FANUC 0i MATE-MD 系统使用日文汉字编辑报警文本的处理方法
2015-05-09常州技师学院江苏213000
常州技师学院 (江苏 213000) 吴 军
随着机械工业及计算机技术的发展,数控机床的应用领域越来越广泛,结构的复杂性及功能的多样性,使数控机床的维修日趋困难,因此,我们在设计数控机床的电气系统时,可以根据实际情况,设计一套简单可靠的报警系统,为以后数控机床维修提供方便。
FANUC CNC具有完善的报警系统,分为系统报警及外部报警,系统报警是由FANUC CNC自身设计好的,报警内容也比较详细,当发生报警时,系统屏幕会显示相应的报警号码及报警内容,以帮助用户准确判断故障,FANUC CNC的故障内容是由报警号码进行分类的。
FANUC CNC系统报警号码对应的报警内容如下:
No.000~255: [P/S报警(程序错误)]
No.300~349: [绝对脉冲编码器(APC)报警]
No.350~399: [申行脉冲编码器(SPC)报警]
N o.4 0 0~4 9 9: [伺服报警(1/2)]
No.500~599: (超程报警)
N o.6 0 0~6 9 9: [伺服报警(2/2)]
No.700~739: (过热报警)
No.740~748: (刚性攻螺纹报警)
No.749~799: (主轴报警)
No.900~999: (系统报警)
No.5000以上: [P/S报警(程序错误)]
外部报警信息是由机床制造厂家或是终端用户自行制作定义的报警,其工作原理是通过外部检测条件和系统内部反馈状态定义报警及报警内容,FANUC CNC规定,外部报警的报警号码由1 000~2 999之间的4位数字组成。
FANUC 0i系列、16i/18i/21i系列报警信息可编辑为英文报警或中文报警。英文报警编辑方法很简单,只需在报警内容表格中键入报警号和英文内容即可。
例如:1000 EMERGENCY STOP。当满足报警条件,同时线圈A0.0被激活时,系统屏幕上就会显示出报警号和报警内容:1000 EMERGEN STOP。
目前,大多数机床制造商都未曾使用日文汉字编辑报警文本的这一功能,对于机床操作者来讲是不太方便的。如果把日文汉字编辑报警文本功能加上,机床报警信息一目了然。下面就详细地介绍如何编辑日文汉字报警文本。
(1)中文汉字的编码可以使用十六进制的编码方式,可以直接使用软件(汉字十六进制转换工具.exe)转换。
(2)比如“紧急停止”转为16进制后,将%号替换掉(可以在WORD中统一替换),去掉即是“紧急停止”的编码,如图1所示;然后输入到PMC的报警文本中,即:1000@04BDF4BCB1CDA3D6B901@后,如图2所示,即可在系统上显示中文报警,如图3所示。
(3)特殊格式的比如报警文本中带字母、字符或者字母字符交叉的形式,是不能够直接转换的,因为字母的编码放到系统上不识别,需要特殊处理。T代码错误:1011 T@04B4FAC2EBB4EDCEF301@需要将“T” 字符放在固定格式的外面。
(4)使用FANUC LADDER软件,中文在操作系统中的显示需要由我国制定的GBK码制支持,而FANUC CNC只支持JIS码制的日文显示,故GBK码制的中文在数控系统中显示为乱码,这时需要做的只是一步转换工作,就是将输出的GBK码制的中文字体转换成为日文JIS码制的日文字体,转换过后的JIS码制的日文字体就可以在数控系统中正常显示为中文(实际上显示的是日文)。使用字体转换软件“汉字转换通”,可实现GBK至JIS互相转换。如转换“紧急停止”,选择功能,如图4所示,点击,进行转换,结果如图5所示,将转好的JIS码制汉字直接复制到报警内容的表格中即可,如图6所示,在确定了报警信息号码和内容后,就可以根据不同的外部条件、系统信号来制作需要的中文报警信息了。
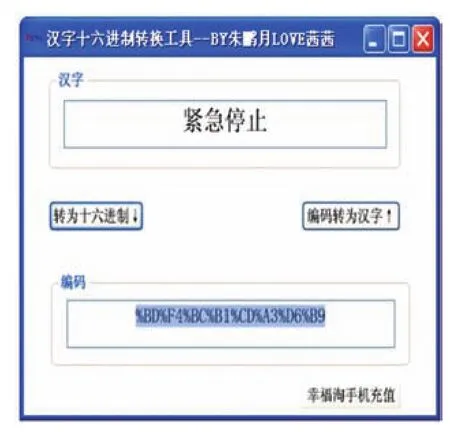
图1 汉字16进制转换

图2 16进制码输入
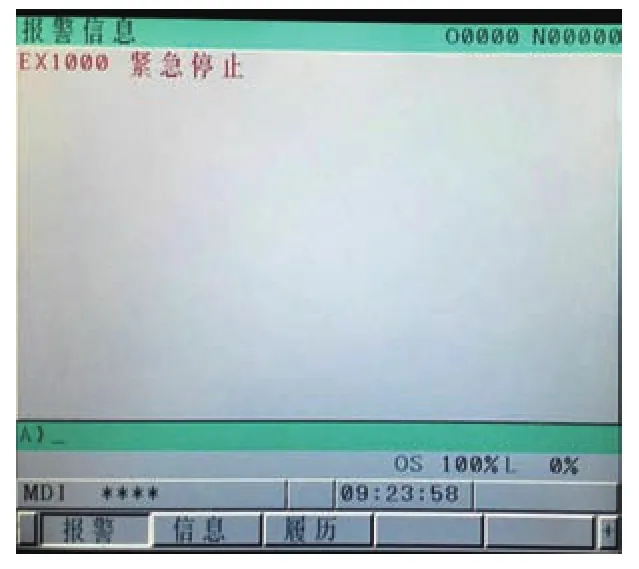
图3 系统屏幕显示

图4 汉字转换通软件界面

图5 汉字转换通shift-jis码转换

图6 FANUC LADDER 软件报警信息输入界面
