耐高温车间底漆的应用研究
2015-05-08何建平沈轶斌
黄 旭, 何建平, 沈轶斌
(上海外高桥造船海洋工程设计有限公司, 上海 200137)
耐高温车间底漆的应用研究
黄 旭, 何建平, 沈轶斌
(上海外高桥造船海洋工程设计有限公司, 上海 200137)
针对国内车间底漆及分段二次表面处理的现状,简要介绍了耐高温车间底漆的性能,通过试板试验,以及在实船上和普通车间底漆的对比试验,对耐高温车间底漆的性能和应用进行了研究。
耐高温 车间底漆
1 前言
在当今全球船舶运力和建造能力过剩,造船市场需求不足的背景下,世界造船竞争格局正面临深度调整,市场竞争将更加激烈,与此同时,IMO频繁推出新的标准和规范,以推动船舶节能减排和再利用,船舶安全和环保方面的要求全面提高,全球造船正向着绿色船舶技术的方向发展。面对国际市场竞争的严峻挑战,国内造船业纷纷采取措施进行技术革新,研究和应用新的技术和工艺,提升技术能力,增强竞争力。
分段二次表面处理是船舶涂装作业中的一个重要环节,直接影响涂层系统的防腐蚀效果。涂装工作占船舶建造总工时的14%~15%左右,而其中分段二次表面处理占涂装总工时的50%以上。从预处理到分段二次表面处理,一般造船企业的周期为5~6个月甚至更长,国内先进造船企业可以控制在2~3个月。经预处理的钢材在如此长的建造周期中,车间底漆不但受到焊接、切割、火工校正和机械碰撞的影响,且长时间处于露天堆放条件下,已经大面积损坏,破坏率达到50%~60%,钢材表面锈蚀严重,再加上锈渍蔓延,导致在分段二次表面处理时,不得不进行全面地冲砂清理。如果有效地采用耐高温车间底漆,能使车间底漆的破坏面积大幅减少,分段阶段大部分完整的车间底漆可以保留,二次表面处理时仅需进行扫砂清理,从而减少二次表面处理的工作量,对打开船舶涂装速度瓶颈和提升经济效益都有重要意义。
2 简介
目前国内广泛使用的是普通的无机锌车间底漆,焊接切割的温度达到400℃左右时,普通车间底漆便开始气化,防护涂层就会失效,很快就会产生锈蚀。而一般火工校正的温度都几乎达到600℃以上。近年来,部分国内的涂料供应商已经开发研制出耐高温车间底漆,其原理是在原先的车间底漆的基础上,采用超耐热树脂对硅酸乙酯进行改性,并采用部分耐热颜料和特殊的添加剂,提高锌粉的精细度,降低锌粉的含量,以提高其耐热性。耐高温车间底漆跟普通的车间底漆相比,耐热性能显著提高,可耐温600℃~800℃。在日韩的一些先进造船企业,已经开始使用耐高温车间底漆作为预处理底漆,经焊接、切割和火工校正等高温加热后,切割、焊缝及火工区域的车间底漆破损面积降低到原来的50%,可减少20~30%二次表面处理的工作量。
3 耐高温车间底漆性能研究
3.1 切割焊接试验
通过在样板及实船分段上进行切割和焊接来验证耐高温车间底漆的切割及焊接性能。
3.1.1 钢板切割
两块试验钢板涂层经洒水试验后,情况均良好,没有出现泛白现象(见图1),用同型号等离子切割机分别将两张钢板切割为4块500×400的试板,切割过程无异常,如图2所示。

图1 洒水试验

图2 等离子切割试验
试验分段钢板由数控等离子切割机切割,切割机在试验底漆上的划线清晰(见图3),切割边口光顺,反面无钢渣垂挂,如图4所示。

图3 等离子切割划线状况

图4 钢板边口状况(切割后)
3.1.2 焊接
已切割的试板做标记后用作焊接,采用二氧化碳半自动焊,焊脚高度5 mm,焊接烟尘较小(见图5);焊缝成形好,无肉眼可见的气孔等缺陷,焊缝附近的耐高温车间底漆无破坏,面板上有少量焊接飞溅,如图6所示。

图5 试板焊接试验

图6 焊接试验后状况
结论:所用耐高温车间底漆不影响钢板的切割和焊接性能,且在焊缝周围的底漆也未见脱落剥离现象,热影响区域明显较小。
3.2 样板防锈试验
为了验证耐高温车间底漆的耐候及防腐性能,将喷涂了耐高温车间底漆的试板进行背烧及焊接后,放置于厂区露天环境下,6个月后观察试板的锈蚀情况,通过对背烧和焊接试板在自然环境下锈蚀程度的记录,以验证耐高温车间底漆是否达到相应的防腐要求。6个月后的试板结果如表1所示。

表1 6个月后试板结果分析
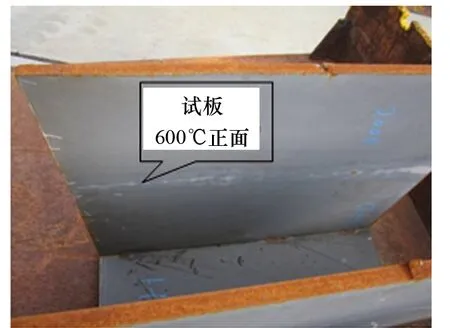
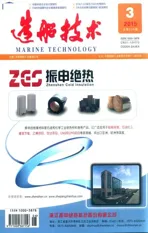
图7 6个月后试板正面状况(600℃)

图8 6个月后试板背面状况(600℃)

图9 6个月后试板正面状况(800℃)
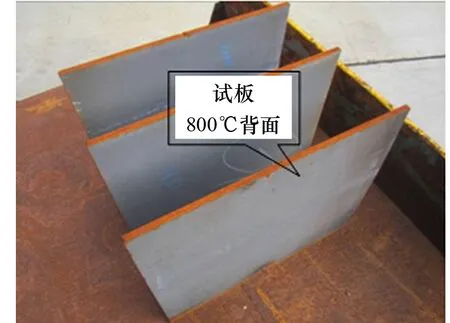
图10 6个月后试板背面状况(800℃)
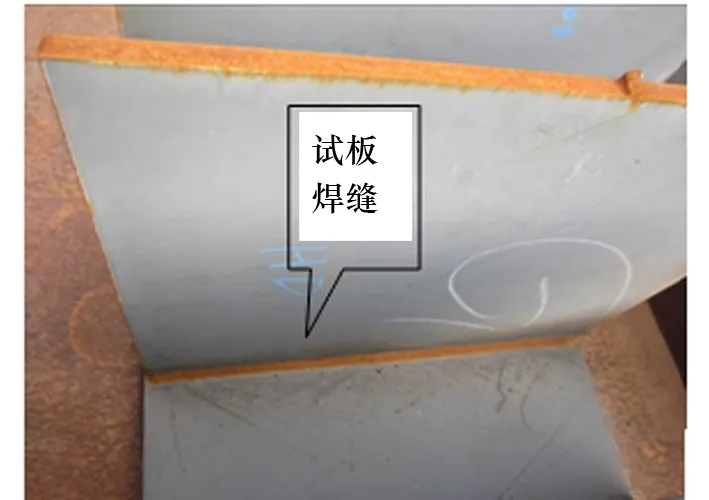
图11 6个月后试板焊缝状况
(1) 从以上记录结果可以看出,耐高温车间底漆具备优秀的防锈性能。在非试验部位,通过机械碰损及没有保护的边口与喷涂车间底漆部分的对比可以看出能很好地保护钢材不受腐蚀。
(2) 背烧试验:在常用于火工校正的600℃高温的试验中,耐高温车间底漆能满足高温下对钢材保护的要求,加温区域的背面都没有出现锈蚀情况。试验温度调整到产品说明书所说的最高承受温度800℃后,耐高温车间底漆能在短时间内(1个月左右)保护钢材不受腐蚀,但随着时间的推移,其保护效果越来越小。在2个月的回访中发现两组试板的800℃正面加温区域都出现了连续性锈蚀。
(3) 焊接试验:在6个月的回访中,耐高温车间底漆依然能够保护焊缝周边区域不受锈蚀影响,在热影响区也没有发现锈蚀,焊接飞溅更不能对底漆涂层造成破坏。
3.3 实船应用
通过在实船分段上使用耐高温车间底漆,并记录同期建造使用普通车间底漆相似船型的相同分段的表面情况,对比普通车间底漆和耐高温车间底漆在各施工阶段防腐、耐高温等性能。
加工部加工完毕的分段零件和小组立交到组立部进行分段组立,漫长的分段组立过程对试验底漆的产品性能是一个考验。在现场巡回过程中,试验分段的零件表面没有出现锈蚀,仅在跟踪补漆没做到位的焊缝区域出现锈蚀(见图12),试验分段外板火工校正区域,车间底漆保持完好(见图13)。

图12 分段表面状况

图13 分段火工区域状况
为了更直观地说明耐高温车间底漆的保护性能,选择了相同船型的相同分段进行耐高温车间底漆与普通车间底漆分段二次表面处理前表面锈蚀情况对比试验。包含外板分段(见图14、图15),机舱分段(见图16、图17),隔舱壁分段(见图18、图19)。

图14 外板分段(耐高温型车间底漆)

图15 外板分段(普通型车间底漆)

图16 机舱分段(耐高温型车间底漆)

图17 机舱分段(普通型车间底漆)

图18 隔舱壁分段(耐高温型车间底漆)

图19 隔舱壁分段(普通型车间底漆)
以上照片,都是在预处理后2~3个月后拍摄的,结合上述照片可以看出,在分段组立阶段,普通车间底漆耐温性较差,经过火工校正区域上的车间底漆大部分被烧损,一个分段上残留的完整车间底漆面积较小且分散。采用耐高温车间底漆的分段,经目视观察,分段上车间底漆大面积处于良好完整状态。
4 耐高温车间底漆应用效果分析
单从车间底漆本身的成本来看,耐高温车间底漆要贵于普通车间底漆,但是,使用耐高温车间底漆后,在分段建造过程中,车间底漆的破损率显著降低,在分段阶段二次除锈时可使用扫砂工艺,车间底漆可保留的区域增加25%左右,二次除锈的工作量可降低30%左右。因此,耐高温车间底漆的应用,成为能否执行扫砂工艺的关键因素之一。
有数据表明,一个冲砂房一天按6 h计算可完成2 500 m2的物量。如果采用耐高温车间底漆并在分段阶段采用扫砂工艺,一个冲砂房一天按6 h计算可完成5 000 m2的物量。以一条17.7万t的散货船进行计算,表面处理面积约为33万m2,4个喷砂房同时进行施工,冲砂需要33天,而扫砂只需要16天,缩短了一半的时间。同时,还能在电能、动能、磨料、油漆方面大幅度降低成本,节约动能费用96万元左右。对于钢丸、钢砂的消耗,按4 000元/t计算,可节约36万元费用。跟踪补漆的工作量按全船面积的5%计算,消耗油漆材料费用约为6万元,相应的管理、人工费用约为25万元左右。根据以上数据的测算,通过跟踪补漆工艺和扫砂工艺的实施,可降低成本将近101万左右/船。
同时还能从缩短造船周期,降低劳动强度的角度带来效益。
(1) 涂装效率大幅提高,减少了冲砂人力成本和动能源成本。分段阶段跟踪补漆减少了分段涂装时冲砂打磨工作量的65%以上,节约总涂装成本20%左右。以单船约10万工时,每个工时费用20元计算,单船可节约成本10×20%×20=40万元。
(2) 对于提高涂装生产效率,缩短涂装周期和造船周期,提高涂装厂房、设备设施的使用效率,减少对涂装工人的健康影响和环境污染等方面具有重大意义。
5 结语和展望
通过耐高温车间底漆的样板试验以及实船分段的应用试验表明,耐高温车间底漆具有良好的焊接性能和优秀的防锈性能,与普通车间底漆相比,耐高温车间底漆在建造过程中的破坏率大幅降低,耐高温车间底漆的普遍应用,是造船企业推行扫砂工艺的关键因素。
目前应用的耐高温车间底耐温范围在600℃~800℃,根据板厚和焊接方式的不同,有些区域在焊接和火工的过程中温度可能超过这个温度,达到1 000℃甚至更高,因此,需要能耐更高温度的车间底漆应用到造船市场,这就寄希望于涂料供应商和研究机构开发出新一代的产品。
[1] 汪国平.船舶涂料与涂装技术[M]. 北京:化学工业出版社, 2006.
[2] 庞启财.防腐蚀涂料涂装和质量控制[M]. 北京:化学工业出版社, 2004.
[3] 王健.防腐蚀涂料与涂装工[M]. 北京:化学工业出版社, 2006.
[4] Nace. Corrosion Prevention by Protective Coatings[S].1999.
The Application Research of High Temperature Resistant Shop Primer
HUANG Xu, HE Jian-ping, SHEN Yi-bin
(Shanghai WaiGaoQiao Shipbuilding and Offshore Design Co., Ltd., Shanghai 200137, China)
Aim to the situation of domestic shop primer and block secondary surface preparation, introduce the performance of high temperature resistant shop primer, contrast high temperature resistant shop primer and normal shop primer by test panel experiment and contrast experiment on face ship, research the high temperature resistant shop primer’s performance and application.
High temperature Resistant shop primer
黄 旭(1981-),女,工程师。
U668
A