一种镗铣加工接管马鞍形坡口的方法及工装
2015-05-11徐建梅王永明
徐建梅 王永明 黄 沙
(哈电集团(秦皇岛)重型装备有限公司,河北 秦皇岛 066206)
承压容器的筒体上均设置有多种接管,包括功能性接管、连接用接管、人孔接管等,由于筒体形状的原因,接管与筒体的焊接坡口多为马鞍形结构,其特征为在马鞍形面上加工出的带钝边双U型组合坡口。由于大多数承压容器的接管为厚壁接管,在卧式数控镗铣床上多次装卡才能完成马鞍形坡口、内外表面马鞍形曲面的加工,本文就是针对此类组合马鞍形坡口的加工及装卡展开的研究。
1 接管马鞍形对接坡口加工方法
1.1 加工刀具的选择
针对U型坡口的曲面特点,其底部为圆角R结构,高度方向带一定倾角,在卧式数控镗铣床上采用成型球铣刀一次数控加工成型,接管加工效率较高。
1.2 接管的装卡
一般情况下,此类接管在卧式数控镗铣床上需加工5种马鞍形曲面,包括接管内弧面、内U的表面、钝边、外U的表面、接管外R弧面。受接管自身结构及刀具结构、设备加工能力的制约,一次加工成形很难达到。我们经研究认为在不改变设备结构和增加附件的前提下,接管马鞍形对接坡口的加工时应分两步进行,即钝边两侧坡口需分别加工,接管装卡方位也需要变换一次,装卡时需保证接管内外马鞍形弧面与设备主轴相垂直。
2 接管加工用卡盘结构特点
在卧式数控镗铣床上进行此类坡口的加工,对接管的装卡要求有两点:一是接管轴线方向要压紧,二是接管周向方向不能窜动。其中,轴向压紧,是为保证设备主轴与接管主轴的平行度要求;周向不能窜动,是为确保在数控加工该坡口的过程中,每加工一周的起始对刀“0”点位置的一致性。
对于压力容器制造厂来说,由于接管规格种类繁多,设计与产品一对一的专用卡具制造成本高。我们经过潜心研究,设计了一种通用化的卡盘,如图1所示,其结构由底座、挡板、丝杠和卡爪等几部分组成。接管的轴向压紧方式采用螺杆、压板的结构,这是镗铣床装卡工件最常见的方式;产品的周向固定是通过可调式内撑结构,利用已加工完成的接管的内壁作为定位面将工件撑紧。由于撑紧结构可调,拉杆可更换的特点,卡盘可用于多种规格接管马鞍形曲面的加工,实现了卡盘的通用性。
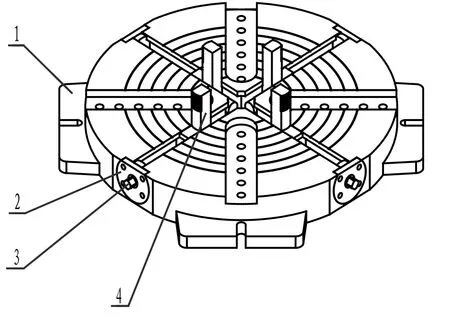
图1 卡盘结构示意图
卡盘通用性的设计,主要体现在底座结构的设计上。底座在设计上设置四处带U形槽的凸缘结构,方便底座的装卡固定,其上与卡爪相配的结构是四组对称分布的T形槽结构,卡爪在槽中仅可实现径向方向的移动,动力由相应的丝杠来传递,丝杠一端利用挡板将其固定在底座上,由于挡板的限制,丝杠仅能做旋转运动。同时,在底座上另外四个方向,对称的加工出若干螺纹孔,用于连接螺杆,进行产品的轴向压紧;在底座的表面加工出一些规则的同心圆浅槽,可对比待装卡接管的内径尺寸,作为卡爪预调整位置的参考线。而且卡爪在结构设计上为L形状,一端为T形带螺孔结构,与底座及丝杠配合,一端为立柱结构,由于接管的周向固定是通过卡爪实现的,所以卡爪与接管内壁接触侧设计成圆弧状结构,其上加工出若干T形状凸齿,如此便可增大与接管内壁的摩擦力,使装卡更为牢固。
3 装卡工装的应用效果
该装卡工装在使用时,预先根据被加工接管内径的大小,将四组卡爪调整到合适的位置,将接管安装在工装上后,转动丝杠使卡爪牢牢从内径方向撑紧接管,然后安装压板及螺杆将工件进行轴向压紧。将装卡接管后的卡盘翻转90°后,通过底座与弯板进行固定,使接管轴线方向与设备主轴平行,保证接管马鞍形坡口的加工。
目前,该卡盘已在多项承压产品中相关接管马鞍形坡口的加工中得到应用,产品坡口加工后尺寸均满足图纸要求,装卡和拆卸十分方便,应用效果良好,完全满足了接管装卡时在轴向和周向两方向的装卡要求。
结语
筒体接管马鞍形坡口在卧式镗铣床上的加工方法及装卡工装,通过接管实际加工,完全达到了产品加工精度的要求及接管装卡要求。卡盘的应用一方面方便了多种规格接管的二次装卡找正,提高了加工效率,改善了操作者劳动强度;另一方面卡盘工装的通用化设计降低了产品制造成本,实现了现代制造厂技术创新和降本增效的企业理念。
[1]张莉,杨天波.容器壳体开孔马鞍形坡口加工机的设计[J].压力容器,2006,23(12).
[2]赵学,吴凯,冯立杰,魏泰.法兰接管马鞍形曲面的加工方法研究[J].科学技术与工程,2011,11(14).
