations of working mechanism in cold strike machine and the mathematical model on kinematic and dynamic features of the machine were established.The matching relationship and operating rules between various main axles and motion were obtained by simulation and analysis.
tooth-like shaft parts,cold striking machine,metal forming,kinematic analysis
TG315.79
A
10.3969/j.issn.1673-2057.2015.04.001
1673-2057(2015)04-0245-05
2015-01-20
国家自然科学基金(51275331,51475316);山西省科技重大专项(20111101034);山西省自然科学基金(2013011022-1)
李永堂(1957-),男,教授,博士生导师,主要研究方向为金属塑性成形工艺与设备。
