基于数控机床(CNC)半自动线的工业机器人设计
2015-04-25杨金鹏
杨金鹏
(四川信息职业技术学院,四川广元628017)
0 前言
采用工业机器人,替代机床操作工,实现工件的自动抓取、上料、下料、工件翻转、工件转序等工作,不仅能够极大地节省人工成本,更重要的是能够保持产品加工的一致性,提高工效。上下料机器人系统集成,是把机器人制造商提供的标准工业机器人通过二次技术开发,配置各种非标外围设备,实现加工中心、数控车床、数控磨床、冲床、剪板机、折弯机、铸造锻造等机床设备的自动化加工。
本文作者采用某公司的工业机器人自动上下料技术,研究把工业机器人上下料技术及数控加工中心有机地组合起来,实现模块化自动上下料柔性制造单元,达到集成化、高精度、高效率的效果。
1 CNC 半自动线现场布局设计
CNC 半自动线的组成主要由CNC 机床、机器人、和料架等组成。在现场的布局状况如图1 所示。

图1 机器人与数控加工中心现场布局图
2 半自动线机器人工作流程设计
半自动线机器人工作流程设计如图2 所示。

图2 半自动线机器人工作流程
3 机器人点位设计
CNC 内治具、料台、机器人间由于固定及治具安装有偏差,需要在取放料区域使用不同的工作(WORK) 坐标系,CNCA使用工作坐标 1(WORK1),CNCB 使用工作坐标2 (WORK2),料台使用工作坐标3 (WORK3),点位分布如图3所示。
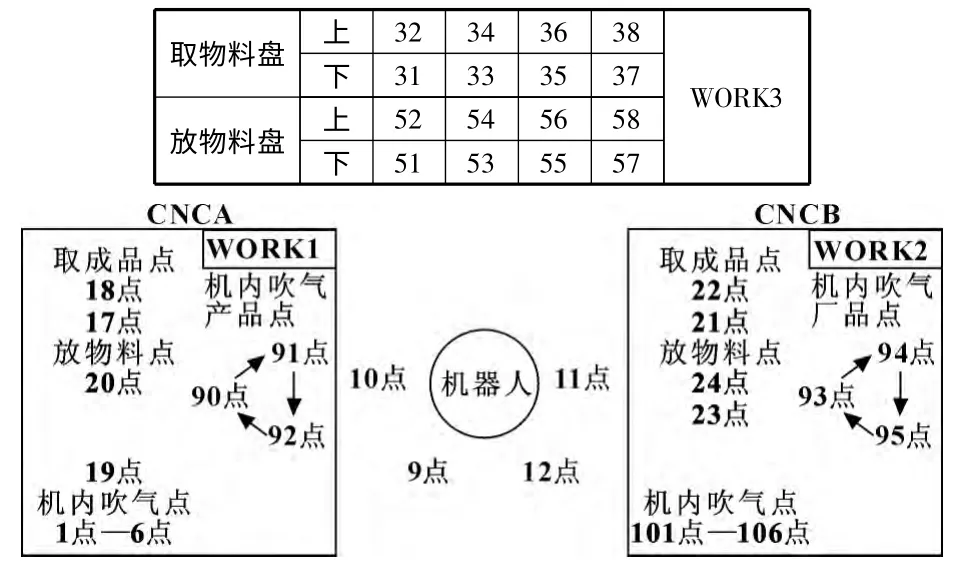
图3 机器人点位分布
在自动运行前,需要按照图3 中点位要求将点位示教,就可以且保存在自动运行的程序数据库中。
4 CNC 半自动线与机器人信号设计
为了更好地协调机器人与数控加工中心的工作,要建立机器人和机床之间安全可靠的通讯机制。采用快速I/O 的通讯模式。在硬件方面,通过屏蔽信号电缆将两者之间的PLC 处理器中相应的输入与输出点进行连接,屏蔽电缆可以保证信号传输的稳定性。软件方面,通过FOXBOT 机器人专用应用软件,根据采集机床和机器人当前状态,编写相应的符合上下料逻辑的控制程序,最终达到数控机床与机器人的有效通讯,从而实现模块化自动上下料柔性制造系统单元安全高效运行。信号分配如表1 所示,信号接线图如图4所示。

表1 信号分配表

图4 信号接线图
图4 中KA1EC、KA2EC-A 和KA2EC-B 为中间继电器,选用MY2NJ 型。KA1EC 安装在Robot 电控箱内;KA2EC-A 和KA2EC-B 分别安装在CNCA 和CNCB 机室内KA2EC-A 和KA2EC-B 常开触点分别串接到CNCA,B 机室启动按钮上。EMG1 与EMG 为电控箱内外接急停端子,需将该信号端子原短接片取掉。
5 半自动线机器人过程控制
机器人执行各种动作所应具备的条件:
(1)机器人取料:当取料和放料手爪都没料,此时呼叫取料子程序。

(2)机器人放料:当取料手爪没料,放料手爪有料时,此时呼叫放料子程序。
If Not (GetInp (pD,8))and (GetInp (pD,9))Then'没素材,需取素材
Call Takematerial
End If
注释:InPD8 取料手爪传感器InPD9 放料手爪传感器
(3)机器人进CNCA 机台:当机器人取料手爪有料、放料手爪没料、CNCA 门开到位、CNCA 准备好、自动正常,这些所有信号满足之后,此时呼叫进CNCA 子程序。
If GetInp (PB,8)And GetInp (PB,1)And Get-Inp (PD,8)And GetInp (PB,0)And Not GetInp(PD,9)And GetInp (PB,12)Then
InoutcncA
End If
注释:InPB8 CNCA 准备好InPB1 CNCA 门开到位InPD8 取料手爪传感器
InPD9 放料手爪传感器InPB0 CNCA 手/自动In-PB12 CNCA 正常自动
(4)机器人进CNCB 机台:当机器人取料手爪有料、放料手爪没料、CNCB 门开到位、CNCB 准备好、自动正常,这些所有信号满足之后,此时呼叫进CNCB 子程序。
If GetInp (PB,9)And GetInp (PB,2)And Get-Inp (PD,8)And GetInp (PB,3)And Not GetInp(PD,9)And GetInp (PB,13)Then
InoutcncB
End If
注释:InPB9 CNCB 准备好InPB2 CNCB 门开到位InPD8 取料手爪传感器
InPD9 放料手爪传感器InPB3 CNCB 手/自动In-PB13 CNCB 正常自动
6 结束语
在未使用工业机器人,操作员为CNC 更换产品,人的工作包括:开CNC 门→吹干净铁屑及切削液→拿成品→吹干净铁屑及切削液→放素材→合夹关门并启动CNC,产品及素材放在CNC 前的料台上,物流员推小车为料台送素材和取走加工后产品。使用工业机器人为CNC 换料、吹气、合夹、启动CNC 等工作均由机器人完成,物流员只需要为机器人专用料台送素材及取走加工后产品即可。通过由机器人代替人工取放料的工作,不仅能够极大地节省人工成本,更重要的是能够保持产品加工的一致性,提高工效。
[1]柳洪义,宋伟刚.机器人技术基础[M].北京:冶金工业出版社,2002.
[2]HAROLD Kerzner.Project Management:A Systems Approach to Approach to Planning,Scheduling,and Controlling[M].John & sons,inc,2001.
[3]SUH N P,BELL A C,Cossard D C.On an Axiomatic Approach to Manufacturing and Manufacturing System[J].Journal of Engingeering for Industry,1978,100(5):127-130.
[4]PAHL G,BEITZ W.Engineering Design:Asystematic Approach[C].London:the Design Council,1998.
[5]AKAO Y,ONO S,HARADA A,et al.Quality Deployment Including Cost,Reliability and Technology [J].Quality,1983,13(3):61-67.
[6]HAUSER J R,CLASING D.The House of Quality[J].Harvard Business Review,1988,66(3):63-73.
[7]徐心和.机器人原理与应用[M].沈阳:东北大学音像出版社,2004.
