CBN磨削技术在叶片加工中的应用与发展展望
2015-05-08中航工业沈阳黎明航空发动机集团有限责任公司辽宁110043刘随建梁巧云缪广斌
中航工业沈阳黎明航空发动机(集团)有限责任公司 (辽宁 110043) 刘随建 江 剑 梁巧云 贾 爽 缪广斌
航空发动机叶片因其工作时的高温高压环境及交变载荷的工作性质,使其材料越来越呈现难加工的特点,尤其是涡轮叶片在基本采用铸造高温合金材料的背景下,其成形加工基本形成了以磨削加工为主的加工形式。对于压气机一类叶片,尽管工艺的主体形式是切削加工,但对于关键的安装配合部位和型面部位,因其表面完整性要求较高,磨削加工也成为必不可少的加工手段。
但是由于叶片材料性质及结构上一些因素的影响,使得传统的磨削加工经常会出现材料性质发生变化、磨料磨具性能不适应加工的情况,最终造成叶片加工在质量与效率方面受到影响,制约了发动机制造技术的发展。而CBN磨削技术的出现,在一定程度上改变了叶片加工的现状,从质量与效率方面极大地推动了叶片加工技术的发展。
CBN磨削的技术特点
C B N磨削技术的本质是以CBN(立方氮化硼)磨料为基础的磨具呈现,CBN磨料具有以下特点:①硬度远高于其他普通磨料,显微硬度是刚玉磨料的3~5倍,高的硬度意味着切削能力更强、更锋利。②有高的耐磨性,耐磨性能是刚玉磨料的100倍,意味着它比普通磨料更难磨损。保持磨粒形状的能力是CBN磨料作为高性能磨料的主要特性之一。③抗压强度很高,是刚玉磨料的3.5倍,意味着它在恶劣条件下使用时能保持颗粒完整而不破碎。④有高的导热系数和低的摩擦系数,并且导热系数随着温度上升而升高,摩擦系数随着温度上升而下降,意味着能够实现高速冷态磨削。⑤具有高的热稳定性和化学惰性,并具有非亲铁性,意味着能够很好地应用于各种金属加工。
CB N磨具是采用结合剂将CBN磨料固结在金属轮上,CBN磨具结合剂主要有金属结合剂、树脂结合剂、陶瓷结合剂和电镀金属结合剂四大类。
CB N磨削技术最有效的用途有:①含钨、钨钼和其他高速钢(特别是钒合金钢、钴合金钢等特种高速钢)刀具的刃磨和粗磨。②由耐热钢、不锈钢和高硬度(>55HRC)、高韧性的合金结构钢制成的精密零件的精磨和终磨,这些零件用普通磨具磨削时会因磨具磨损消耗或磨钝过快,而不能获得很高的精度。③CBN磨具磨削钛合金时磨削力小、磨削温度低、磨具磨损小且磨削比很高,而且磨削表层基本上呈压应力状态,是磨削钛合金的理想磨具。④大型精密工件(机床导轨)的精磨和终磨,这些工件往往由于磨削温度高而引起较大的热变形,从而不能获得高精度。⑤自动和半自动机床上大批量生产的工件(如仪表和微型轴承的零件)的精磨和终磨。⑥用于加工要求磨具具有良好的棱角保持性的复杂型面工件(如插齿刀、高精度齿轮、靠模及叶片)。⑦难加工耐热钢工件的超精加工。⑧其他钢淬火工具的精磨。⑨对局部热应力和热冲击敏感的各种零件的磨削。
航空发动机叶片基本使用钛合金、高温合金等导热性差、强度高及韧性好的材料,具有曲面性能的薄壁结构,加工表面完整性要求高,几何精度要求严格,加工批量大,适应于使用CBN磨削技术。

图1 某导向叶片的深窄槽结构

图 2
CBN磨削技术在叶片加工的应用效果
(1)CBN磨削技术对涡轮叶片深窄槽的加工应用。航空发动机涡轮叶片因装配及封严等方面的工作需要,在转子叶片榫头和静子叶片缘板上经常具有深窄槽结构(见图1)。对涡轮叶片该种深窄槽部位的加工工艺进行分析,由于涡轮叶片材料本质是铸造高温合金,其切削加工抗力大,如果使用刀具加工易发生刀具断裂和表面质量差的现象;若采用普通性质的磨具进行磨削加工,则砂轮凸起部分会由于强度问题而产生碎裂现象。因此,传统的机械加工方式已经难以适应该结构的加工。
一段时期以来,该部位的加工采用电火花成形机方式进行加工。该种加工方式的缺点是加工精度与效率都比较低,并且由于电极在加工时在槽两端尖边处放电形式较特殊,使得电极在该两处有过快的损耗,导致叶片槽的进出口部位形状经常发生较大的变化。若加工时观察不够,或者对电极修复不及时,容易产生加工质量问题。
因此,可应用CBN磨削技术解决传统机械加工中所存在的不足,CBN磨具的金属骨架使其强度与刚性比较可靠,而CBN磨料所具有的耐磨性、导热性及摩擦系数低等特点,使得其加工获得了良好的精度与表面质量保证能力,加工效率对比于电火花成形机加工方式提高了十几倍。从镍基与钴基高温合金叶片槽的加工情况看,在采用较高的磨削速度与进给速度情况下,每次磨削深度可以达到3mm和1mm,每片砂轮加工数量可以达到600余片叶片,大大降低了加工工艺难度,并获得良好的加工效率。
(2)CBN磨削技术对裂纹敏感材料涡轮叶片加工中的应用。在进行钴基K40M高温合金叶片的加工中,使用普通的刚玉砂轮进行缘板各表面磨削加工时,因为砂轮性能参数、磨削参数、砂轮修整及冷却环境等因素选择不适当的影响,出现了大量叶片产生磨削裂纹的现象,裂纹普遍呈现沿碳化物强化相开裂的形貌(见图2)。在一定时期,通过采取以降低磨削区温度为目标,对磨削加工各个因素进行控制的研究,叶片磨削裂纹现象得到了控制,但是加工效率方面作出了较大的牺牲,并且对于磨削面积较大区域的加工也没有彻底地杜绝裂纹。
为了使叶片加工效率与磨削质量获得可靠保证,依据对CBN磨削技术特点的分析,进行了相关的磨削试验。在磨削速度、进给速度及磨削深度均比刚玉砂轮多1倍的加工条件下,通过对百余片叶片的加工结果分析表明,磨削表面完全没有裂纹现象,从磨削参数改变和砂轮不需修整的结果来看,磨削效率提高了近5倍。目前,对于叶片缘板磨削面积较大区域的加工已经采取了CBN磨削方式,实现了叶片加工的良性生产。
(3)涡轮导向器叶片圆弧缘板与端面组合磨削的试验效果。涡轮导向器叶片在缘板结构上,主要是以圆弧表面为主的止口形式,经常需要进行端面与圆弧表面的组合磨削。目前,国内外企业对于该种加工已经趋向于使用多轴联动数控磨削机床为基础的工艺方法。而使用多轴联动数控磨削设备进行加工,从成本上考虑,大多采用了普通磨料砂轮,在加工时为了使砂轮加工精度与磨削锋利性得到保持,每次加工需要使用金刚石滚轮对砂轮进行修型后,再使用砂轮对叶片进行加工。
为了保证砂轮具有更好的利用率和形状精度,叶片圆弧表面与端面的加工,基本采用砂轮外圆表面同时对圆弧表面与端面进行加工(见图3),叶片装夹通常采用与砂轮主轴倾斜一定角度形式的加工,而机床必须具有四轴联动的功能。但是由于该种加工方式所使用的多轴联动数控磨削设备较为昂贵,很多企业存在设备配置不足或加工能力不够的现象,为了实现叶片的配套生产,一些企业不得不采用车削方式来进行导向器叶片圆弧缘板与端面的加工。由于涡轮叶片材料性质所决定的难切削特点,车削时为了保证刀具获得加工所需的寿命,加工参数达到了非常低的程度,车削转速基本为8~9 r/min,走刀速度1mm/min,切削深度在0.1~0.3mm,效率水平非常低,经常影响叶片整体的加工进度。
为了改变多轴联动数控磨削机床缺乏、车削加工效率低下的现状,通过对CBN磨具所具有的磨削强度与刚性好、磨料耐磨性好、可进行大切深加工等性质的了解,其实质可以看作为具有磨削加工性质的刀具。因此,可以利用平面缓进磨的三坐标功能实现叶片缘板圆弧与端面的加工(见图4)。经过实际加工试验获得的加工效果是加工效率提高了2~3倍。
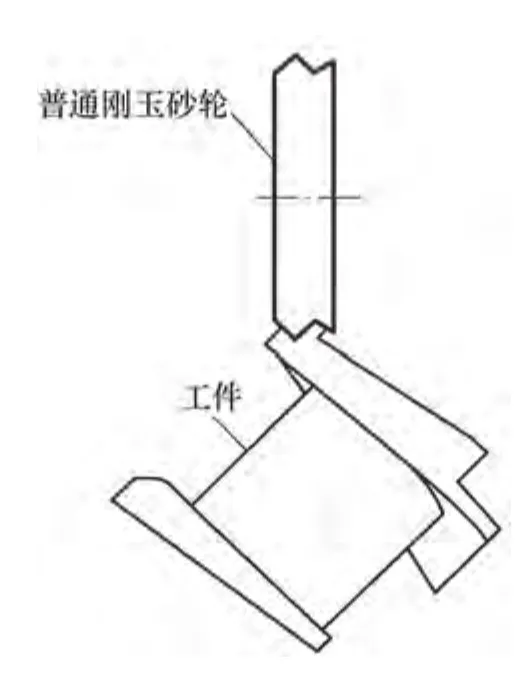
图3 普通刚玉砂轮加工示意图

图4 CBN砂轮加工示意图
CBN磨削技术的发展及在叶片加工中的应用展望
从航空发动机叶片采用CBN磨削技术所进行的加工实践可以看出,CBN磨削技术对于新材料与新结构叶片加工技术的发展具有非常积极的意义,但是就CBN磨削技术的应用而言,CBN磨具成本仍然是一个不利的方面,磨削精度能力的提高、磨削功能形式的广泛性,也是需要迫切解决的问题。但就目前CBN磨削技术发展情况看,其应用所存在的不足已经越来越多的得到解决。下面针对CBN磨削技术发展对叶片加工所具有的意义进行分析。
(1)CBN磨具耐用度提高的技术发展。首先是特殊结构砂轮形式的提高,有代表性的技术是南京航空航天大学所发明的热管效应砂轮形式,其通过在CBN磨具金属骨架内部空腔制造形式,使砂轮在磨削时利用热交换方式,让磨削热得到更好扩散,从而更好地提升磨削效率与砂轮寿命。其次,在磨削时采用合适的磨削液可避免磨料不必要的化学性质磨损,国内一些研究部门的研究结果表明,使用合适的油基磨削液较使用水基乳化液可以使砂轮寿命提高50%。最后,CBN磨削专用磨床的制造,通过机床刚性的提高,使磨削实现平稳的高速磨削,防止振动影响的砂轮磨损,实现高速加工。
(2)多层磨料CBN砂轮技术发展。目前开展的CBN磨削技术主要使用的是单层磨料CBN砂轮,其不具有在线修整功能,在使用寿命和加工精度方面还有一定的改进空间。国外先进企业目前所采用的多层磨料CBN砂轮,可以实现在线修整功能,可以根据加工需求提高砂轮的精度与使用寿命。
(3)C B N涂覆磨具的发展。CBN涂覆磨具的出现,使曲面性质的加工具有了更好的改善手段,使叶片生产的加工手段更为丰富。
(4)叶片材料与结构的发展变化与CBN技术发展的契合关系:①叶片材料发展对技术的需求。涡轮或压气机叶片目前材料趋向于使用定向结晶、单晶组织高温合金材料以及金属间化合物材料。这两种材料分别具有应力加工条件下的再结晶和裂纹的现象产生,CBN磨削技术的冷态磨削与磨削锋利性,使低应力加工更易实现。②钛合金叶片结构与材料性质对技术的需求。钛合金材料在压气机叶片制造中获得广泛应用,其转子叶片的圆弧燕尾榫齿结构具有非常严格的轮廓精度与表面质量要求,传统加工中,采用切削加工可以避免烧伤现象产生,但加工精度与表面粗糙度质量保证能力差;采用普通磨料的磨削加工,精度与表面粗糙度质量保证能力好,但具有烧伤隐患。具有表面修整功能的CBN砂轮,可以在精度与表面粗糙度质量及材料性质方面获得良好效果。③叶片型面结构的加工技术需求。航空发动机涡轮叶片型面目前普遍采用热障涂层形式,硬度较高的热障涂层表面粗糙度改善与涂层去除工艺,对CBN涂覆磨具加工性质而言是非常适合的,目前国外企业已经普遍开始使用相关工艺;钛合金叶片型面以及一些特定部位的打磨操作,由于普通磨料打磨工具所具有的烧伤隐患,各个企业基本是设定限制条件使用,而CBN涂覆磨具用于钛合金叶片的打磨加工,将使工艺操作更加便利,材料性能损害将得到根本性根除。
结语
CBN磨削技术对于航空发动机叶片加工技术的未来发展将具有非常积极的意义,需要国内企业给予足够的重视,并通过不断地研究认识,使其获得更加广泛的应用。
[1] 侯亚丽,李长河,冯宝福,等.磨削液对陶瓷结合剂CBN砂轮磨削性能影响[J]. 润滑与密封,2007,32(5):106-107,118.
[2] 陈琛,傅玉灿,郝青山,等. 热管砂轮缓进给深切磨削钛合金试验[J]. 航空制造技术,2014(12):69-73.